deutsche Version (pdf, 1002.73 Kb) - Ugitech
deutsche Version (pdf, 1002.73 Kb) - Ugitech
deutsche Version (pdf, 1002.73 Kb) - Ugitech

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Chemische Analyse (%)<br />
Produkt-<br />
beschreibung<br />
UGIMA ® 4362<br />
C Si Mn Ni Cr Cu Mo N P S<br />
≤0.030 1.00 2,0 3,5 – 5,5 22.0 – 24.0 0.1 – 0.6 0.1 – 0.6 0.05 – 0.20 0.035 ‹ 0,015<br />
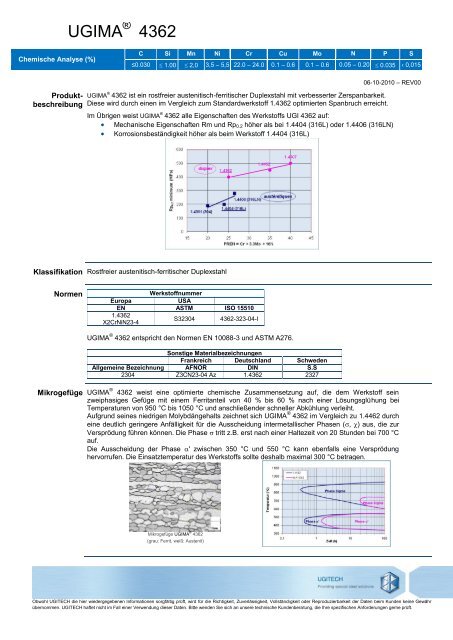
UGIMA ® 4362 ist ein rostfreier austenitisch-ferritischer Duplexstahl mit verbesserter Zerspanbarkeit.<br />
Diese wird durch einen im Vergleich zum Standardwerkstoff 1.4362 optimierten Spanbruch erreicht.<br />
06-10-2010 – REV00<br />
Im Übrigen weist UGIMA ® 4362 alle Eigenschaften des Werkstoffs UGI 4362 auf:<br />
Mechanische Eigenschaften Rm und Rp0.2 höher als bei 1.4404 (316L) oder 1.4406 (316LN)<br />
Korrosionsbeständigkeit höher als beim Werkstoff 1.4404 (316L)<br />
Klassifikation Rostfreier austenitisch-ferritischer Duplexstahl<br />
Normen<br />
Europa<br />
Werkstoffnummer<br />
USA<br />
EN ASTM ISO 15510<br />
1.4362<br />
X2CrNiN23-4<br />
S32304 4362-323-04-I<br />
UGIMA ® 4362 entspricht den Normen EN 10088-3 und ASTM A276.<br />
Sonstige Materialbezeichnungen<br />
Frankreich Deutschland Schweden<br />
Allgemeine Bezeichnung AFNOR DIN S.S<br />
2304 Z3CN23-04 Az 1.4362 2327<br />
Mikrogefüge UGIMA ® 4362 weist eine optimierte chemische Zusammensetzung auf, die dem Werkstoff sein<br />
zweiphasiges Gefüge mit einem Ferritanteil von 40 % bis 60 % nach einer Lösungsglühung bei<br />
Temperaturen von 950 °C bis 1050 °C und anschließender schneller Abkühlung verleiht.<br />
Aufgrund seines niedrigen Molybdängehalts zeichnet sich UGIMA ® 4362 im Vergleich zu 1.4462 durch<br />
eine deutlich geringere Anfälligkeit für die Ausscheidung intermetallischer Phasen (, ) aus, die zur<br />
Versprödung führen können. Die Phase tritt z.B. erst nach einer Haltezeit von 20 Stunden bei 700 °C<br />
auf.<br />
Die Ausscheidung der Phase ' zwischen 350 °C und 550 °C kann ebenfalls eine Versprödung<br />
hervorrufen. Die Einsatztemperatur des Werkstoffs sollte deshalb maximal 300 °C betragen.<br />
Mikrogefüge UGIMA ® 4362<br />
(grau: Ferrit, weiß: Austenit)<br />
Obwohl UGITECH die hier wiedergegebenen Informationen sorgfältig prüft, wird für die Richtigkeit, Zuverlässigkeit, Vollständigkeit oder Reproduzierbarkeit der Daten beim Kunden keine Gewähr<br />
übernommen. UGITECH haftet nicht im Fall einer Verwendung dieser Daten. Bitte wenden Sie sich an unsere technische Kundenberatung, die Ihre spezifischen Anforderungen gerne prüft.
