

Fügetechnische Herausforderungen bei der Herstellung - MTU Aero ...
Fügetechnische Herausforderungen bei der Herstellung - MTU Aero ...
Fügetechnische Herausforderungen bei der Herstellung - MTU Aero ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Fügetechnische</strong> <strong>Herausfor<strong>der</strong>ungen</strong> <strong>bei</strong> <strong>der</strong> <strong>Herstellung</strong> eines Lanzetten-<br />
Wärmetauschers<br />
U. Knott, K-H. Richter, München, M. Holthaus, R. Winkler, Duisburg, und M. Boretius, Mauren<br />
Der Vortrag gibt einen Überblick über die fügetechnischen <strong>Herausfor<strong>der</strong>ungen</strong> <strong>bei</strong> <strong>der</strong> <strong>Herstellung</strong> eines von <strong>MTU</strong><br />
<strong>Aero</strong> Engines (München) entwickelten Lanzetten-Wärmetauschers für eine Panzer-Gasturbine. Vergleichbare<br />
Wärmetauscher werden zukünftig auch in umweltfreundlichen (rekuperativen) Triebwerken zum Einsatz kommen.<br />
Der im Abgasstrahl <strong>der</strong> Gasturbine eingesetzte Wärmetauscher besteht aus ca. 6000 dünnwandigen Lanzettenröhrchen,<br />
die mittels Hochtemperatur-Lötprozess in die erodierten Durchbrüche <strong>der</strong> Sammelrohrhälften gefügt werden.<br />
Die Sammelrohrhälften werden anschließend durch Laserstrahlschweißen zum Gesamtbauteil verbunden.<br />
Für dieses durch Anbauteile noch komplettierte Bauteil bestanden höchste Genauigkeitsanfor<strong>der</strong>ungen, die es in<br />
Kombination von Halbfabrikattoleranzen, Randbedingungen in den ausgewählten Fügeprozeßen und <strong>der</strong> entsprechenden<br />
Prüftechnik wirtschaftlich umzusetzen galt. Im Rahmen einer zeitlich eng begrenzten Prototypenphase<br />
wurden mehr als 26 Stück Lanzetten-Wärmetauscher mit hoher Prozesssicherheit hergestellt.<br />
1. Einleitung<br />
Neben dem sogenannten Kerngeschäft Flugtriebwerke<br />
entwickelt und fertigt die <strong>MTU</strong> <strong>Aero</strong>-Engines<br />
auch artverwandte Produkte. So bekam die <strong>MTU</strong> im<br />
Jahre 2001 von <strong>der</strong> amerikanischen Armee den Auftrag<br />
zur Entwicklung einer Panzer-Gasturbine mit <strong>der</strong><br />
Kurzbezeichnung LV 100. Diese Panzergasturbine<br />
besteht aus einer Gasturbine und einem Lanzettenwärmetauscher.<br />
Dieser Wärmetauscher (WT), genauer<br />
gesagt, zwei wichtige Fertigungsschritte, nämlich<br />
das Einlöten <strong>der</strong> ca. 6000 dünnwandigen Lanzetten<br />
und das Laserstrahlschweißen <strong>der</strong> <strong>bei</strong>den WT-<br />
Hälften ist Thema dieses Vortrages.<br />
Beide Fertigungsschritte wurden zusammen mit externen<br />
Partnern (Löten: Fa. Listemann/Liechtenstein und<br />
Laserstrahlschweißen: SLV Duisburg ) entwickelt und<br />
in 26 Prototypen erfolgreich umgesetzt.<br />
2. Funktionsweise des LV 100<br />
Der LV 100 Wärmetauscher ist von <strong>der</strong> Bauform her<br />
gesehen ein Rohr- bzw. Profilrohr- („Lanzetten“)<br />
Wärmetauscher in sog. Kreuzstrom-Anordnung. Der<br />
Wirkungsgrad <strong>der</strong> Gasturbine wird damit erhöht und<br />
die Abgastemperatur gesenkt.<br />
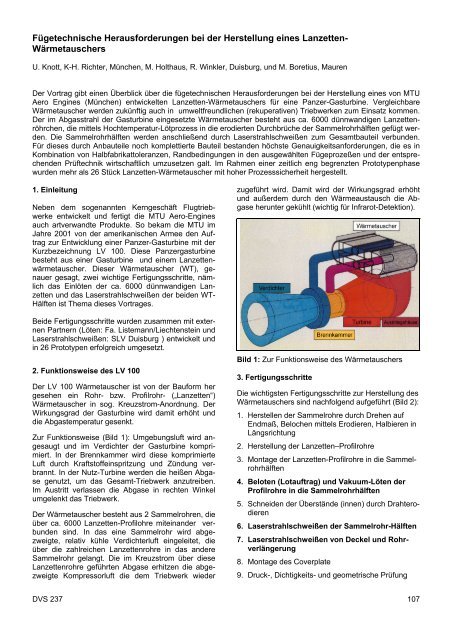
Zur Funktionsweise (Bild 1): Umgebungsluft wird angesaugt<br />
