

28467913 - heidenhain - DR. JOHANNES HEIDENHAIN GmbH
28467913 - heidenhain - DR. JOHANNES HEIDENHAIN GmbH
28467913 - heidenhain - DR. JOHANNES HEIDENHAIN GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
7 Bohrzyklen, Bohrbilder und Fräszyklen im Programm<br />
Bohrzyklen im Programm<br />
GEWINDEBOHREN<br />
Mit dem Zyklus 2.0 GEWINDEBOHREN können Sie Rechts- oder<br />
Linksgewinde am Werkstück anbringen.<br />
<br />
Wenn Sie einen Zyklus 2.0 GEWINDEBOHREN abarbeiten, ist der<br />
Drehknopf für den Spindeldrehzahl-Override und Vorschub-<br />
Override ohne Funktion.<br />
<br />
Für den Zyklus 2.0 GEWINDEBOHREN benötigt die TNC ein<br />
Längenausgleichsfutter. Während des Gewindebohrens kompensiert<br />
das Ausgleichsfutter Abweichungen vom programmierten<br />
Vorschub F und von der programmierten Spindeldrehzahl S .<br />
<br />
Spindel EIN mit Zusatz-Funktion M 3<br />
Spindel EIN mit Zusatz-Funktion M 4<br />
<br />
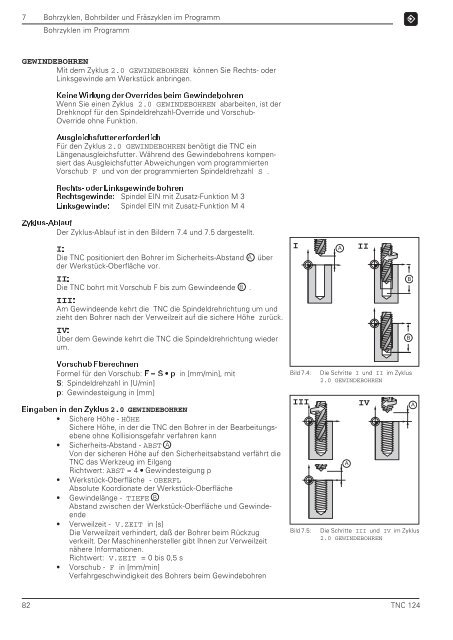
Der Zyklus-Ablauf ist in den Bildern 7.4 und 7.5 dargestellt.<br />
I<br />
Die TNC positioniert den Bohrer im Sicherheits-Abstand A über<br />
der Werkstück-Oberfläche vor.<br />
II<br />
Die TNC bohrt mit Vorschub F bis zum Gewindeende B .<br />
III<br />
Am Gewindeende kehrt die TNC die Spindeldrehrichtung um und<br />
zieht den Bohrer nach der Verweilzeit auf die sichere Höhe zurück.<br />
IV<br />
Über dem Gewinde kehrt die TNC die Spindeldrehrichtung wieder<br />
um.<br />
<br />
Formel für den Vorschub: in [mm/min], mit<br />
: Spindeldrehzahl in [U/min]<br />
: Gewindesteigung in [mm]<br />
2.0 GEWINDEBOHREN<br />
• Sichere Höhe - HÖHE<br />
Sichere Höhe, in der die TNC den Bohrer in der Bearbeitungsebene<br />
ohne Kollisionsgefahr verfahren kann<br />
• Sicherheits-Abstand - ABST A<br />
Von der sicheren Höhe auf den Sicherheitsabstand verfährt die<br />
TNC das Werkzeug im Eilgang<br />
Richtwert: ABST = 4 Gewindesteigung p<br />
• Werkstück-Oberfläche - OBERFL<br />
Absolute Koordionate der Werkstück-Oberfläche<br />
• Gewindelänge - TIEFE B<br />
Abstand zwischen der Werkstück-Oberfläche und Gewindeende<br />
• Verweilzeit - V.ZEIT in [s]<br />
Die Verweilzeit verhindert, daß der Bohrer beim Rückzug<br />
verkeilt. Der Maschinenhersteller gibt Ihnen zur Verweilzeit<br />
nähere Informationen.<br />
Richtwert: V.ZEIT = 0 bis 0,5 s<br />
• Vorschub - F in [mm/min]<br />
Verfahrgeschwindigkeit des Bohrers beim Gewindebohren<br />
III IV<br />
82 TNC 124<br />
I<br />
A<br />
A<br />
II<br />
Bild 7.4: Die Schritte I und II im Zyklus<br />
2.0 GEWINDEBOHREN<br />
Bild 7.5: Die Schritte III und IV im Zyklus<br />
2.0 GEWINDEBOHREN<br />
B<br />
B<br />
A