UGIMA ® 4362<br />
Chemische Analyse (%)<br />
Mechanische<br />
Eigenschaften<br />
Avenue Paul Girod<br />
73403 UGINE Cedex - Frankreich<br />
www.ugitech.com<br />
C Si Mn Ni Cr Cu Mo N P S<br />
≤0.030 1.0 2,0 3,5 – 5,5 22.0 – 24.0 0.1 – 0.6 0.1 – 0.6 0.05 – 0.20 0.035 ‹ 0,015<br />
06-10-2010 – REV00<br />
Der Werkstoff UGIMA ® 4362 weist gute mechanische Eigenschaften auf: Seine Zugfestigkeit und seine<br />
Dehngrenze sind bei Stabstahl doppelt so hoch wie die des Werkstoffs 1.4404 (316L).<br />
Rm (MPa) Rp0,2 (MPa) A% Z%<br />
STABSTAHL GESCHÄLT 650 / 780 430 / 530 40 / 50 70/80<br />
BLANKSTAHL GEZOGEN<br />
(je nach Kaltverfestigung)<br />
800 / 1000 600 / 750 20 / 30 65 / 75<br />
Kerbschlagzähigkeit<br />
Aufgrund des Ferritanteils und der Duktil-Spröde-Übergangstemperatur dieses Werkstoffs sind seine<br />
Einsatzmöglichkeiten im Fall von dicken Stäben bei tiefen Temperaturen begrenzt.<br />
Physikalische<br />
Eigenschaften Temperatur Dichte<br />
Korrosionsbeständigkeit <br />
Elastizitätsmodul<br />
Temperatur (°C) KCV (J/cm²)<br />
20 75<br />
-46 25<br />
Spezifische<br />
Wärmeleitfähigkeit <br />
Ausdehnungskoeffizient<br />
(zwischen 20°C u. T°)<br />
Spezifischer<br />
elektrischer<br />
Widerstand<br />
Spezifische<br />
Wärmekapazität<br />
(°C) (g/cm 3 ) (GPa) (W/m.°C) ( 10 -6 /°C) (µΩ.mm) (J/kg.°C)<br />
20 7,8 200 15 - 800 500<br />
100 - 194 16 13,0 850 530<br />
200 - 186 17 13,5 900 560<br />
300 - 180 18 14,0 1000 590<br />
* Richtwerte für Duplexstähle<br />
UGIMA ® 4362 stellt in den meisten Anwendungsfällen eine Alternative zum Werkstoff 1.4404 (316L) dar,<br />
insbesondere in folgenden Bereichen:<br />
Bauwesen, z.B. Objekte in Küstennähe, Stadtluft<br />
Papierindustrie<br />
Chemische Industrie<br />
Dies wird durch Korrosionsdiagramme für schwefelsaure Medien (H2SO4 – Flächenkorrosion) sowie NaCl-Medien<br />
(Lochfraßkorrosion) verdeutlicht. Wenn der Werkstoff mit siedenden organischen Säuren oder Salzlaken in<br />
Kontakt kommt, bitten wir um vorherige Rücksprache.<br />
Flächenkorrosion<br />
Flächenkorrosion tritt hauptsächlich in der chemischen Industrie bei der Herstellung von Schwefel- oder<br />
Phosphorsäure auf. Zur Untersuchung dieser Korrosionsart kann ein beschleunigter Simulationsversuch<br />
durchgeführt und die Auflösungs- oder Wirkstromdichte auf einer Polarisationskurve in einem<br />
Schwefelsäuremedium mit einer Konzentration von 2 Mol/Liter (200 g/l) bei 23°C gemessen werden. Die folgende<br />
grafische Darstellung gibt die Auflösungsströme in µA/cm2 für die Werkstoffe UGIMA ® 4362 und UGIMA ® 4404<br />
an Stabstahlproben (nach mechanischem Polieren mit SiC-Schleifpapier 1200) wieder. Je niedriger die Werte<br />
sind, desto höher ist die Beständigkeit gegen Flächenkorrosion.<br />
Obwohl UGITECH die hier wiedergegebenen Informationen sorgfältig prüft, wird für die Richtigkeit, Zuverlässigkeit, Vollständigkeit oder Reproduzierbarkeit der Daten beim Kunden keine Gewähr<br />
