Fertigungstechnik 1, Umformen 2
Fertigungstechnik 1, Umformen 2
Fertigungstechnik 1, Umformen 2

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
F1S1<br />
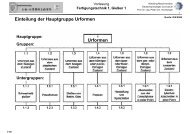
HHauptgruppe t<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
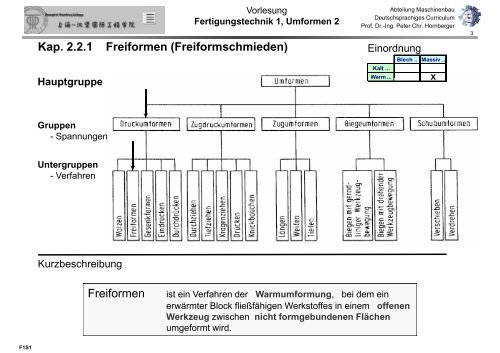
Kap. 2.2.1 Freiformen (Freiformschmieden)<br />
Gruppen<br />
- Spannungen<br />
Untergruppen<br />
- Verfahren<br />
Kurzbeschreibung<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Einordnung<br />
Blech .. Massiv ..<br />
Kalt ...<br />
Warm ... X<br />
Freiformen ist ein Verfahren der Warmumformung, bei dem ein<br />
erwärmter Block fließfähigen Werkstoffes in einem offenen<br />
WWerkzeug k zwischen i h nicht i h formgebundenen f b d Flächen Flä h<br />
umgeformt wird.<br />
3
F1S1<br />
Freiformschmieden eines Kranhakens<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
10<br />
Quelle: Flimm
F1S1<br />
Freiformschmieden (Strecken, Breiten)<br />
Grundfunktionen: Strecken, Breiten<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
weitere Anwendungen:<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
11<br />
Quelle: Fritz/Schulze (4x)<br />
Bearbeitung: Pries<br />
Strecken von Rohren über einem Dorn<br />
Aufweiten von Rohren über einem Dorn<br />
Strecken, Recken Breiten, (Glätten) Lochen mit einem Volldorn<br />
ebenso: Spalten, Falten (ohne Bild)
F1S1<br />
Kap. 2.2.2 Gesenkschmieden<br />
Kurzbeschreibung<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Einordnung<br />
Blech .. Massiv ..<br />
Kalt ...<br />
Warm ... X<br />
Gesenkformen ist ein Verfahren der Warmumformung, bei dem<br />
ein erwärmter Block fließfähigen Werkstoffes in<br />
einem geschlossenen Werkzeug zwischen<br />
formgebundenen Flächen umgeformt wird.<br />
12
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Gegenüberstellung von Frei- und Gesenkformen<br />
A) Freiformen<br />
B) Gesenkformen<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
13<br />
Quelle: Spur, Stöferle
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Gesenkschmieden: drei Hauptarbeitsschritte<br />
Warmumformung<br />
mit begrenzenden<br />
Werkzeugen<br />
Vorgänge im Gesenk:<br />
- St Stauchen h<br />
-Breiten<br />
- Steigen<br />
Gesenkformen<br />
Mit der Gestaltung der Gratbahn<br />
wird der Druck im<br />
Gesenk gesteuert. g Der Werkstoff<br />
fließt erst ab, wenn das<br />
Gesenk vollständig gefüllt ist.<br />
Stauchen, Breiten im Gesenk<br />
- 4 Arbeitsstufen<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
14<br />
Quelle: Schuler, Flimm (2x)<br />
Bearbeitung: Pries<br />
Stauchen, Breiten, Steigen<br />
- 5 Arbeitsstufen
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Kosteneinflussfaktoren bei der Schmiedeteilauslegung<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Quelle:<br />
18
F1S1<br />
Walzen<br />
HHauptgruppe t<br />
Gruppen<br />
- Spannungen<br />
Untergruppen<br />
- Verfahren<br />
Kurzbeschreibung<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Einordnung<br />
Walzen ist das Reduzieren von Querschnitten durch Abrollen von<br />
rotationssymmetrischen Werkzeugen, die einen<br />
Walzspalt ausbilden ausbilden, auf einem Werkstück. Werkstück<br />
Kalt ...<br />
Blech .. Massiv ..<br />
X<br />
Warm ... X<br />
21
F1S1<br />
Endlosstranggießen<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
22
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Schematische Walzenanordnung in Walzgerüsten<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
