- Seite 1:
Benutzer-Handbuch CNC Pilot 4290 NC
- Seite 4 und 5:
Dateneingabetastatur Maschinenbedie
- Seite 7:
Inhalt Einführung und Grundlagen 1
- Seite 10 und 11:
10 3.2 Betriebsart Handsteuern ....
- Seite 12 und 13:
12 4.4 Programmabschnitt-Kennung ..
- Seite 14 und 15:
14 4.16 Nullpunkt-Verschiebungen ..
- Seite 16 und 17:
16 4.29 Konturnachführung ..... 29
- Seite 18 und 19:
18 4.41 DIN PLUS Vorlagen ..... 354
- Seite 20 und 21:
20 6.6 Formelemente ..... 410 Fase
- Seite 22 und 23:
22 6.11 Konturen manipulieren .....
- Seite 24 und 25:
24 6.14 Interaktive Arbeitsplangene
- Seite 26 und 27:
26 7.6 Bearbeitungs-Parameter .....
- Seite 28 und 29:
11 Tabellen und Übersichten .....
- Seite 30 und 31:
1.1 Der CNC PILOT 1.1 Der CNC PILOT
- Seite 32 und 33:
1.1 Der CNC PILOT Die Y-Achse Mit d
- Seite 34 und 35:
1.1 Der CNC PILOT Die B-Achse Die B
- Seite 36 und 37:
1.2 Die Betriebsarten Betriebsarten
- Seite 38 und 39:
1.3 Ausbaustufen (Optionen) Gegensp
- Seite 40 und 41:
1.4 Grundlagen Achsbezeichnungen un
- Seite 42 und 43:
1.4 Grundlagen Maßeinheiten Sie pr
- Seite 44 und 45:
1.5 Werkzeugmaße 44
- Seite 46 und 47:
2.1 Bedienoberfläche 2.1 Bedienobe
- Seite 48 und 49:
2.1 Bedienoberfläche Betriebsarten
- Seite 50 und 51:
2.2 Info- und Fehlersystem 2.2 Info
- Seite 52 und 53:
2.2 Info- und Fehlersystem Kontexts
- Seite 54 und 55:
2.2 Info- und Fehlersystem Zusatzin
- Seite 56 und 57:
2.4 Erklärung verwendeter Begriffe
- Seite 58 und 59:
3.1 Einschalten, Ausschalten, Refer
- Seite 60 und 61:
3.1 Einschalten, Ausschalten, Refer
- Seite 62 und 63:
3.2 Betriebsart Handsteuern Maschin
- Seite 64 und 65:
3.2 Betriebsart Handsteuern Manuell
- Seite 66 und 67:
3.2 Betriebsart Handsteuern Schlitt
- Seite 68 und 69:
3.3 Werkzeug- und Spannmitteltabell
- Seite 70 und 71:
3.3 Werkzeug- und Spannmitteltabell
- Seite 72 und 73:
3.3 Werkzeug- und Spannmitteltabell
- Seite 74 und 75:
3.3 Werkzeug- und Spannmitteltabell
- Seite 76 und 77:
3.4 Einrichtefunktionen Werkstück-
- Seite 78 und 79:
3.4 Einrichtefunktionen Maschinenma
- Seite 80 und 81:
3.4 Einrichtefunktionen Werkzeuge m
- Seite 82 und 83:
3.5 Automatikbetrieb Programmanwahl
- Seite 84 und 85:
3.5 Automatikbetrieb Startsatzsuche
- Seite 86 und 87:
3.5 Automatikbetrieb V-Variablen Mi
- Seite 88 und 89:
3.5 Automatikbetrieb Additive Korre
- Seite 90 und 91:
3.5 Automatikbetrieb 2. Inspektions
- Seite 92 und 93:
3.5 Automatikbetrieb 3.2 Werkzeug z
- Seite 94 und 95:
3.5 Automatikbetrieb Grafische Anze
- Seite 96 und 97:
3.5 Automatikbetrieb Status Postpro