übernommen. UGITECH haftet nicht im Fall einer Verwendung dieser Daten. Bitte wenden Sie sich an unsere technische Kundenberatung, die Ihre spezifischen Anforderungen gerne prüft.<br />
2
UGIMA ® 4362<br />
Chemische Analyse (%)<br />
Warmumformung<br />
Avenue Paul Girod<br />
73403 UGINE Cedex - Frankreich<br />
www.ugitech.com<br />
C Si Mn Ni Cr Cu Mo N P S<br />
≤0.030 1.0 2,0 3,5 – 5,5 22.0 – 24.0 0.1 – 0.6 0.1 – 0.6 0.05 – 0.20 0.035 ‹ 0,015<br />
06-10-2010 – REV00<br />
Lochfraßkorrosion<br />
Lochfraßkorrosion ist eine der häufigsten Formen der Korrosion. Sie ist hauptsächlich auf die Beeinträchtigung<br />
der Sulfideinschlüsse durch Chloridionen zurückzuführen und äußert sich durch kleinflächige Korrosionsnarben.<br />
Bei der Erprobung wurde das Potential, ab dem sich Korrosionsnarben bilden, auf einer Polarisationskurve<br />
bestimmt. Je höher dieses Potential ist, desto korrosionsbeständiger ist der betreffende Werkstoff.<br />
Aus der folgenden grafischen Darstellung geht das Lochfraßpotential in mV/GKE (Gesättigte Kalomel-Elektrode)<br />
für eine in Querrichtung entnommene Stabstahlprobe hervor, die mit SiC-Schleifpapier 1200 mechanisch poliert<br />
und in eine wässrige Lösung von 0,86 Mol/Liter NaCl (30,4 g/l Chlorid) mit 35°C getaucht wurde.<br />
Spannungsrisskorrosion<br />
Versuche in einem wässrigen, chloridhaltigen Medium (8 ppm O2) mit einem pH-Wert = 7, die mehr als 1000<br />
Stunden bei einer Spannung unter der Dehngrenze durchgeführt wurden, haben gezeigt, dass der Werkstoff<br />
UGIMA ® 4362 eine bessere Beständigkeit gegen Spannungsrisskorrosion aufweist als die Güte 1.4404 (316L).<br />
UGIMA ® 4362 kann unter diesen Bedingungen bis zu einer Temperatur von 130 °C ohne Gefahr einer<br />
Spannungsrisskorrosion eingesetzt werden, der Werkstoff 1.4404 dagegen nur bis 50 °C.<br />
Températur (°C)<br />
200<br />
150<br />
100<br />
50<br />
Spannungsrisskorrosion<br />
IMA 4362<br />
1.4404 (316L) Risse<br />
0<br />
0,1 1 10 100 1000 10000<br />
Cl - (ppm)<br />
Obwohl UGITECH die hier wiedergegebenen Informationen sorgfältig prüft, wird für die Richtigkeit, Zuverlässigkeit, Vollständigkeit oder Reproduzierbarkeit der Daten beim Kunden keine Gewähr<br />
übernommen. UGITECH haftet nicht im Fall einer Verwendung dieser Daten. Bitte wenden Sie sich an unsere technische Kundenberatung, die Ihre spezifischen Anforderungen gerne prüft.<br />
keine Risse<br />
Risse<br />
keine Risse<br />
Schmieden<br />
UGIMA ® 4362 weist zwischen 1250 °C und 950 °C eine zufrieden stellende, wenn auch geringere<br />
Schmiedbarkeit als die gängigen austenitischen Werkstoffe (1.4301, 1.4404) auf. Die Warmformbarkeit hängt<br />
vom Ferritanteil des Werkstoffs ab, der mit der Temperatur zunimmt: Bei hohen Schmiedetemperaturen nimmt<br />
also auch die Warmformbarkeit zu.<br />