33<br />
Quelle: Fritz/Schulze
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Definition und Einteilung der Walzverfahren nach DIN 8583<br />
Unterteilung der Walzverfahren:<br />
- Längswalzen nach DIN 8583<br />
- Querwalzen<br />
-Schrägwalzen g<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
34<br />
Quelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
Zwei gegenläufig rotierende<br />
Werkzeuge bilden einen<br />
Walzspalt aus.<br />
Längswalzen Querwalzen Schrägwalzen<br />
- Walzgut linear bewegt - Walzgut rotierend bewegt - Walzgut linear+rotierend bewegt<br />
prinzipielle Darstellung der Walzverfahren<br />
a Walzen b Walzgut
F1S1<br />
Längswalzen (1)<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Flachwalzen Profilwalzen<br />
- offenes Kaliber - geschlossenes Kaliber<br />
Walzenausführungen beim Längswalzen<br />
Erzeugnisse = Halbzeuge<br />
- Bänder (Folien...Platten)<br />
- Stangen (rund, eckig)<br />
- Drähte<br />
- Profile (Träger,<br />
Schienen, ...)<br />
Beispiel: Warmband Warmband-Coils Coils<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
35<br />
Quelle: Fritz/Schulze, SMS (2x)<br />
Bearbeitung: Pries<br />
Das Walzgut wird linear bewegt<br />
stetig durch die Walzen<br />
gefördert.
F1S1<br />
Längswalzen (2)<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
36<br />
Quelle: Fritz/Schulze<br />
Bearbeitung: Pries<br />
Das Walzgut g wird linear bewegt g<br />
unstetig durch die Walzen<br />
gefördert.<br />
Umformung von stückigen<br />
Vollmaterialien<br />
Reckwalzen<br />
- Warmumformung<br />
- Erzeugen von Formteilen als Ausgangsprodukt für das Gesenkschmieden<br />
Erzeugnisse g = Halbzeuge g<br />
- Vorprodukt für das Gesenkschmieden
F1S1<br />
Längswalzen (3)<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
37<br />
Quelle: Fritz/Schulze<br />
Bearbeitung: Pries<br />
Das Walzgut wird linear bewegt<br />
unstetig durch die Walzen<br />
gefördert.<br />
Umformung von Rohren<br />
Pilgerschrittwalzen<br />
- Kaltumformung<br />
- Erzeugung von dünnwandigen nahtlosen Rohren aus einem Rohr<br />
- MANNESMANN-Verfahren<br />
Erzeugnisse = Fertigteile<br />
- dünnwandige nahtlose Rohre<br />
Dornbewegung während des Vorschubes<br />
Dornbewegung während des Walzens
F1S1<br />
Querwalzen (1)<br />
Querwalzen von Vollkörpern<br />
- Kaltumformung<br />
- Ei Einstechverfahren<br />
t h f h<br />
Erzeugnisse = Fertigteile<br />
- Schrauben<br />
- Schnecken Sc ec e<br />
- Verzahnungen<br />
- Rillen, Rändelungen, ....<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Das Walzgut befindet sich stetig<br />
rotierend zwischen den Walzen.<br />
Beispiel: Schraubenherstellung<br />
38<br />
Quelle: Fritz/Schulze (2x)<br />
Bearbeitung: Pries<br />
GGewindewalzen i d l im i Einstechverfahren<br />
Ei t h f h<br />
- Gewindesteigung in die Walzen eingearbeitet
F1S1<br />
Querwalzen (2)<br />
Querwalzen von Hohlkörpern (Ringwalzen)<br />
- Warmumformung<br />
- Walzen von Eisenbahnreifen f<br />
Erzeugnisse = Fertigteile<br />
- Räder<br />
- Ringe<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Quelle: Fritz/Schulze, Umweltschutz-BW (2x)<br />
Bearbeitung: Pries<br />
Das Walzgut befindet sich stetig<br />
rotierend zwischen den Walzen.<br />
Beispiel: Walzen eines Ringes<br />
39
F1S1<br />
Schrägwalzen<br />
Schrägwalzen mit doppelkegeligen,<br />
glatten Walzen<br />
- Kaltumformung<br />
- Herstellung von Rohren<br />
