Materialqualit
Materialqualit
Materialqualit

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
12<br />
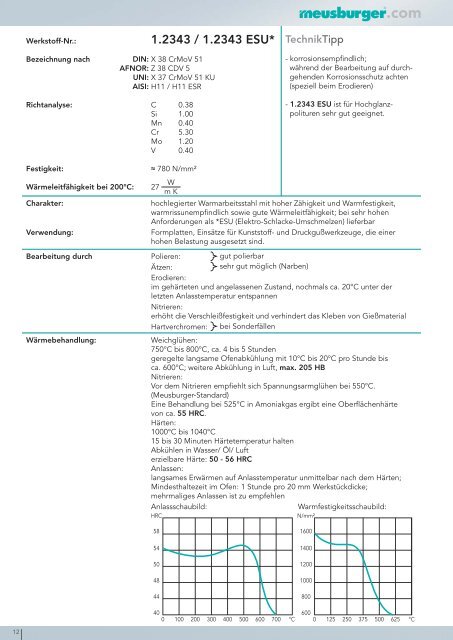
Werkstoff-Nr.:<br />
Bezeichnung nach<br />
Richtanalyse:<br />
Festigkeit:<br />
Wärmeleitfähigkeit bei 200°C:<br />
Charakter:<br />
Verwendung:<br />
Bearbeitung durch<br />
Wärmebehandlung:<br />
1.2343 / 1.2343 ESU*<br />
DIN: X 38 CrMoV 51<br />
AFNOR: Z 38 CDV 5<br />
UNI: X 37 CrMoV 51 KU<br />
AISI: H11 / H11 ESR<br />
C 0.38<br />
Si 1.00<br />
Mn 0.40<br />
Cr 5.30<br />
Mo 1.20<br />
V 0.40<br />
� 780 N/mm²<br />
W<br />
27<br />
m K<br />
hochlegierter Warmarbeitsstahl mit hoher Zähigkeit und Warmfestigkeit,<br />
warmrissunempfindlich sowie gute Wärmeleitfähigkeit; bei sehr hohen<br />
Anforderungen als *ESU (Elektro-Schlacke-Umschmelzen) lieferbar<br />
Formplatten, Einsätze für Kunststoff- und Druckgußwerkzeuge, die einer<br />
hohen Belastung ausgesetzt sind.<br />
Polieren:<br />
Ätzen:<br />
Erodieren:<br />
im gehärteten und angelassenen Zustand, nochmals ca. 20°C unter der<br />
letzten Anlasstemperatur entspannen<br />
Nitrieren:<br />
erhöht die Verschleißfestigkeit und verhindert das Kleben von Gießmaterial<br />
Hartverchromen: bei Sonderfällen<br />
Weichglühen:<br />
750°C bis 800°C, ca. 4 bis 5 Stunden<br />
geregelte langsame Ofenabkühlung mit 10°C bis 20°C pro Stunde bis<br />
ca. 600°C; weitere Abkühlung in Luft, max. 205 HB<br />
Nitrieren:<br />
Vor dem Nitrieren empfiehlt sich Spannungsarmglühen bei 550°C.<br />
(Meusburger-Standard)<br />
Eine Behandlung bei 525°C in Amoniakgas ergibt eine Oberflächenhärte<br />
von ca. 55 HRC.<br />
Härten:<br />
1000°C bis 1040°C<br />
15 bis 30 Minuten Härtetemperatur halten<br />
Abkühlen in Wasser/ Öl/ Luft<br />
erzielbare Härte: 50 - 56 HRC<br />
Anlassen:<br />
langsames Erwärmen auf Anlasstemperatur unmittelbar nach dem Härten;<br />
Mindesthaltezeit im Ofen: 1 Stunde pro 20 mm Werkstückdicke;<br />
mehrmaliges Anlassen ist zu empfehlen<br />
Anlassschaubild:<br />
Warmfestigkeitsschaubild:<br />
HRC<br />
N/mm²<br />
58<br />
54<br />
50<br />
48<br />
44<br />
gut polierbar<br />
sehr gut möglich (Narben)<br />
40<br />
0 100 200 300 400 500 600 700<br />
TechnikTipp<br />
- korrosionsempfindlich;<br />
während der Bearbeitung auf durchgehenden<br />
Korrosionsschutz achten<br />
(speziell beim Erodieren)<br />
- 1.2343 ESU ist für Hochglanzpolituren<br />
sehr gut geeignet.<br />
°C<br />
1600<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
0 125 250 375 500 625 °C