- Seite 98 und 99:
3.6 Maschinenanzeige Anzeigeelement
- Seite 100 und 101:
3.7 Belastungsüberwachung 3.7 Bela
- Seite 102 und 103:
3.7 Belastungsüberwachung Referenz
- Seite 104 und 105:
3.7 Belastungsüberwachung Editiere
- Seite 106 und 107:
3.7 Belastungsüberwachung Steuerun
- Seite 108 und 109:
4.1 DIN-Programmierung 4.1 DIN-Prog
- Seite 110 und 111:
4.1 DIN-Programmierung Linear- und
- Seite 112 und 113:
4.1 DIN-Programmierung Beispiele E
- Seite 114 und 115:
4.2 Hinweise zur Programmierung Par
- Seite 116 und 117:
4.2 Hinweise zur Programmierung NC-
- Seite 118 und 119:
4.2 Hinweise zur Programmierung Kon
- Seite 120 und 121:
4.2 Hinweise zur Programmierung G-F
- Seite 122 und 123:
4.2 Hinweise zur Programmierung Unt
- Seite 124 und 125:
4.3 Der DIN PLUS Editor 4.3 Der DIN
- Seite 126 und 127:
4.3 Der DIN PLUS Editor Übersicht
- Seite 128 und 129:
4.3 Der DIN PLUS Editor NC-Programm
- Seite 130 und 131:
4.3 Der DIN PLUS Editor Rohteilprog
- Seite 132 und 133:
4.3 Der DIN PLUS Editor DIN PLUS-Wo
- Seite 134 und 135:
4.3 Der DIN PLUS Editor Block kopie
- Seite 136 und 137:
4.4 Programmabschnitt-Kennung Absch
- Seite 138 und 139:
4.4 Programmabschnitt-Kennung „E
- Seite 140 und 141:
4.4 Programmabschnitt-Kennung Werkz
- Seite 142 und 143:
4.4 Programmabschnitt-Kennung Absch
- Seite 144 und 145:
4.4 Programmabschnitt-Kennung Absch
- Seite 146 und 147:
4.5 Rohteilbeschreibung 4.5 Rohteil
- Seite 148 und 149:
4.6 Grundelemente der Drehkontur Be
- Seite 150 und 151:
4.6 Grundelemente der Drehkontur Be
- Seite 152 und 153:
4.7 Formelemente Drehkontur 4.7 For
- Seite 154 und 155:
4.7 Formelemente Drehkontur Paramet
- Seite 156 und 157:
4.7 Formelemente Drehkontur Beispie
- Seite 158 und 159:
4.7 Formelemente Drehkontur Freisti
- Seite 160 und 161:
4.7 Formelemente Drehkontur Gewinde
- Seite 162 und 163:
4.7 Formelemente Drehkontur Bohrung
- Seite 164 und 165:
4.8 Attribute zur Konturbeschreibun
- Seite 166 und 167:
4.8 Attribute zur Konturbeschreibun
- Seite 168 und 169:
4.9 C-Achskonturen - Grundlagen 4.9
- Seite 170 und 171:
4.9 C-Achskonturen - Grundlagen Nut
- Seite 172 und 173:
4.10 Stirn-/Rückseitenkonturen 4.1
- Seite 174 und 175:
4.10 Stirn-/Rückseitenkonturen Boh
- Seite 176 und 177:
4.10 Stirn-/Rückseitenkonturen Vol
- Seite 178 und 179:
4.10 Stirn-/Rückseitenkonturen Mus
- Seite 180 und 181:
4.11 Mantelflächenkonturen Kreisbo
- Seite 182 und 183:
4.11 Mantelflächenkonturen Lineare
- Seite 184 und 185:
4.11 Mantelflächenkonturen Regelm
- Seite 186 und 187:
4.11 Mantelflächenkonturen Muster
