Angusseins
Angusseins
Angusseins

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Angusseins</strong>ätze<br />
Auslegung <strong>Angusseins</strong>ätze:<br />
Bei der Auslegung der <strong>Angusseins</strong>ätze sind zunächst 2 Parameter wichtig.<br />
1. Wie ist die Viskosität des verwendeten Materials?<br />
2. Wie hoch ist das Schußgewicht?<br />
Viskosität:<br />
Visk 1: niedere Viskosität (dünnflüssig, leicht fließend)<br />
Visk 2: mittlere Viskosität<br />
Visk 3: hohe Viskosität (dickflüssig, schwer fließend)<br />
Anschnittfläche:<br />
TechnikTipp<br />
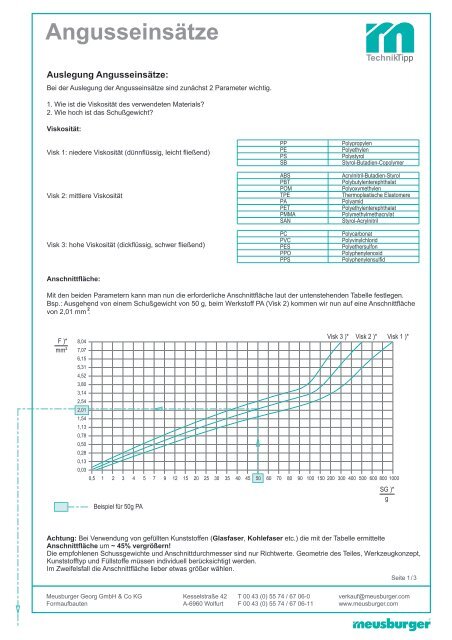
Mit den beiden Parametern kann man nun die erforderliche Anschnittfläche laut der untenstehenden Tabelle festlegen.<br />
Bsp.: Ausgehend von einem Schußgewicht von 50 g, beim Werkstoff PA (Visk 2) kommen wir nun auf eine Anschnittfläche<br />
2<br />
von 2,01 mm .<br />
F )*<br />
mm²<br />
Beispiel für 50g PA<br />
Meusburger Georg GmbH & Co KG Kesselstraße 42 T 00 43 (0) 55 74 / 67 06-0 verkauf@meusburger.com<br />
Formaufbauten A-6960 Wolfurt F 00 43 (0) 55 74 / 67 06-11 www.meusburger.com<br />
PP<br />
PE<br />
PS<br />
SB<br />
ABS<br />
PBT<br />
POM<br />
TPE<br />
PA<br />
PET<br />
PMMA<br />
SAN<br />
PC<br />
PVC<br />
PES<br />
PPO<br />
PPS<br />
Polypropylen<br />
Polyethylen<br />
Polystyrol<br />
Styrol-Butadien-Copolymer<br />
Acrylnitril-Butadien-Styrol<br />
Polybutylenterephthalat<br />
Polyoxymethylen<br />
Thermoplastische Elastomere<br />
Polyamid<br />
Polyethylenterephthalat<br />
Polymethylmethacrylat<br />
Styrol-Acrylnitril<br />
Polycarbonat<br />
Polyvinylchlorid<br />
Polyethersulfon<br />
Polyphenylenoxid<br />
Polyphenylensulfid<br />
8,04<br />
7,07<br />
6,15<br />
5,31<br />
4,52<br />
3,80<br />
3,14<br />
2,54<br />
2,01<br />
1,54<br />
1,13<br />
0,78<br />
0,50<br />
0,28<br />
0,13<br />
0,03<br />
Visk 3 )* Visk 2 )* Visk 1 )*<br />
0,5 1 2 3 4 5 7 9 12 15 20 25 30 35 40 45 50 60 70 80 90 100 150 200 300 400 500 600 800 1000<br />
Achtung: Bei Verwendung von gefüllten Kunststoffen (Glasfaser, Kohlefaser etc.) die mit der Tabelle ermittelte<br />
Anschnittfläche um ~ 45% vergrößern!<br />
Die empfohlenen Schussgewichte und Anschnittdurchmesser sind nur Richtwerte. Geometrie des Teiles, Werkzeugkonzept,<br />
Kunststofftyp und Füllstoffe müssen individuell berücksichtigt werden.<br />
Im Zweifelsfall die Anschnittfläche lieber etwas größer wählen.<br />
Seite 1/3<br />
SG )*<br />
g
<strong>Angusseins</strong>ätze<br />
Auswahl:<br />
Die Auswahl erfolgt mit Hilfe der ermittelten Anschnittfläche F aus der Tabelle.<br />
Mit Kontur: Ohne Kontur:<br />
E 1680 E 1685<br />
E 1690<br />
Visk 1 )* Visk 3 )* F (mm²)* Nr./No.<br />
- 3 g<br />
- 5 g<br />
- 30 g<br />
- 50 g<br />
-200 g<br />
Visk 2 )*<br />
- 2 g<br />
- 4 g<br />