Die mechanische Festigkeit eines austenitisch-ferritischen Stahls ist in diesem Temperaturbereich geringer als<br />
die eines austenitischen Stahls, so dass auch die Beanspruchung auf den Werkzeugen geringer ist. Um<br />
unerwünschte Verformungen durch Kriechen zu verhindern, sind deshalb ggf. Vorsichtsmaßnahmen<br />
erforderlich.<br />
Die Abkühlung nach dem Schmieden unter 900 °C muss schnell genug erfolgen, um die Bildung der Phase zu<br />
vermeiden, die eine Versprödung bewirken kann (Wasser- oder Luftabkühlung). Unter diesen Bedingungen ist<br />
eine Lösungsbehandlung nicht unbedingt erforderlich. Aufgrund der Kaltverfestigung werden höhere<br />
mechanische Zugeigenschaften (Rm, Rp0.2) erzielt, wenn der Schmiedeprozess bei 900 °C – 950 °C beendet<br />
wird.<br />
3
UGIMA ® 4362<br />
Chemische Analyse (%)<br />
Zerspanbarkeit Drehen<br />
Avenue Paul Girod<br />
73403 UGINE Cedex - Frankreich<br />
www.ugitech.com<br />
C Si Mn Ni Cr Cu Mo N P S<br />
≤0.030 1.0 2,0 3,5 – 5,5 22.0 – 24.0 0.1 – 0.6 0.1 – 0.6 0.05 – 0.20 0.035 ‹ 0,015<br />
Spanbruchbereiche:<br />
06-10-2010 – REV00<br />
Die verbesserte Zerspanbarkeit des Werkstoffs UGIMA ® 4362 im Vergleich zum herkömmlichen<br />
Standardwerkstoff 1.4362 (UGI 4362) wird durch eine signifikante Optimierung des Spanbruchs<br />
erzielt. Die folgenden Grafiken wurden für 3 unterschiedliche Drehplättchen und 3 rostfreie Stähle<br />
erstellt und geben die Anzahl der Bearbeitungsbedingungen* wieder, unter denen ein guter Spanbruch<br />
erzielt wurde.<br />
* Testbedingungen: Bei konstanter Schnittgeschwindigkeit (200 m/min) wird der Vorschub "f" in Stufen<br />
von 0,05 mm/U von 0,1 auf 0,4 mm/U und die Schnitttiefe "ap" in Stufen von 0,5 mm von 0,5 auf 4 mm<br />
erhöht. Hieraus ergeben sich 56 Testbedingungen.<br />
Beim Werkstoff UGIMA ® 4362 wurde unter 21 Testbedingungen ein guter Spanbruch<br />
verzeichnet, gegenüber 12 beim Werkstoff UGI 4362. Durch diese deutliche Optimierung kann<br />
das Risiko einer Verflechtung der Späne, wie sie bei der Bearbeitung des herkömmlichen<br />
Standardwerkstoffs 1.4362 (UGI 4362) häufig auftritt, gesenkt werden. Die besten Ergebnisse<br />
wurden mit UGIMA ® 4404 erzielt, wo unter annähernd 30 Bedingungen ein guter Spanbruch zu<br />
beobachten war.<br />
VB15/0,15 :<br />
Wird der Verschleiß der Plättchen (Test VB15/0,15) gemessen, so zeigt der Werkstoff UGIMA ® 4362<br />
dasselbe Verhalten wie der Standardwerkstoff 1.4362 (UGI 4362). Das beste Ergebnis wird auch hier<br />
mit dem Werkstoff UGIMA ® 4404 erreicht. Die entsprechenden Werte, die für verschiedene Plättchen<br />
der Geometrie CNMG120408 ermittelt wurden, gehen aus der folgenden Tabelle hervor.<br />
Bohren<br />
VB15/0,15<br />
Werkstoff<br />
SECO TM2000 MF4 STELLRAM SP0819 E-4E SUMITOMO AC610M N-GU<br />
UGI 4362 220 m/min 220 m/min<br />
- Est-ce que cela n´a<br />
pas été testé ?<br />
UGIMA ® 4362 225 m/min 220 m/min 240 m/min<br />
UGIMA ® 4404 260 m/min 250 m/min 260 m/min<br />