- Seite 188 und 189:
4.12 Werkzeug positionieren Eilgang
- Seite 190 und 191:
4.13 Einfache Linear- und Zirkularb
- Seite 192 und 193:
4.14 Vorschub, Drehzahl 4.14 Vorsch
- Seite 194 und 195:
4.14 Vorschub, Drehzahl Vorschub pr
- Seite 196 und 197:
4.15 Schneiden- und Fräserradiusko
- Seite 198 und 199:
4.16 Nullpunkt-Verschiebungen 4.16
- Seite 200 und 201:
4.16 Nullpunkt-Verschiebungen Nullp
- Seite 202 und 203:
4.16 Nullpunkt-Verschiebungen Kontu
- Seite 204 und 205:
4.17 Aufmaße 4.17 Aufmaße Aufmaß
- Seite 206 und 207:
4.18 Sicherheitsabstände 4.18 Sich
- Seite 208 und 209: 4.19 Werkzeuge, Korrekturen (Wechse
- Seite 210 und 211: 4.19 Werkzeuge, Korrekturen Verrech
- Seite 212 und 213: 4.20 Konturbezogene Drehzyklen 4.20
- Seite 214 und 215: 4.20 Konturbezogene Drehzyklen Para
- Seite 216 und 217: 4.20 Konturbezogene Drehzyklen Para
- Seite 218 und 219: 4.20 Konturbezogene Drehzyklen Kont
- Seite 220 und 221: 4.20 Konturbezogene Drehzyklen Kont
- Seite 222 und 223: 4.20 Konturbezogene Drehzyklen Eins
- Seite 224 und 225: 4.20 Konturbezogene Drehzyklen Eins
- Seite 226 und 227: 4.20 Konturbezogene Drehzyklen Para
- Seite 228 und 229: 4.20 Konturbezogene Drehzyklen Schl
- Seite 230 und 231: 4.20 Konturbezogene Drehzyklen Auto
- Seite 232 und 233: 4.21 Einfache Drehzyklen Zyklusabla
- Seite 234 und 235: 4.21 Einfache Drehzyklen Konturwied
- Seite 236 und 237: 4.21 Einfache Drehzyklen Parameter
- Seite 238 und 239: 4.21 Einfache Drehzyklen Zyklus Rad
- Seite 240 und 241: 4.22 Gewindezyklen Gewindezyklus G3
- Seite 242 und 243: 4.22 Gewindezyklen Zyklusablauf 1 E
- Seite 244 und 245: 4.22 Gewindezyklen Gewinde-Einzelwe
- Seite 246 und 247: 4.23 Bohrzyklen 4.23 Bohrzyklen Boh
- Seite 248 und 249: 4.23 Bohrzyklen Aufbohren, Senken G
- Seite 250 und 251: 4.23 Bohrzyklen Zyklusablauf 1 Fäh
- Seite 252 und 253: 4.23 Bohrzyklen Parameter H1 Ab Sof
- Seite 254 und 255: 4.24 C-Achs-Befehle 4.24 C-Achs-Bef
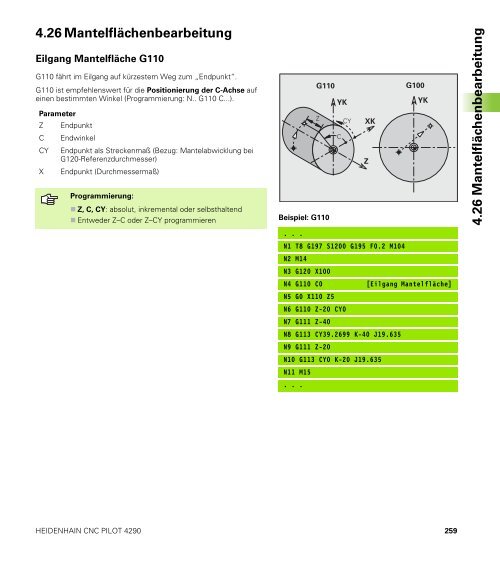
- Seite 256 und 257: 4.25 Stirn-/Rückseitenbearbeitung
- Seite 260 und 261: 4.26 Mantelflächenbearbeitung Line
- Seite 262 und 263: 4.27 Fräszyklen 4.27 Fräszyklen K
- Seite 264 und 265: 4.27 Fräszyklen Parameter - Vorboh
- Seite 266 und 267: 4.27 Fräszyklen Parameter - Fräse
- Seite 268 und 269: 4.27 Fräszyklen Konturfräsen G840
- Seite 270 und 271: 4.27 Fräszyklen Parameter - Entgra
- Seite 272 und 273: 4.27 Fräszyklen G845 - Fräsen Die
- Seite 274 und 275: 4.27 Fräszyklen Parameter - Fräse
- Seite 276 und 277: 4.27 Fräszyklen Taschenfräsen Sch