und im Verdichter <strong>der</strong> Gasturbine komprimiert.<br />
In <strong>der</strong> Brennkammer wird diese komprimierte<br />
Luft durch Kraftstoffeinspritzung und Zündung verbrannt.<br />
In <strong>der</strong> Nutz-Turbine werden die heißen Abgase<br />
genutzt, um das Gesamt-Triebwerk anzutreiben.<br />
Im Austritt verlassen die Abgase in rechten Winkel<br />
umgelenkt das Triebwerk.<br />
Der Wärmetauscher besteht aus 2 Sammelrohren, die<br />
über ca. 6000 Lanzetten-Profilohre miteinan<strong>der</strong> verbunden<br />
sind. In das eine Sammelrohr wird abgezweigte,<br />
relativ kühle Verdichterluft eingeleitet, die<br />
über die zahlreichen Lanzettenrohre in das an<strong>der</strong>e<br />
Sammelrohr gelangt. Die im Kreuzstrom über diese<br />
Lanzettenrohre geführten Abgase erhitzen die abgezweigte<br />
Kompressorluft die dem Triebwerk wie<strong>der</strong><br />
zugeführt wird. Damit wird <strong>der</strong> Wirkungsgrad erhöht<br />
und außerdem durch den Wärmeaustausch die Abgase<br />
herunter gekühlt (wichtig für Infrarot-Detektion).<br />
Bild 1: Zur Funktionsweise des Wärmetauschers<br />
3. Fertigungsschritte<br />
Die wichtigsten Fertigungsschritte zur <strong>Herstellung</strong> des<br />
Wärmetauschers sind nachfolgend aufgeführt (Bild 2):<br />
1. Herstellen <strong>der</strong> Sammelrohre durch Drehen auf<br />
Endmaß, Belochen mittels Erodieren, Halbieren in<br />
Längsrichtung<br />
2. <strong>Herstellung</strong> <strong>der</strong> Lanzetten–Profilrohre<br />
3. Montage <strong>der</strong> Lanzetten-Profilrohre in die Sammelrohrhälften<br />
4. Beloten (Lotauftrag) und Vakuum-Löten <strong>der</strong><br />
Profilrohre in die Sammelrohrhälften<br />
5. Schneiden <strong>der</strong> Überstände (innen) durch Drahterodieren<br />
6. Laserstrahlschweißen <strong>der</strong> Sammelrohr-Hälften<br />
7. Laserstrahlschweißen von Deckel und Rohrverlängerung<br />
8. Montage des Coverplate<br />
9. Druck-, Dichtigkeits- und geometrische Prüfung<br />
DVS 237 107
Belochen <strong>der</strong><br />
Halbschalen<br />
108<br />
Verschweißen<br />
<strong>der</strong> Halbschalen<br />
Mit freundlicher Genehmigung: <strong>MTU</strong> München<br />
Profilierung, Verschweißen<br />
und Biegen <strong>der</strong> Lanzetten<br />
Covermontage<br />
Druck-, Dichtigkeits- und<br />
geometrische Prüfung <br />
Bestücken <strong>der</strong> Lanzetten in<br />
den Halbschalen<br />
<br />
<br />
<br />
Löten <strong>der</strong> Lancetten mit<br />
den Halbschalen<br />
<br />
Aberodieren <strong>der</strong><br />
Lanzettenüberstände<br />
Bild 2: Die einzelnen Fertigungsschritte<br />
3. 1. Fertigungsschritt HT -Löten<br />
3.1.1 Randbedingungen<br />
<br />
Verschweißen von Deckel<br />
und Rohrverlängerungen<br />
Die Randbedingungen für den Lötprozess ergaben<br />
sich aus dem Pflichtenheft. Als Werkstoff für die<br />
Sammelrohre und die Lanzetten-Profilrohre war Inconel<br />
625 (2.4856), ein warmfester Nickelbasis-<br />
Werkstoff vorgegeben.<br />
Die maximal mögliche Löttemperatur war durch die<br />
Wärmebehandlungsvorschrift für den Inconel 625 auf<br />
1090°C begrenzt. Die max. Betriebstemperatur des<br />
Wärmetauschers beträgt 750°C. Der Lötspalt konnte<br />
durch die herstellbedingten Toleranzen zwischen 0,1<br />