aus einem Vollkörper<br />
Erzeugnisse g = Fertigteile g<br />
- nahtlose Rohre<br />
- Endlosgewinde<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Das Walzgut rotiert zwischen<br />
den gekreuzten Walzen um<br />
seine eigene Achse<br />
40<br />
Quelle: Fritz/Schulze (2x)<br />
Bearbeitung: Pries<br />
Durch die Schrägstellung der Walzen (3°... 5°)<br />
wird der Vorschub der längs gestreckten<br />
Werkstücke in ihrer Längsachse erzeugt.<br />
Schrägwalzen mit Profilwalzen<br />
- Herstellung von Endlosgewinden<br />
im Durchlaufverfahren<br />
- Gewindesteigung wird durch<br />
Schrägstellung der Walzen erreicht
F1S1<br />
Sonder-Walzverfahren<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Verbesserung der Oberflächenqualität<br />
von gedrehten<br />
Wellen durch eine Glättwalze<br />
Bearbeitung wird in der Drehmaschine<br />
durchgeführt.<br />
Nachbearbeitung an Drehteilen durch eine schräg gestellte Glättwalze<br />
zum Einebnen von Drehriefen<br />
- Verbesserung der Oberflächenqualität (min. Rauheit RZ ≈ 0,5 μm)<br />
- Erhöhung der Oberflächenfestigkeit<br />
Erzeugnisse = Fertigteile<br />
- Drehteile mit verbesserten Oberflächeneigenschaften für Außen- und für Innenflächen (Bohrungen)<br />
41<br />
Quelle: Fritz/Schulze<br />
Bearbeitung: Pries
3.3.2.2 Benennungen beim Walzen<br />
E Einlauf (Anfang; Zustand 0)<br />
A Auslauf (Ende; Zustand 1)<br />
h0 Ausgangsdicke, (= hE) h1 Enddicke des Walzgutes (= hA) v0 Einlaufgeschwindigkeit, (= vE) v1 Auslaufgeschwindigkeit, (= vA) vw Walzenumfangsgeschwindigkeit (= v’ w)<br />
φvor Umformgrad vor dem Walzen (= φ0)<br />
= Vorverfestigung des Werkstoffs<br />
= Summe der Beträge aller Formänderungen,<br />
die der Werkstoff bisher erlitten hat<br />
φ01 Umformgrad durch das Walzen<br />
φ1<br />
Umformgrad nach dem Walzen<br />
(φ1 = φ0 + φ01)<br />
kf kf0 Fließspannung vor dem Walzen<br />
kf1 Fließspannung nach dem Walzen<br />
kwm Fließspannung (Formänderungsfestigkeit)<br />
mittlerer Formänderungswiderstand<br />
kwmax maximaler Formänderungswiderstand<br />
b Walzgutbreite (hier: Annahme b = const.)<br />
ld (ein)gedrückte Länge (ld = h r )<br />
Anzeichnen:<br />
A – A’ Walzenöffnung E – A – A’ – E' = Ad = Querschnittfläche der Umformzone<br />
v0<br />
φvor<br />
kf0<br />
vw<br />
v‘w<br />
μ<br />
⅔<br />
φ01<br />
⅓<br />
α<br />
φvor + φ01<br />
kf1<br />
v1<br />
39
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Übung: Festlegung der Stichfolge in einem Walzwerk<br />
Aufgabe: In einem reversierend arbeitenden Walzwerk soll eine Bramme<br />
zu einem Blech ausgewalzt werden.<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Walzendurchmesser<br />
Arbeitswalzen<br />
d = 500,0 [mm] gültig für die<br />
RReibwert ib t μ = 027 0,27 [1]<br />
Walzgut Anfangshöhe<br />
Endhöhe hEnde Geschwindigkeit am Einlauf Stich<br />
h0 =<br />
v v0 =<br />
24,0<br />
=<br />
105,0<br />
[mm]<br />
10 1,0<br />
[mm]<br />
[m/sec] gültig für jeden<br />
11. Berechnen Sie die maximal mögliche Stichabnahme! (Greifbedingung!)<br />
2. Legen Sie die Anzahl der erforderlichen Stiche<br />
und die Stichabnahme fest! (∆h = const.)<br />
3. Welche Stichfolge ergibt sich?<br />
4. Wie hoch ist für jeden Stich die Auslaufgeschwindigkeit des Walzgutes?<br />
42<br />
Quelle: Pries<br />
Übung 43
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Übung: Geschwindigkeiten und Drehzahlen in einer Walzstraße<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Aufgabe: In einer Kaltwalzstraße bestehend aus 7 Walzgerüsten soll ein Grobblech<br />