Um UGIMA ® 4362 mit UGI 4362 und UGIMA ® 4404 HM zu vergleichen, wurden Bohrversuche mit zwei<br />
Bohrern durchgeführt und die maximalen Zeitspanungsvolumen bestimmt:<br />
Schnellstahlbohrer (HSS) mit 4 mm ohne Innenkühlung,<br />
beschichteter Hartmetallbohrer mit 6 mm und Innenkühlung.<br />
Das Zeitspanungsvolumen entspricht dem maximalen Spanvolumen, das man je Zeiteinheit bei der<br />
Bohrung von "n" Bohrungen erhält, ohne den Bohrer austauschen zu müssen. Die Anzahl "n"<br />
entspricht 1140 Bohrungen (bzw. einer Bohrlänge von mehr als 18 m) bei einem HSS-Bohrer und 516<br />
Bohrungen (bzw. einer Bohrlänge von mehr als 12 m) bei einem beschichteten Hartmetallbohrer. Je<br />
höher das Zerspanungsvolumen ist, desto besser lässt sich der Werkstoff verarbeiten.<br />
Obwohl UGITECH die hier wiedergegebenen Informationen sorgfältig prüft, wird für die Richtigkeit, Zuverlässigkeit, Vollständigkeit oder Reproduzierbarkeit der Daten beim Kunden keine Gewähr<br />
übernommen. UGITECH haftet nicht im Fall einer Verwendung dieser Daten. Bitte wenden Sie sich an unsere technische Kundenberatung, die Ihre spezifischen Anforderungen gerne prüft.<br />
4
UGIMA ® 4362<br />
Chemische Analyse (%)<br />
Avenue Paul Girod<br />
73403 UGINE Cedex - Frankreich<br />
www.ugitech.com<br />
C Si Mn Ni Cr Cu Mo N P S<br />
≤0.030 1.0 2,0 3,5 – 5,5 22.0 – 24.0 0.1 – 0.6 0.1 – 0.6 0.05 – 0.20 0.035 ‹ 0,015<br />
06-10-2010 – REV00<br />
HSS-Bohrer, 4 mm ohne Innenkühlung<br />
UGIMA ® 4362 ermöglicht eine Erweiterung des optimalen Betriebsbereichs durch einen größeren<br />
Vorschub, wodurch ein deutlich höheres maximales Zeitspanungsvolumen als bei den Werkstoffen<br />
UGI 4362 und UGIMA ® 4404 HM erzielt werden kann (siehe Diagramm).<br />
Beschichteter Hartmetallbohrer 6 mm mit Innenkühlung<br />
UGIMA ® 4362 und UGI 4362 weisen annähernd identische optimale Betriebsbereiche und identische<br />
maximale Zeitspanungsvolumen auf, UGIMA ® 4404 HM liegt geringfügig darunter (siehe Diagramm).<br />
Herstellung von Automatendrehteilen<br />
Die Eigenschaften der Werkstoffe UGIMA ® 4362, UGI 4362 und UGIMA ® 4404 wurden auf einer<br />
Drehmaschine SIGMA 32 von TORNOS getestet. Für jeden Werkstoff und verschiedene Arbeitsgänge<br />
wurden jeweils die optimalen Schnittbedingungen definiert, unter denen z.B. 1 000 Teile hergestellt<br />
werden können, ohne das Werkzeug auszutauschen.<br />
Während des Versuchs hergestelltes Standardteil (außer Fase und Querbohrung)<br />
Axialbohren und Abstechen<br />
In der folgenden Tabelle sind die Schnittbedingungen zusammengefasst, die es je nach Werkstoff,<br />
Arbeitsgang und Werkzeug ermöglichen, 1000 Teile zu bearbeiten, ohne das Werkzeug<br />
auszutauschen.<br />
Arbeitsgang Werkzeug UGI 4362 UGIMA ® 4362 UGIMA ® 4404<br />
GÜHRING RT100F Vc = 80 m/min Vc = 90 m/min Vc = 90 m/min<br />
Axialbohren<br />
6mm – DK460UF<br />
ISCAR IC908<br />