- Seite 278 und 279: 4.27 Fräszyklen Gewindefräsen axi
- Seite 280 und 281: 4.27 Fräszyklen Gravieren Mantelfl
- Seite 282 und 283: 4.28 Zuordnung, Synchronisation, We
- Seite 284 und 285: 4.28 Zuordnung, Synchronisation, We
- Seite 286 und 287: 4.28 Zuordnung, Synchronisation, We
- Seite 288 und 289: 4.28 Zuordnung, Synchronisation, We
- Seite 290 und 291: 4.28 Zuordnung, Synchronisation, We
- Seite 292 und 293: 4.28 Zuordnung, Synchronisation, We
- Seite 294 und 295: 4.29 Konturnachführung 4.29 Kontur
- Seite 296 und 297: 4.30 In- und Postprozessmessen 4.30
- Seite 298 und 299: 4.30 In- und Postprozessmessen Post
- Seite 300 und 301: 4.31 Belastungsüberwachung 4.31 Be
- Seite 302 und 303: 4.32 Sonstige G-Funktionen 4.32 Son
- Seite 304 und 305: 4.32 Sonstige G-Funktionen Spannmit
- Seite 306 und 307: 4.32 Sonstige G-Funktionen Schleppf
- Seite 308 und 309:
4.32 Sonstige G-Funktionen Nullpunk
- Seite 310 und 311:
4.32 Sonstige G-Funktionen Nullpunk
- Seite 312 und 313:
4.33 Dateneingaben, Datenausgaben 4
- Seite 314 und 315:
4.33 Dateneingaben, Datenausgaben E
- Seite 316 und 317:
4.34 Variablenprogrammierung #-Vari
- Seite 318 und 319:
4.34 Variablenprogrammierung Werkze
- Seite 320 und 321:
4.34 Variablenprogrammierung Takter
- Seite 322 und 323:
4.35 Bedingte Satzausführung 4.35
- Seite 324 und 325:
4.35 Bedingte Satzausführung SWITC
- Seite 326 und 327:
4.35 Bedingte Satzausführung Ausbl
- Seite 328 und 329:
4.36 Unterprogramme Dialoge bei UP-
- Seite 330 und 331:
4.37 M-Befehle 4.37 M-Befehle M-Bef
- Seite 332 und 333:
4.38 Drehmaschinen mit mehreren Sch
- Seite 334 und 335:
4.38 Drehmaschinen mit mehreren Sch
- Seite 336 und 337:
4.38 Drehmaschinen mit mehreren Sch
- Seite 338 und 339:
4.38 Drehmaschinen mit mehreren Sch
- Seite 340 und 341:
4.38 Drehmaschinen mit mehreren Sch
- Seite 342 und 343:
4.38 Drehmaschinen mit mehreren Sch
- Seite 344 und 345:
4.39 Komplettbearbeitung 4.39 Kompl
- Seite 346 und 347:
4.39 Komplettbearbeitung Komplettbe
- Seite 348 und 349:
4.39 Komplettbearbeitung $1 N30 G14
- Seite 350 und 351:
4.39 Komplettbearbeitung N25 G101 X
- Seite 352 und 353:
4.40 DIN PLUS Programmbeispiel N18
- Seite 354 und 355:
4.41 DIN PLUS Vorlagen 4.41 DIN PLU
- Seite 356 und 357:
4.41 DIN PLUS Vorlagen Strukturvorl
- Seite 358 und 359:
4.41 DIN PLUS Vorlagen Daraus gener
- Seite 360 und 361:
4.42 Zusammenhang Geometrie- und Be
- Seite 362 und 363:
5.1 Die Betriebsart Simulation 5.1
- Seite 364 und 365:
5.1 Die Betriebsart Simulation Dars
- Seite 366 und 367:
5.1 Die Betriebsart Simulation Anze