- 20 g<br />
- 35 g<br />
-120 g<br />
Abstandsmaße:<br />
- 1 g<br />
- 3 g<br />
- 12 g<br />
- 25 g<br />
- 75 g<br />
0.14<br />
0.14<br />
0.25<br />
0.25<br />
0.57<br />
1.01<br />
0.57<br />
1.01<br />
1.57<br />
1.01<br />
1.57<br />
2.26<br />
3.08<br />
E 1680/ 6/0.6<br />
E 1680/ 8/0.6<br />
E 1680/ 8/0.8<br />
E 1680/10/0.8<br />
E 1680/10/1.2<br />
E 1680/10/1.6<br />
E 1680/12/1.2<br />
E 1680/12/1.6<br />
E 1680/12/2.0<br />
E 1680/14/1.6<br />
E 1680/14/2.0<br />
E 1680/14/2.4<br />
E 1680/14/2.8<br />
Nr./No.<br />
-<br />
E 1685/ 8/0.6<br />
E 1685/ 8/0.8<br />
E 1685/10/0.8<br />
E 1685/10/1.2<br />
E 1685/10/1.6<br />
E 1685/12/1.2<br />
E 1685/12/1.6<br />
E 1685/12/2.0<br />
E 1685/14/1.6<br />
E 1685/14/2.0<br />
E 1685/14/2.4<br />
E 1685/14/2.8<br />
TechnikTipp<br />
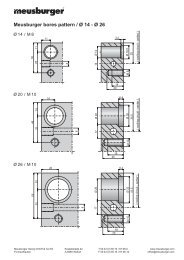
Sehr wichtig für einen ordentlichen Abriss und eine gute Entformung sind die Abstandsmaße A und 0,8xA welche unbedingt<br />
einzuhalten sind.<br />
A<br />
F (mm²)<br />
A<br />
x<br />
8<br />
.<br />
0<br />
E 1662<br />
E 1680<br />
d1<br />
6<br />
8<br />
10<br />
12<br />
14<br />
E 1685<br />
8<br />
10<br />
12<br />
14<br />
E 1695<br />
9 - 12<br />
11 - 14<br />
15 - 18<br />
18 - 22<br />
20 - 25<br />
F (mm²)* Nr./No.<br />
0.13 E 1690/10<br />
Meusburger Georg GmbH & Co KG Kesselstraße 42 T 00 43 (0) 55 74 / 67 06-0 verkauf@meusburger.com<br />
Formaufbauten A-6960 Wolfurt F 00 43 (0) 55 74 / 67 06-11 www.meusburger.com<br />
0.28<br />
0.13<br />
0.50<br />
0.13<br />
1.13<br />
0.13<br />
2.54<br />
2.14<br />
7.60<br />
2.14<br />
7.60<br />
E 1690/15<br />
E 1690/18<br />
E 1690/25<br />
E 1690/30<br />
E 1690/45<br />
12 - 18<br />
15 - 22<br />
19 - 27<br />
22 - 30<br />
25 - 33<br />
E 1692<br />
Nr./No.<br />
E 1692/10<br />
E 1692/15<br />
E 1692/18<br />
E 1692/25<br />
E 1692/30<br />
E 1692/45<br />
15 - 22<br />
19 - 27<br />
24 - 33<br />
27 - 36<br />
30 - 37<br />
F (mm²)* Nr./No.<br />
0.13 E 1695/10<br />
0.53<br />
0.15<br />
0.79<br />
0.28<br />
1.52<br />
0.28<br />
3.40<br />
1.00<br />
8.48<br />
E 1695<br />
E1695/15<br />
E 1695/18<br />
E 1695/25<br />
E 1695/30<br />
Elastomere<br />
ABS, ASA, PC/ABS, PA + GF, PC, SAN,<br />
TPE, TPU, TPA, etc. PE, PP, PET, PBT, etc. HI-PC, PA, POM, SB, etc. PS, PMMA, PEI, etc.<br />
A A A A<br />
11 - 14<br />
15 - 18<br />
18 - 22<br />
20 - 25<br />
E 1690/ E 1692<br />
10 12 - 16<br />
15 16 - 21<br />
18 21 - 26<br />
25 28 - 33<br />
30 33 - 38<br />
45 48 - 53<br />
10<br />
15<br />
18<br />
25<br />
30<br />
12 - 16<br />
16 - 21<br />
21 - 26<br />
28 - 33<br />
33 - 38<br />
15 - 22<br />
19 - 27<br />
22 - 30<br />
25 - 33<br />
13 - 20<br />
18 - 25<br />
26 - 34<br />
31 - 39<br />
38 - 48<br />
53 - 63<br />
13 - 20<br />
18 - 25<br />
26 - 34<br />