9,9mm – ICM099<br />
f = 0,10 mm/U<br />
Vc = 90 m/min<br />
f = 0,12 mm/U<br />
f = 0,10 mm/U<br />
Vc = 100 m/min<br />
f = 0,12 mm/U<br />
f = 0,10 mm/U<br />
Vc = 100 m/min<br />
f = 0,12 mm/U<br />
Abstechen<br />
SANDVIK 2135<br />
N132E2-0200-0002-CM<br />
Vc = 80 m/min<br />
f = 0,06/0,03 mm/U<br />
Vc = 80 m/min<br />
f = 0,06/0,03 mm/U<br />
Vc = 90 m/min<br />
f = 0,06/0,03 mm/U<br />
Beim Axialbohren mit einem Vollhartmetallbohrer von Gühring und beim Bohren mit einem Iscar-<br />
Bohraufsatz lässt sich der Werkstoff UGIMA ® 4362 unter denselben Schnittbedingungen wie UGIMA ®<br />
4404 bearbeiten, was im Fall der Güte UGI 4362 nicht möglich ist. In beiden Fällen war während der<br />
Bearbeitung von UGIMA ® 4362 ein besserer Spanbruch zu beobachten als bei UGI4362. Die Gefahr<br />
einer Beschädigung der Bohrer ist damit geringer.<br />
Hinweis: Bei den o.g. Schnittbedingungen beim Abstechen handelt es sich um Richtwerte (sie wurden nicht optimiert).<br />
Drehen (Verdrehen und Schlichten)<br />
Häufig machen die hohen mechanischen Eigenschaften von UGI 4362 und UGIMA ® 4362 den Einsatz<br />
Obwohl UGITECH die hier wiedergegebenen Informationen sorgfältig prüft, wird für die Richtigkeit, Zuverlässigkeit, Vollständigkeit oder Reproduzierbarkeit der Daten beim Kunden keine Gewähr<br />
übernommen. UGITECH haftet nicht im Fall einer Verwendung dieser Daten. Bitte wenden Sie sich an unsere technische Kundenberatung, die Ihre spezifischen Anforderungen gerne prüft.<br />
5
UGIMA ® 4362<br />
Chemische Analyse (%)<br />
Avenue Paul Girod<br />
73403 UGINE Cedex - Frankreich<br />
www.ugitech.com<br />
C Si Mn Ni Cr Cu Mo N P S<br />
≤0.030 1.0 2,0 3,5 – 5,5 22.0 – 24.0 0.1 – 0.6 0.1 – 0.6 0.05 – 0.20 0.035 ‹ 0,015<br />
06-10-2010 – REV00<br />
von positiven CCMT-Drehwerkzeugen anstelle von negativen CNMG-Werkzeugen erforderlich, um die<br />
Schnittkräfte zu verringern und zu verhindern, dass die Werkstücke in den Spannzangen rutschen.<br />
Im Fall eines positiven CCMT-Werkzeugs können die optimierten Eigenschaften des Werkstoffs<br />
UGIMA ® 4362 noch besser genutzt werden, da diese Art der Bearbeitung und Werkzeuggeometrie den<br />
Spanbruch erschwert.<br />
Trotz der Vorteile, die UGIMA ® 4362 bietet, spielt die Wahl des geeigneten Werkzeugs eine<br />
entscheidende Rolle (Hartmetall und Spanbrecher). Mit den Werkzeugen STELLRAM SP4019 CCMT<br />
09T308E-62 (Verdrehen) und 09T304E-62 (Schlichten) kann bei einem Vorschub von 0,25 mm/U ein<br />
guter Spanbruch erzielt werden. Unter diesen Bedingungen können mithilfe eines Spindelstocks 1000<br />
Teile bei Vc = 180 m/min und ap = 1,5 mm ohne Eingriff des Bedienungspersonals bearbeitet werden,<br />
was mit dem herkömmlichen Standardwerkstoff 4362 nicht möglich ist. Hier müssen die Maschinen<br />
immer wieder abgeschaltet werden, um die Spanknäuel zu entfernen. Die genannten Angaben gelten<br />