- Seite 368 und 369:
5.1 Die Betriebsart Simulation Simu
- Seite 370 und 371:
5.1 Die Betriebsart Simulation Simu
- Seite 372 und 373:
5.1 Die Betriebsart Simulation Fehl
- Seite 374 und 375:
5.2 Kontur-Simulation 5.2 Kontur-Si
- Seite 376 und 377:
5.3 Bearbeitungs-Simulation 5.3 Bea
- Seite 378 und 379:
5.3 Bearbeitungs-Simulation Kontur
- Seite 380 und 381:
5.4 Bewegungs-Simulation 5.4 Bewegu
- Seite 382 und 383:
5.4 Bewegungs-Simulation Kontur üb
- Seite 384 und 385:
5.6 Debug-Funktionen 5.6 Debug-Funk
- Seite 386 und 387:
5.6 Debug-Funktionen Variable editi
- Seite 388 und 389:
5.8 Zeitberechnung, Synchronpunktan
- Seite 390 und 391:
5.8 Zeitberechnung, Synchronpunktan
- Seite 392 und 393:
6.1 Die Betriebsart TURN PLUS 6.1 D
- Seite 394 und 395:
6.1 Die Betriebsart TURN PLUS DIN P
- Seite 396 und 397:
6.2 Programmkopf Strukturprogramme
- Seite 398 und 399:
6.3 Werkstückbeschreibung 6.3 Werk
- Seite 400 und 401:
6.3 Werkstückbeschreibung Formelem
- Seite 402 und 403:
6.3 Werkstückbeschreibung Eingabe
- Seite 404 und 405:
6.4 Rohteilkonturen 6.4 Rohteilkont
- Seite 406 und 407:
6.5 Fertigteilkontur 6.5 Fertigteil
- Seite 408 und 409:
6.5 Fertigteilkontur Zirkularelemen
- Seite 410 und 411:
6.6 Formelemente 6.6 Formelemente F
- Seite 412 und 413:
6.6 Formelemente Freistich Form H D
- Seite 414 und 415:
6.6 Formelemente Einstich Form D (D
- Seite 416 und 417:
6.6 Formelemente Gewinde Der Aufruf
- Seite 418 und 419:
6.6 Formelemente Zentrierung Parame
- Seite 420 und 421:
6.7 Überlagerungselemente 6.7 Übe
- Seite 422 und 423:
6.7 Überlagerungselemente Zirkular
- Seite 424 und 425:
6.8 C-Achskonturen Vermaßung bei C
- Seite 426 und 427:
6.8 C-Achskonturen Stirn- oder Rüc
- Seite 428 und 429:
6.8 C-Achskonturen Stirn- oder Rüc
- Seite 430 und 431:
6.8 C-Achskonturen Stirn- oder Rüc
- Seite 432 und 433:
6.8 C-Achskonturen Stirn- oder Rüc
- Seite 434 und 435:
6.8 C-Achskonturen Stirn- oder Rüc
- Seite 436 und 437:
6.8 C-Achskonturen Stirn- oder Rüc
- Seite 438 und 439:
6.8 C-Achskonturen Mantelfläche: L
- Seite 440 und 441:
6.8 C-Achskonturen Mantelfläche: E
- Seite 442 und 443:
6.8 C-Achskonturen Mantelfläche: K
- Seite 444 und 445:
6.8 C-Achskonturen Mantelfläche: V
- Seite 446 und 447:
6.8 C-Achskonturen Mantelfläche: Z
- Seite 448 und 449:
6.8 C-Achskonturen Mantelfläche: Z
- Seite 450 und 451:
6.9 Hilfsfunktionen Selektionen Sie
- Seite 452 und 453:
6.9 Hilfsfunktionen Mehrfachselekti
- Seite 454 und 455:
6.9 Hilfsfunktionen Nullpunkt versc
- Seite 456 und 457:
6.9 Hilfsfunktionen Taschenrechner