ausgewalzt werden.<br />
Walzendurchmesser<br />
Arbeitswalzen)<br />
d = 300 mm (gültig für die<br />
Walzgut g<br />
Reibwert<br />
Anfangshöhe g<br />
Endhöhe<br />
h 0<br />
hEnde µ<br />
=<br />
=<br />
=<br />
16,0<br />
2,0<br />
0,12<br />
mm<br />
mm<br />
Geschwindigkeit am Einlauf<br />
ersten Stich)<br />
v0 = 1,00 m/s (gültig für den<br />
1. Berechnen Sie die maximal mögliche Stichabnahme. (Greifbedingung beachten!)<br />
2. Kann die Endhöhe hergestellt werden?<br />
3. Geben Sie die Stichfolge und die Geschwindigkeitsfolge an<br />
44. Welche Drehzahlen der Arbeitswalzen müssen an den einzelnen Gerüsten<br />
eingestellt werden?<br />
43<br />
Quelle: Pries<br />
Übung 45
F1S1<br />
HHauptgruppe t<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Fertigungsverfahren der Umformtechnik in Untergruppen<br />
Gruppen<br />
- Spannungen<br />
Untergruppen<br />
- Verfahren<br />
Kurzbeschreibung<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Einordnung<br />
Blech .. Massiv ..<br />
Kalt ... X<br />
Warm ...<br />
Tiefziehen ist die Umformung eines ebenen Blechzuschnittes in<br />
einen Hohlkörper.<br />
Es ist eines der wichtigsten Umformverfahren und bildet<br />
die Grundlage für die Massenfertigung von dünnwandigen<br />
Werkstücken.<br />
45
F1S1<br />
Tiefziehen<br />
Tiefziehen im Erstzug mit Niederhalter<br />
Erzeugnisse = Fertigteile<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Töpfe, Wannen, Dosen, Behälter, Rohre, Hülsen, Automobilteile, ....<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Herstellung von Hohlkörpern aus<br />
ebenen Blechzuschnitten<br />
46<br />
Quelle: Schuler<br />
Bearbeitung: Pries<br />
Definition gemäß DIN 8584 Tiefziehen ist eine Umformung, bei der ein ebener<br />
Blechzuschnitt ohne beabsichtigte Änderung der Blechdicke<br />
iin einen i HHohlkörper hlkö oder d ein i Hohlkörper H hlkö iin einen i HHohlkörper hlkö<br />
mit einem geringeren Durchmesser umgeformt wird.<br />
Unterscheidung 1. Schritt = Erstzug Ronde � Napf<br />
2. + ff. Schritte = Folgezüge Napf � Napf mit geringerem<br />
Durchmesser Durchmesser, aber dafür<br />
größerer Höhe
F1S1<br />
Tiefziehen in 3 „Schritten“ beim Erstzug<br />
Ausschnitt aus einem<br />
tiefgezogenen Napf<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
1 Flansch<br />
2 Zarge<br />
3 Boden<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
47<br />
Quelle: Schuler, Flimm (2x)<br />
Bearbeitung: Pries<br />
Blechzuschnitt<br />
- Ronde<br />
-Platine<br />
Zwischenform<br />
- Napf mit Flansch,<br />
Zarge,<br />
Boden<br />
Endform<br />
- Napf mit Zarge,<br />
Boden
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Größen und Benennungen beim Tiefziehen<br />
Ronde Rondendurchmesser d0 Blechdicke s s0 Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Werkzeug<br />
- Stempel Durchmesser d i<br />
Stempelkantenradius rs - Ziehring Ziehringradius rz Durchmesser di+2u i z<br />
- Niederhalter<br />
charakteristische Größen an<br />
einem i Ti Tiefziehwerkzeug<br />
f i h k<br />
Kenngröße des Tiefziehens<br />
Tiefziehverhältnis<br />
Kräfte Stempelkraft Fs Niederhalterkraft FN ß ß0 =<br />
d0 di 48<br />
Quelle: Pries<br />
Bearbeitung: Pries
F1S1<br />
Spannungszustände beim Tiefziehen<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Spannungen im Flansch.<br />
Jedes Volumenelement wird durch eine Zugspannung σr in Richtung Napfmitte gezogen.<br />