und 0,2 mm schwanken.<br />
3.2.2. Versuche und Ergebnisse<br />
Um das gefor<strong>der</strong>te Ziel zu erreichen, wurden verschiedene<br />
Lotaufbringungsmethoden erprobt. Es war<br />
eigentlich ziemlich bald evident, dass nur innen (im<br />
Sammelrohr) Lot aufgetragen werden durfte, weil die<br />
engen Zwischenräume <strong>der</strong> Lanzetten-Profilrohre außen<br />
durch ihre Kapillar-Wirkung das Lot weggezogen<br />
hätten.<br />
Es wurden erprobt:<br />
1. Spritzen einer Lot-Suspension mittels Farb-Spritzpistole<br />
2. Aufkleben und Ansintern eines Lot-Tapes<br />
3. Konventionelles Auftragen von Lotpaste (Spritze),<br />
allerdings mit Grundwerkstoff-Pulver angereichert<br />
(5- 30 Gew%)<br />
Weiterhin wurden verschiedene Löt-Zyklen-Verläufe<br />
erprobt, um die Hartstoffphasen aufgrund <strong>der</strong> relativ<br />
großen Lötspalte wie<strong>der</strong> zu entfernen und den Verzug<br />
zu minimieren. So wurde z.B. nach <strong>der</strong> Lötphase eine<br />
Diffusions-Glühbehandlung (1000°C, 1 h) nachgeschaltet,<br />
um das Lötgefüge zu verbessern. Die optimale<br />
Lösung eine Lotpaste L-Ni 2 (AMS 4777) mit 5<br />
Gew.% Grund-Werkstoffpulver.<br />
<br />
Automatisierte Belotung mittels Roboter (Spritze),<br />
dadurch exakte und variable Dosierung Stop-off auf<br />
Lanzetten-Profilrohre aussen (durchschießendes und<br />
wegen <strong>der</strong> Kapillarwirkung <strong>der</strong> enggestaffelten Profilrohre<br />
weiter fließendes Lot wird aufgehalten). Langsames<br />
Aufheizen und Abkühlen (ca. 2K /min). Da<strong>bei</strong><br />
wurden nichtgeschlossene Lötspalte durch Druckprüfung<br />
lokalisiert und in einem 2. Zyklus nachgelötet.<br />
Die Qualität <strong>der</strong> Verbindungen wurde durch zerstörende<br />
Prüfungen (Schliffe, Bild 3) und spezifische<br />
Festigkeits-Tests nachgewiesen .<br />
Bild 3: Schliffbild eingelötetes Lanzetten-Profil<br />
3.2. Fertigungsschritt Laserstrahlschweißen<br />
3.2.1 Projektumfang<br />
Als herstellerunabhängige Entwicklungsabteilung bestand<br />
die Aufgabe <strong>der</strong> SLV Duisburg in <strong>der</strong> Auswahl<br />
des Fügeprozesses für die Zentralrohrhälften sowie<br />
<strong>der</strong> Anbauteile einschließlich <strong>der</strong> dazugehörigen Prüftechnik.<br />
Nach umfangreichen Voruntersuchungen<br />
wurde <strong>der</strong> Laserstrahlschweißprozess mittels CO2-<br />
Laser als anfor<strong>der</strong>ungsgerecht und wirtschaftlich umsetzbar<br />
ermittelt. Aufgrund <strong>der</strong> begrenzten Zugänglichkeit<br />
am Wärmetauscher war dazu die Entwicklung<br />
und Anfertigung spezieller Optiken notwendig.<br />
So mussten z.B. die Längsnähte <strong>der</strong> WT-Hälften<br />
auf einer Länge von ca. 550 mm in einem Rohrdurchmesser<br />
von ca. 100 mm von innen nach außen<br />
geschweißt werden, Bild 4.<br />
Bild 4 CO2-Laserstrahlschweißen <strong>der</strong> Längsnähte<br />
DVS 237
Nach kundenseitiger Prozessvalidierung und Zulassung<br />
des Laserbereiches <strong>der</strong> Abteilung F&E in<br />
Anlehnung an die Druckgeräterichtlinie wurden im<br />
Anschluss die ersten Prototypen angefertigt.<br />
Dem eigentlichen Fertigungsprozess vorgelagert war<br />