nicht für eine Bearbeitung mit Reitstock, wo die Werte geringer sind, da die durch diese Technologie<br />
bedingten Vibrationen die Lebensdauer der Werkzeuge verkürzen.<br />
Schweißen Wie UGI 4362 ist UGIMA ® 4362 zum Reib-, Widerstands- und Lichtbogenschweißen mit oder ohne<br />
Schweißdraht (MIG, WIG, ummantelte Elektroden, Plasma, Unterpulverschweißen...) ebenso wie zum<br />
Laser- oder Elektronenstrahlschweißen etc. geeignet.<br />
Wärmebehandlung<br />
Lieferbare<br />
Erzeugnisse<br />
Anwendungsbereiche<br />
Da UGIMA ® 4362 kein Molybdän enthält, ist die Gefahr der Entstehung einer σ-Phase beim<br />
Schweißen im Unterschied zu anderen austenitisch-ferritischen Werkstoffen verhältnismäßig gering.<br />
Der Schweißprozess ist also wesentlich einfacher und vergleichbar mit der Bearbeitung austenitischer<br />
Stähle wie 304L oder 316L. Gleichzeitig bietet UGIMA ® 4362 eine höhere Beständigkeit gegen<br />
Warmrissbildung.<br />
Zur Optimierung der Kerbschlagzähigkeit der Schweißnähte sollte die Schweißenergie möglichst hoch<br />
sein, um die Ferritmenge in der Schmelzzone (SZ) und Wärmeeinflusszone (WEZ) zu minimieren.<br />
Zum Schweißen von UGIMA ® 4362 können je nach erforderlicher mechanischer Festigkeit und<br />
Korrosionsbeständigkeit der Schweißnähte verschiedene Schweißdrähte verwendet werden,<br />
insbesondere:<br />
ER 2307 / 23.7NL / UGIWELD TM 23.7NL<br />
ER 2209 / 22.9.3NL / UGIWELD TM 45N<br />
ER 309LSi / 23.12LSi / UGIWELD TM 309LM<br />
Eine Vorwärmung der Teile vor dem Schweißen ist nicht zu empfehlen. Mit Ausnahme einer<br />
eventuellen Lösungsglühung darf nach dem Schweißen keine Wärmebehandlung erfolgen.<br />
Lösungsglühen (Abschrecken)<br />
Die Lösungsglühung muss bei einer Temperatur zwischen 950°C und 1050°C erfolgen. Anschließend ist<br />
eine rasche Abkühlung (Luft oder Wasser) erforderlich. Durch diese Behandlung wird die Duktilität des<br />
Werkstoffs nach einer Warm- oder Kaltumformung wiederhergestellt.<br />
Produkt Form Endausführung Toleranz Abmessungen (mm)<br />
Stabstahl Gewalzt, geschält k13<br />
Stabstahl Kaltgezogen<br />
Kaltbearbeitet (geschliffen, blank geschält)<br />
h8 – h11<br />
5 – 28<br />
20 – 120<br />
Alle gängigen Anwendungsbereiche des Werkstoffs 1.4404 (316L):<br />
Energie, Prozess<br />
Bauwesen<br />
Lebensmittelindustrie<br />
Einschränkungen:<br />
Kältetechnische Anwendungen (zu geringe Kerbschlagzähigkeit)<br />
Einsatztemperaturen von mehr als 300 °C (langfristige Gefahr der Versprödung)<br />
Sprechen Sie uns an, wenn Sie Fragen haben. Wir beraten Sie gerne.<br />
Obwohl UGITECH die hier wiedergegebenen Informationen sorgfältig prüft, wird für die Richtigkeit, Zuverlässigkeit, Vollständigkeit oder Reproduzierbarkeit der Daten beim Kunden keine Gewähr<br />
übernommen. UGITECH haftet nicht im Fall einer Verwendung dieser Daten. Bitte wenden Sie sich an unsere technische Kundenberatung, die Ihre spezifischen Anforderungen gerne prüft.<br />
6