31 - 39<br />
38 - 48<br />
19 - 27<br />
24 - 33<br />
27 - 36<br />
30 - 37<br />
16 - 23<br />
21 - 28<br />
31 - 39<br />
36 - 44<br />
43 - 53<br />
58 - 68<br />
16 - 23<br />
21 - 28<br />
31 - 39<br />
36 - 44<br />
43 - 53<br />
18 - 25<br />
23 - 30<br />
28 - 36<br />
32 - 40<br />
35 - 43<br />
23 - 30<br />
28 - 36<br />
32 - 40<br />
35 - 43<br />
22 - 29<br />
27 - 34<br />
36 - 45<br />
41 - 50<br />
48 - 58<br />
-<br />
22 - 29<br />
27 - 34<br />
36 - 45<br />
41 - 50<br />
48 - 58<br />
Seite 2/3
<strong>Angusseins</strong>ätze<br />
Maßnahmen für einen schönen Abriss:<br />
Wärmeleitpaste:<br />
Bei der Verarbeitung von temperaturempfindlichen Materialien, sowie Materialien die zu Fadenzug neigen ist es<br />
empfehlenswert Wärmeleitpaste in die seitlichen Aussparungen des <strong>Angusseins</strong>atzes einzubringen.<br />
Die Wärmeleitpaste: - verhindert bei kurzen Zykluszeiten die lokale Erwärmung im <strong>Angusseins</strong>atz<br />
- verbessert die Wärmeabfuhr<br />
- verbessert den Abriss (kein Fadenzug)<br />
Bei folgenden Kunsstoffen wird Wärmeleitpaste empfohlen: PE, PP, POM, PC, PBT, PEI, PPO,PS<br />
Gegenkalotte:<br />
TechnikTipp<br />
Um bei besonders flachen Teilen ein optimales Abreißen des Anschnittes zu ermöglichen, empfiehlt es sich im Formeinsatz<br />
eine Gegenkalotte vorzusehen. Diese gewährleistet ein Abreißen parallel zur Trennebene. Dies ist besonders bei Materialien<br />
sehr empfehlenswert, die zu Fadenzug neigen.<br />
Freistrahlbildung:<br />
Gegenkalotte<br />
Unter Freistrahlbildung oder Jetting versteht man erkennbare Kunststofffließlinien an dem fertigen Kunststoffteil.<br />
Insbesondere bei Gehäuseteilen, bei denen nicht gegen eine Prallfläche gespritzt werden kann, besteht die Möglichkeit<br />
das es zur sogenannten Freistrahlbildung kommt. Dieser unschöne Effekt kann durch folgenden Maßnahme verhindert<br />
werden:<br />
- Anschnittfläche vergrößern<br />
- gestuftes Einspritzprofil verwenden: schnell - langsam - schnell<br />
Maschinell gestuftes Einspritzen Mechanisch gestuftes Einspritzen<br />
3.<br />
1. hohe Einspritzgeschwindigkeit zum Füllen des Kaltverteilers<br />
2. niedrige Einspritzgeschwindigkeit um optimalen Quellfluß<br />
zu erreichen<br />
3. Hohe Einspritzgeschwindigkeit um zügiges Füllen des<br />
Formteils zu gewährleisten, anschließend Nachdruck einstellen<br />
2.<br />
1.<br />
- Querverteiler reduziert die Geschwindigkeit der<br />
Fließfront im Anschnittbereich bei konstanten<br />
Maschinenparametern<br />
- für Werkzeuge die häufig die Spritzmaschine<br />
wechseln<br />
Seite 3/3<br />
Meusburger Georg GmbH & Co KG Kesselstraße 42 T 00 43 (0) 55 74 / 67 06-0 verkauf@meusburger.com<br />
Formaufbauten A-6960 Wolfurt F 00 43 (0) 55 74 / 67 06-11 www.meusburger.com<br />
3.<br />
2.<br />
1.