die Konstruktion und Fertigung <strong>der</strong> einzelnen Spannvorrichtungen<br />
sowie zahlreicher Handlingstools, die<br />
einen sicheren Umgang in den einzelnen Fertigungsschritten<br />
gewährleisten mussten. Bei diesen im Unterauftrag<br />
<strong>der</strong> SLV Duisburg erfolgten Ar<strong>bei</strong>ten konnte<br />
sich die Abteilung F&E auf die langjährige erfolgreiche<br />
Zusammenar<strong>bei</strong>t mit einzelnen Partnerfirmen stützen,<br />
die ebenfalls vom Endkunden zertifiziert wurden. Dies<br />
betraf auch die sehr diffizile mechanische Vorbereitung<br />
<strong>der</strong> Einzelteile.<br />
Neben <strong>der</strong> eigentlichen Prototypenfertigung wurde für<br />
jeden einzelnen Wärmetauscher eine umfangreiche<br />
Dokumentation erstellt, die eine lückenlose<br />
Rückverfolgung <strong>der</strong> Einzelteile, Schweißparameter,<br />
Prüfergebnisse und weiterer Randbedingungen<br />
<strong>bei</strong>nhaltete.<br />
Parallel zu Prototypenfertigung wurde <strong>der</strong><br />
Serieneinsatz vorbereitet. Hier konnte die SLV<br />
Duisburg mit <strong>der</strong> Erstellung des<br />
Serienanlagenlayouts, <strong>der</strong> möglichen Umsetzung mit<br />
den einzelnen Herstellern sowie die notwendige<br />
Personalqualifizierung unterstützend zur Seite stehen.<br />
3.2.2 Projektteilschritte<br />
In einer ca. einjährigen Vorlaufphase wurden unterschiedliche<br />
Schweißprozesse für das Verschweißen<br />
<strong>der</strong> WT-Hälften als auch für das spätere Anschweißen<br />
<strong>der</strong> Anbauteile untersucht. Zusätzlich wurden Reparaturstrategien<br />
sowohl für die für die einzelnen<br />
Schweiß- als auch z.T. für die Lötverbindungen untersucht<br />
und erprobt.. Insgesamt 4 Spezialoptiken mussten<br />
für die spätere Prototypenfertigung entwickelt und<br />
gefertigt werden. Dazu die Konstruktion und Bau von<br />
3 Spannvorrichtungen und insgesamt mehr als 15<br />
Handlingtools.<br />
Die Sicherstellung <strong>der</strong> mechanisch-technologischen<br />
Eigenschaften <strong>der</strong> einzelnen Schweißnähte erfolgte<br />
vorab im Rahmen einer Verfahrensprüfung in<br />
Anlehnung an die Druckgeräterichtlinie.<br />
3.2.2.1 Schweißen <strong>der</strong> Längsnähte<br />
Nach dem Drahterodieren <strong>der</strong> Lancettenüberstände in<br />
den Zentralrohrhälften (s. Abschnitt 3) erfolgte die<br />
mechanische Vorbereitung <strong>der</strong> Rohrhälften an den<br />
Stoßkanten <strong>der</strong> späteren Längsnähte, um für das<br />
Laserstrahlschweißen möglichst optimale Randbedingungen<br />
zu erhalten. Die jeweils über die Lancettenrohre<br />
verbundenen Zentralrohrhälften verhielten sich<br />
da<strong>bei</strong> wie ein fe<strong>der</strong>ndes Blechpaket, so das beson<strong>der</strong>es<br />
Augenmerk auf die Spannsituation während <strong>der</strong><br />
Bear<strong>bei</strong>tung gelegt werden musste.<br />
Die in Duisburg angelieferten Halbschalenpakete wurden<br />
in einer speziellen Längsnahtvorrichtung gespannt.<br />
Auch hier stellten die wenigen möglichen<br />
Spannstellen an den Zentralrohren eine Herausfor<strong>der</strong>ung<br />
für eine einwandfreie Spannsituation dar, Bild 4.<br />
Da zwischen den <strong>bei</strong>den Zentralrohrhälften lediglich<br />