Dabei werden die Durchmesser der Kreise, auf dem sich die Volumenelemente befinden<br />
immer kleiner. Dadurch treten Druckspannungen σt auf.<br />
Diese führen zum Ausknicken des<br />
Werkstoffes. (� Faltenbildung)<br />
Wird das Ausknicken durch den sog.<br />
Niederhalter unterdrückt, führt dieses<br />
bei jedem Volumenelement zur ......<br />
- Verkürzung in Tangential-Richtung<br />
- Längung in Radial-Richtung<br />
-Verdickung edcu g in Normal-Richtung<br />
o a c tu g<br />
Der Werkstoff im Flansch wird dicker.<br />
In der Zarge treten nur Zugspannungen auf.<br />
Hinweis<br />
andere Begriffe für Niederhalter:<br />
- Blechhalter<br />
- Faltenhalter<br />
50<br />
Quelle: Schuler<br />
Bearbeitung: Pries<br />
Kräfte/Spannungen an Volumenelementen<br />
- Flansch Zug-Druck-Kräfte<br />
- Zarge Zug-Kräfte
F1S1<br />
Verfahrensgrenze beim Tiefziehen (1)<br />
Ursache: zu geringe Niederhalterkraft<br />
Erklärung: Tangentialspannungen im<br />
Flansch verursachen das<br />
Ausknicken des Werkstoffes<br />
� Euler‘sche Knickfälle<br />
Ergebnis: Wird der Prozess nicht gestoppt<br />
stoppt, verklemmen sich die<br />
Falten in dem Ziehspalt und<br />
reißen ab.<br />
Si Sind d WWerkstück k tü k und d Zi Ziehring h i<br />
aus Stahl führt das zur<br />
Beschädigung des Ziehringes<br />
Kaltverschweißungen Kaltverschweißungen, dd. hh.<br />
sofortige Instandsetzung des<br />
Werkzeugs ist erforderlich.<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
51<br />
Quelle: N.N.<br />
Bearbeitung: Pries<br />
Versagensfall:<br />
Faltenbildung<br />
im Flansch
F1S1<br />
Verfahrensgrenze beim Tiefziehen (3)<br />
Grenze des Tiefziehens<br />
Grenztiefziehverhältnis<br />
ß0,max = d0,max 0,max<br />
d<br />
d i<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
53<br />
Quelle: Friedrich<br />
Bearbeitung: Pries<br />
Überschlagswerte:<br />
Versagensfall:<br />
Überschreitung<br />
des Grenztiefziehverhält<br />
ß ß0,max,theo = 22,728 728<br />
nisses<br />
ß0,max, real = 1,7 ... 2,1<br />
ß0,max, Stahl = 2,0 ... 2,2 Anmerkung: Stahl mit sehr<br />
guten t Tiefzieheigenschaften:<br />
Ti f i h i h ft<br />
FeP04, DC04 (alt: St14)<br />
Grenztiefziehverhältnisse einiger Werkstoffe (aufgenommen für di = 100 mm; s0 = 1,0 mm)<br />
Achtung: ß 0 = ß ß00max ß1max = Grenztiefziehverhältnis für den 1. Folgezug<br />
ß1Z,max = Grenztiefziehverhältnis für den 1. Folgezug nach vorangegangenem Zwischenglühen
F1S1<br />
Zuschnittsermittlung<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Formeln für die Berechnung des Zuschnittes für zylindrische Näpfe<br />
- Die Oberfläche des Zuschnittes ist gleich der Oberfläche des Napfes<br />
- weitere Formeln siehe auch: VDI 3200<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
55<br />
Quelle: Friedrich<br />
Bearbeitung: Pries<br />
geänderte Formel<br />
(mit Berücksichtigung der Blechdicke)<br />
2 ( d + s ) + 4⋅<br />
( d + s ) ⋅ h<br />
d0 i 0<br />
i<br />
= 0
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Übung: Berechnungen beim Tiefziehen im Anschlagzug (Aufgabe)<br />
Werkstoff St14 Weichstahl zum Kaltumformen<br />
Zugfestigkeit R m = 380 [N/mm 2 ]<br />
Fließspannung kf = 642 · ϕ 0,32 [N/mm2 Napf-Außendurchmesser<br />
-Höhe<br />
da h<br />
= 150<br />
= 100<br />
]<br />
[mm]<br />
[mm]<br />
-Blechdicke<br />
Umformwirkungsgrad<br />
Aufgabe: g<br />
s0 = 1,25<br />
η = 0,55<br />
[mm]<br />
Ein Hohlkörper (Napf) mit bekannter Geometrie soll durch Tiefziehen im Anschlagzug<br />
hergestellt werden.<br />
1. Berechnen Sie die für das Tiefziehen erforderlichen Randbedingungen. g g<br />
2. Prüfen Sie, ob der Napf hergestellt werden kann.<br />
Annahmen: Die Blechdicke bleibt während der Umformung konstant.<br />
Am Napf tritt keine Zipfligkeit auf.<br />
56<br />
Quelle: Pries<br />
Umformübung 22
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Übung: Berechnungen beim Tiefziehen im Anschlagzug (Lösung)<br />
Stempeldurchmesser di = 147,50 [mm]<br />
Rondendurchmesser d0 = 285,70 [mm]<br />
Tiefziehverhältnis β 0 = 1,937 1 937<br />
Grenztiefziehverhältnis β0 (aus Tabelle) = 2,0 > 1,937<br />
57<br />
Quelle: Pries<br />
Umformübung 22<br />
Tiefziehbarkeit prüfen<br />
Stempelkraft FS,max = 197.885 [N] ≈ 198 [kN]<br />
Kraftmaximum berechnen<br />
Bodenbruchkraft F B = 221.973 [N] > 198 [kN]<br />
Bodenreißerkontrolle<br />
Ergebnis: Sowohl die Abschätzung des Grenztiefziehverhältnisses<br />
als auch die Kontrolle der Bodenreißerkraft<br />
führen zu dem Ergebnis, dass der Napf durch<br />
"Tiefziehen im Anschlagzug" hergestellt werden kann.
F1S1<br />
Tiefziehen im Gleichlauf-Weiterzug<br />
Tiefziehen f im Gleichlauf-Weiterzug<br />
G f<br />
ß 1 ≅ 1,2 ... 1,3<br />
Folgezug im Gleichlauf-Weiterzug<br />
Vorteil: relativ großes Tiefziehver-<br />
hältnis ß1 erreichbar<br />
(Vergleich: Umstülp-Weiterzug)<br />
Nachteil: getrennte Arbeitsgänge in<br />
zwei Werkzeugen<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
(kann ( bei entsprechender<br />
Vorgabe auch<br />
Endform sein)<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
58<br />
Quelle: Schuler, Fritz/Schulze<br />
Bearbeitung: Pries<br />
(Napf aus<br />
dem Folgezug)<br />
(Napf ( p aus<br />
dem Erstzug)<br />
Tiefziehen im Gleichlauf-Weiterzug<br />
zum Reduzieren des Napf-Durchmessers
F1S1<br />
Tiefziehen durch Umstülpen<br />
1 Blechscheibe<br />
6 Niederhalter<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
5 Niederhalter<br />
3 Ziehring<br />
2 hohler Stempel<br />
4 Stempel<br />
61<br />
Quelle: Grüning
F1S1<br />
Tiefziehfolgen<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
63<br />
Quelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
drei beispielhafte Folgen von Ziehstufen zum Herstellen von Hohlkörpern durch Tiefziehen<br />
- elliptische Werkstücke, letzter Folgezug: rechteckiges Werkstück<br />
- runde Werkstücke, letzter Folgezug: quadratisches Werkstück<br />
- Herstellung kegeliges Werkstück in mehreren Ziehstufen
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Übung: Berechnungen beim Tiefziehen im Anschlagzug (Aufgabe)<br />
Werkstoff Stahlblech RRSt 1405 (Sondertiefziehgüte)<br />
Zugfestigkeit Rm = 380 [N/mm2 ]<br />
Fließspannung k = 642 · ϕ032 [N/mm2 Fließspannung kf = 642 · ϕ ]<br />
0,32 [N/mm2 ]<br />
Stempeldurchmesser di = 100 [mm]<br />
Ronden-Durchmesser d0 = 197 [mm]<br />
Blechdicke s s0 = 1,05 1 05 [mm]<br />
Umformwirkungsgrad η = 0,55<br />
Aufgabe:<br />
Ein Hohlkörper (Napf) mit bekannter Geometrie soll durch "Tiefziehen im<br />
Anschlagzug" hergestellt werden.<br />
65<br />
Quelle: Pries<br />
Umformübung 23<br />
1. Bestimmen Sie sinnvolle Werte für die Werkzeugmaße und berechnen Sie die<br />
zu erwartende Napfhöhe!<br />
2. Schätzen Sie die erforderliche Niederhalterkraft ab und prüfen p Sie, ob ein<br />
Bodenreißer zu erwarten ist!<br />
Annahmen: Die Blechdicke bleibt während der Umformung konstant.<br />
Am Napf tritt keine Zipfligkeit auf.