ein Abstand von ca. 25 mm und somit kaum eine Zugänglichkeit<br />
für den Laserschweißkopf bestand,<br />
mussten die Rohre von innen nach außen verschweißt<br />
werden.<br />
Trotz <strong>der</strong> besseren Zugänglichkeit durch die Strahlführung<br />
schied die Verwendung eine Nd:YAG-Laser<br />
aus. Aufgrund <strong>der</strong> besseren Strahlqualität und damit<br />
<strong>der</strong> besseren Fokussierung waren hier die Vorteile<br />
einer geringeren Schweißnahtbreite und somit auch<br />
<strong>der</strong> geringere Verzug <strong>der</strong> Bauteile ausschlaggebend.<br />
In Verbindung mit den späteren Betriebskosten fiel die<br />
Wahl nach den Vorversuchen auf die Verwendung<br />
einer CO2-Laserstrahlquelle.<br />
Somit war die Entwicklung und Anfertigung einer speziellen<br />
Schweißoptik für den CO2-Laserstrahl notwendig,<br />
Bild 5.<br />
Spritzerschutz<br />
Prozeßgas<br />
Bild 5 CO2-Laseroptik für die Längsnähte.<br />
Schleppdüse (Sinter)<br />
Während die Erprobung an ebenen Blechen nach <strong>der</strong><br />
Voruntersuchung <strong>bei</strong> <strong>der</strong> Schweißnahtqualität kein<br />
Problem darstellte, machte die Strömungssituation<br />
des Prozessgases im geschlossenen Rohr die Adaption<br />
von speziellen Leitblechen und laminaren Gaszuführungen<br />
notwendig. Erst durch diese Modifikationen<br />
war eine hohe Prozessstabilität für die Prototypenserie<br />
gewährleistet.<br />
Neben <strong>der</strong> Einhaltung enger Maßtoleranzen war die<br />
Minimierung von Anlauffarben auf <strong>der</strong> Deck- (innen)<br />
und <strong>der</strong> Wurzellagenseite (außen) von beson<strong>der</strong>er<br />
Wichtigkeit. Aus diesem Grund wurde die Schweißnahtwurzel<br />
zusätzlich formiert und durch Messungen<br />
sichergestellt, das <strong>der</strong> Rest-O2-Gehalt unter 8 ppm<br />
lag.<br />
Nach dem Schweißen <strong>der</strong> Längsnähte erfolgte die<br />
100%-Durchstrahlungsprüfung sowie die visuelle Beurteilung<br />
<strong>der</strong> äußeren Fehlermerkmale.<br />
DVS 237 109
3.2.2.1 Schweißen <strong>der</strong> Rundnähte<br />
Zur Vervollständigung des kompletten Wärmetauschers<br />
erhielten die Bauteile bereits mechanisch endbear<strong>bei</strong>tete<br />
Anbauteile. Da<strong>bei</strong> handelte es sich im<br />
wesentlichen um die sogenannten end caps (Deckel)<br />
auf <strong>der</strong> einen und die tube connections (Rohrverlängerung)<br />
auf <strong>der</strong> an<strong>der</strong>en Seite. Die an den Anbauteilen<br />
angedrehten Labyrinthdichtungen mussten später<br />
mit hoher Genauigkeit in die bereits vorhandenen<br />
Anschlüsse <strong>der</strong> Turbine adaptiert werden. Somit bestanden<br />
auch hier höchste Genauigkeitsanfor<strong>der</strong>ungen<br />
hinsichtlich des Wärmeverzuges <strong>der</strong> Bauteile.<br />
Aus diesem Grund erfolgte nach dem Längsnahtschweißen<br />
ebenfalls eine mechanische Endbear<strong>bei</strong>tung<br />
<strong>der</strong> <strong>bei</strong>den Zentralrohrenden. Dazu musste eine<br />
spezielle Transport- und Zerspanvorrichtung konzipiert<br />
werden, die zum einen dem Zerspanbetrieb ausreichend<br />
Platz für die mechanische Bear<strong>bei</strong>tung <strong>der</strong><br />
Enden ließ, aber zum an<strong>der</strong>en einen 100%-Schutz<br />
<strong>der</strong> Lancetten sowie eine Span- und Kühlmittelfreiheit<br />
<strong>der</strong> Wärmetauscherinnenflächen gewährleistete.<br />
Während die Seite mit <strong>der</strong> anzuflanschenden Rohrverlängerung<br />
ein Anschweißen von innen nach außen<br />
ähnlich den Längsnähten ermöglichte (Bild 6), waren<br />
<strong>bei</strong>m Anschweißen <strong>der</strong> Deckel aufgrund des geringen<br />
Abstandes <strong>der</strong> Zentralrohre Laserschweißnähte unter<br />
einem Winkel von 60° notwendig.<br />
Dieser Winkel ergab sich aus den Erkenntnissen <strong>der</strong><br />
Voruntersuchung als Kompromiss zwischen maximaler<br />
Zugänglichkeit und ausreichen<strong>der</strong> Schweißnahtqualität.<br />
Um eine möglichst hohe Prozesssicherheit zu<br />
erzielen, wurden da<strong>bei</strong> <strong>bei</strong>de Nahtflanken ebenfalls<br />
unter einem Winkel von 60° vorbereitet, so das es<br />
sich quasi um eine I-Naht handelte (Bild 7).<br />
Cu-Ring zur Wurzelformierung<br />
110<br />
Decklage<br />
Wurzellage<br />
Bild 6 Einschweißen <strong>der</strong> Rohrverlängerung<br />
(tube connection)<br />
Vid<br />
Auch <strong>bei</strong> den Rundnähten bestanden hohe Genauigkeitsanfor<strong>der</strong>ungen<br />
an die resultierende Bauteilgeometrie.<br />
So betrug die max. zulässige Abweichung <strong>der</strong><br />
Rohrachse über die Gesamtbauteillänge von ca. 600<br />
mm max. 0,2 mm. Dies machte ein vorheriges Laserheften<br />
und eine ausgeklügelte Spanntechnik notwendig,<br />
die zudem noch eine einwandfreie Formierung<br />
<strong>der</strong> Wurzelseite realisieren musste.<br />
Laserstrahl<br />
Bild 7 Einschweißen <strong>der</strong> Deckel (end caps)<br />
schwenkbar<br />
f = 250<br />
mm<br />
Die Rundnähte wurden anschließend ebenfalls 100%<br />
durchstrahlt und visuell in Anlehnung an DIN EN ISO<br />
13919-1 geprüft.<br />
Zum Abschluss erfolgte das Anschweißen von Hebeösen<br />
(lifting-eyes) auf den freien Längsseiten <strong>der</strong><br />
Wärmetauscher mittels WIG-Prozess, um die spätere<br />
Handhabung und den Einbau im Panzerfahrzeug zu<br />
erleichtern. Da<strong>bei</strong> wurde <strong>der</strong> gesamte Wärmetauscher<br />
mit Schutzgas geflutet, um Anlauffarben im Rohrinnern<br />
zu vermeiden. Die resultierenden Kehlnähte<br />
wurden visuell und mittels Oberflächenrissprüfung<br />
(PT) überprüft.<br />
Anschließend erfolgte <strong>der</strong> Transport zur <strong>MTU</strong>, um hier<br />
die Endmontage (Cover) und die abschließende<br />
Druckprüfung durchzuführen.<br />
4. Zusammenfassung<br />
Im Rahmen einer zeitlich eng begrenzten Prototypenphase<br />
wurden mehr als 26 Stück des Lanzetten-<br />
Wärmetauscher LV100 mit hoher Prozesssicherheit hergestellt.<br />
Durch frühe Einbindung <strong>der</strong> einzelnen externen<br />
Projektpartner in Planung und Entwicklung sowie einer<br />
flexiblen Koorperation konnte die Prototypenphase bis<br />
zur Serienreife in etwas mehr als 2 Jahren<br />
abgeschlossen werden.<br />
DVS 237














![Download PDF [5,37 MB] - MTU Aero Engines](https://img.yumpu.com/21945461/1/190x125/download-pdf-537-mb-mtu-aero-engines.jpg?quality=85)