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Übung: Berechnungen beim Tiefziehen im Anschlagzug (Lösung)<br />
Werkzeug<br />
-<br />
-<br />
-<br />
Ziehringradius<br />
Ziehspaltweite<br />
Stempelkantenradius<br />
rz u uz rs =<br />
=<br />
=<br />
Tiefziehverhältnis ß0 =<br />
erwartete Napfhöhe<br />
Niederhalter<br />
hN =<br />
- Flächenpressung p g p =<br />
- Niederhalterkraft FN =<br />
Stempelkraft (Maximum) Fmax =<br />
Kontrolle (Bodenreißer) F FB =<br />
66<br />
Quelle: Pries<br />
Umformübung 23<br />
Anmerkungen:<br />
r rz Der Rechenwert ist ein Mindestwert Mindestwert. Im realen Fall würde r rz = 66,0 0 mm gesetzt. gesetzt<br />
zu Für den η-Wert wird η = 0,07 eingesetzt, weil St1405 ein Stahl-Blech ist.<br />
rs Der hier angegebene Wert ist nach oben gerundet worden.<br />
Die Napfhöhe wird mit dieser Formel berechnet, da rs < 10 mm ist.<br />
h N s
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Übung: Berechnungen für Folgezüge beim Tiefziehen (Aufgabe)<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Napf<br />
Höhe<br />
Innendurchmesser<br />
Blechdicke<br />
hN d dN s0 = 155,0 [mm] Angaben, wie vom Konstrukteur gefordert<br />
= 64,0 64 0 [mm]<br />
= 1,00 [mm]<br />
67<br />
Quelle: Pries<br />
Umformübung 47<br />
Angaben gültig für<br />
erreichbare ß 0 < 2,05 [1] Erstzug, Anschlagzug gutes Tiefziehblech<br />
Tiefziehverhältnisse ß1 < 1,40 [1] 1. Folgezug<br />
ß2 < 1,20 [1] 2. Folgezug (ohne Rekristallisationsglühen)<br />
ß 2 < 1,40 , [1] [ ] 2. Folgezug g g ( (nach Rekristallisationsglühen) g )<br />
Ein Hohlkörper (Napf) soll durch Tiefziehen hergestellt werden.<br />
1. Berechnen Sie das erforderliche Gesamt-Tiefziehverhältnis!<br />
2. Wieviele Züge sind erforderlich?<br />
3. Welche Stempeldurchmesser müssen die Werkzeuge haben?<br />
Annahmen: Die Blechdicke bleibt während der Umformung konstant.<br />
AAm NNapf f tritt t itt kkeine i Zi Zipfeligkeit f li k it auf. f
F1S1<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Umformen</strong> 2<br />
Übung: Berechnungen für Folgezüge beim Tiefziehen (Lösung)<br />
erforderlicher<br />
Rondendurchmesser d0 =<br />
Gesamt-Tiefziehverhältnis<br />
Beurteilung:<br />
erreichbare Tiefziehverhältnisse<br />
ß erf =<br />
a) Erstzug + 1.Folgezug 1 Folgezug ß ßges =<br />
b) Erstzug + 1. + 2.Folgezug ß ges =<br />
c) Erstzug + 1. + 2.Folgezug (mit Glühen) ßges =<br />
Auswahl<br />
Anpassung ß ges =<br />
Stempeldurchmesser d dN =<br />
di1 =<br />
di =<br />
Rondendurchmesser (Probe) d d0 =<br />
Hinweise:<br />
zu Auswahl<br />
zu Anpassung<br />
zu Stempeldurchmesser<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
68<br />
Quelle: Pries<br />
Umformübung 47