- Seite 458 und 459:
6.9 Hilfsfunktionen Konturelemente
- Seite 460 und 461:
6.10 DXF-Konturen importieren 6.10
- Seite 462 und 463:
6.10 DXF-Konturen importieren DXF-P
- Seite 464 und 465:
6.11 Konturen manipulieren Konturel
- Seite 466 und 467:
6.11 Konturen manipulieren Kontur s
- Seite 468 und 469:
6.11 Konturen manipulieren Trimmen
- Seite 470 und 471:
6.11 Konturen manipulieren Transfor
- Seite 472 und 473:
6.12 Attribute zuordnen 6.12 Attrib
- Seite 474 und 475:
6.12 Attribute zuordnen Attribut
- Seite 476 und 477:
6.12 Attribute zuordnen Bearbeitung
- Seite 478 und 479:
6.12 Attribute zuordnen Bearbeitung
- Seite 480 und 481:
6.12 Attribute zuordnen Bearbeitung
- Seite 482 und 483:
6.12 Attribute zuordnen Bearbeitung
- Seite 484 und 485:
6.13 Rüsten 6.13 Rüsten Rüsten -
- Seite 486 und 487:
6.13 Rüsten Schnittbegrenzung fest
- Seite 488 und 489:
6.13 Rüsten Umspannen - 1. Aufspan
- Seite 490 und 491:
6.13 Rüsten Expertenprogramm „UM
- Seite 492 und 493:
6.13 Rüsten Parameter Spannzangenf
- Seite 494 und 495:
6.13 Rüsten Werkzeuge einrichten
- Seite 496 und 497:
6.13 Rüsten Werkzeuglisten verwalt
- Seite 498 und 499:
6.14 Interaktive Arbeitsplangenerie
- Seite 500 und 501:
6.14 Interaktive Arbeitsplangenerie
- Seite 502 und 503:
6.14 Interaktive Arbeitsplangenerie
- Seite 504 und 505:
6.14 Interaktive Arbeitsplangenerie
- Seite 506 und 507:
6.14 Interaktive Arbeitsplangenerie
- Seite 508 und 509:
6.14 Interaktive Arbeitsplangenerie
- Seite 510 und 511:
6.14 Interaktive Arbeitsplangenerie
- Seite 512 und 513:
6.14 Interaktive Arbeitsplangenerie
- Seite 514 und 515:
6.14 Interaktive Arbeitsplangenerie
- Seite 516 und 517:
6.14 Interaktive Arbeitsplangenerie
- Seite 518 und 519:
6.14 Interaktive Arbeitsplangenerie
- Seite 520 und 521:
6.14 Interaktive Arbeitsplangenerie
- Seite 522 und 523:
6.14 Interaktive Arbeitsplangenerie
- Seite 524 und 525:
6.14 Interaktive Arbeitsplangenerie
- Seite 526 und 527:
6.14 Interaktive Arbeitsplangenerie
- Seite 528 und 529:
6.14 Interaktive Arbeitsplangenerie
- Seite 530 und 531:
6.14 Interaktive Arbeitsplangenerie
- Seite 532 und 533:
6.14 Interaktive Arbeitsplangenerie
- Seite 534 und 535:
6.14 Interaktive Arbeitsplangenerie
- Seite 536 und 537:
6.14 Interaktive Arbeitsplangenerie
- Seite 538 und 539:
6.15 Automatische Arbeitsplangeneri
- Seite 540 und 541:
6.15 Automatische Arbeitsplangeneri
- Seite 542 und 543:
6.15 Automatische Arbeitsplangeneri
- Seite 544 und 545:
6.15 Automatische Arbeitsplangeneri
- Seite 546 und 547:
6.15 Automatische Arbeitsplangeneri
- Seite 548 und 549:
6.15 Automatische Arbeitsplangeneri
- Seite 550 und 551:
6.15 Automatische Arbeitsplangeneri
- Seite 552 und 553:
6.16 Kontrollgrafik Kontrollgrafik
- Seite 554 und 555:
6.17 TURN PLUS konfigurieren Fenste
- Seite 556 und 557:
6.18 Bearbeitungshinweise 6.18 Bear
- Seite 558 und 559:
6.18 Bearbeitungshinweise Ist in de
- Seite 560 und 561:
6.18 Bearbeitungshinweise Schruppbe
- Seite 562 und 563:
6.18 Bearbeitungshinweise Wellenbea
- Seite 564 und 565:
6.18 Bearbeitungshinweise Mehrschli
- Seite 566 und 567:
6.18 Bearbeitungshinweise Hinweise
- Seite 568 und 569:
6.19 Beispiel Rohteil definieren U
- Seite 570 und 571:
6.19 Beispiel Rüsten, Werkstück s
- Seite 572 und 573:
7.1 Die Betriebsart Parameter 7.1 D
- Seite 574 und 575:
7.2 Parameter editieren Konfigurier
- Seite 576 und 577:
7.3 Maschinen-Parameter (MP) Allgem
- Seite 578 und 579:
7.3 Maschinen-Parameter (MP) Parame
- Seite 580 und 581:
7.3 Maschinen-Parameter (MP) Parame
- Seite 582 und 583:
7.4 Steuerungs-Parameter Allgemeine
- Seite 584 und 585:
7.4 Steuerungs-Parameter Parameter
- Seite 586 und 587:
7.4 Steuerungs-Parameter Kennziffer
- Seite 588 und 589:
7.5 Einrichte-Parameter Einrichte-P
- Seite 590 und 591:
7.6 Bearbeitungs-Parameter 2 - Glob
- Seite 592 und 593:
7.6 Bearbeitungs-Parameter 3 - Zent
- Seite 594 und 595:
7.6 Bearbeitungs-Parameter Zentrisc
- Seite 596 und 597:
7.6 Bearbeitungs-Parameter Schruppe
- Seite 598 und 599:
7.6 Bearbeitungs-Parameter Bearbeit
- Seite 600 und 601:
7.6 Bearbeitungs-Parameter Schlicht
- Seite 602 und 603:
7.6 Bearbeitungs-Parameter Werkzeug
- Seite 604 und 605:
7.6 Bearbeitungs-Parameter 8 - Mess
- Seite 606 und 607:
7.6 Bearbeitungs-Parameter 10 - Fr
- Seite 608 und 609:
7.6 Bearbeitungs-Parameter Belastun
- Seite 610 und 611:
7.6 Bearbeitungs-Parameter 23 - Vor
- Seite 612 und 613:
8.1 Werkzeug-Datenbank 8.1 Werkzeug
- Seite 614 und 615:
8.1 Werkzeug-Datenbank Werkzeuglist
- Seite 616 und 617:
8.1 Werkzeug-Datenbank Übersicht W
- Seite 618 und 619:
8.1 Werkzeug-Datenbank Werkzeugpara
- Seite 620 und 621:
8.1 Werkzeug-Datenbank Parameter Bo
- Seite 622 und 623:
8.1 Werkzeug-Datenbank Parameter Fr
- Seite 624 und 625:
8.1 Werkzeug-Datenbank Parameter We
- Seite 626 und 627:
8.1 Werkzeug-Datenbank Dateneingabe
- Seite 628 und 629:
8.1 Werkzeug-Datenbank Aufnahmetyp
- Seite 630 und 631:
8.1 Werkzeug-Datenbank Haltergruppe
- Seite 632 und 633:
8.2 Spannmittel-Datenbank 8.2 Spann
- Seite 634 und 635:
8.2 Spannmittel-Datenbank Spannmitt
- Seite 636 und 637:
8.2 Spannmittel-Datenbank Code Back
- Seite 638 und 639:
8.2 Spannmittel-Datenbank Beispiel
- Seite 640 und 641:
8.2 Spannmittel-Datenbank Spanndorn
- Seite 642 und 643:
8.2 Spannmittel-Datenbank Körnersp
- Seite 644 und 645:
8.2 Spannmittel-Datenbank Zentrierk
- Seite 646 und 647:
8.3 Technologie-Datenbank Technolog
- Seite 648 und 649:
8.3 Technologie-Datenbank 648
- Seite 650 und 651:
9.1 Die Betriebsart Service 9.1 Die
- Seite 652 und 653:
9.2 Service-Funktionen System-Servi
- Seite 654 und 655:
9.3 Wartungssystem 9.3 Wartungssyst
- Seite 656 und 657:
9.3 Wartungssystem Wartungsmaßnahm
- Seite 658 und 659:
9.3 Wartungssystem Spezielle Listen
- Seite 660 und 661:
9.4 Diagnose Logfiles, Netzwerk-Ein
- Seite 662 und 663:
9.4 Diagnose 662
- Seite 664 und 665:
10.1 Die Betriebsart Transfer 10.1
- Seite 666 und 667:
10.1 Die Betriebsart Transfer USB-
- Seite 668 und 669:
10.1 Die Betriebsart Transfer Secur
- Seite 670 und 671:
10.1 Die Betriebsart Transfer Serie
- Seite 672 und 673:
10.2 Datenübertragung 10.2 Datenü
- Seite 674 und 675:
10.2 Datenübertragung „Maske“
- Seite 676 und 677:
10.2 Datenübertragung Ethernet-bas
- Seite 678 und 679:
10.3 Parameter und Betriebsmittel 1
- Seite 680 und 681:
10.3 Parameter und Betriebsmittel P
- Seite 682 und 683:
10.3 Parameter und Betriebsmittel D
- Seite 684 und 685:
10.4 Datei-Organisation 10.4 Datei-
- Seite 686 und 687:
10.4 Datei-Organisation Eigene und
- Seite 688 und 689:
11.1 Freistich- und Gewinde-Paramet
- Seite 690 und 691:
11.1 Freistich- und Gewinde-Paramet
- Seite 692 und 693:
11.1 Freistich- und Gewinde-Paramet
- Seite 694 und 695:
11.1 Freistich- und Gewinde-Paramet
- Seite 696 und 697:
11.1 Freistich- und Gewinde-Paramet
- Seite 698 und 699:
11.2 Steckerbelegung und Anschlussk
- Seite 700 und 701:
11.2 Steckerbelegung und Anschlussk
- Seite 702 und 703:
11.3 Technische Information Zubehö
- Seite 704 und 705:
11.3 Technische Information Standar
- Seite 706 und 707:
Index Bedienhilfen TURN PLUS Digita
- Seite 708 und 709:
Index F Fase DIN PLUS Zyklus G88 ..
- Seite 710 und 711:
Index G922 Drehzahl bei Vkonstant .
- Seite 712 und 713:
Index Linear- und Rundachsen ... 11
- Seite 714 und 715:
Index R Radius G87 ... 238 Rautiefe
- Seite 716 und 717:
Index Stechbearbeitung DIN PLUS Ein
- Seite 718 und 719:
Index Werkstückübergabe Abstechko
- Seite 720 und 721:
Übersicht G-Befehle KONTUR Übersi
- Seite 722 und 723:
Übersicht G-Befehle BEARBEITUNG Ü
- Seite 724 und 725:
Übersicht G-Befehle BEARBEITUNG Sy
- Seite 726 und 727:
Übersicht G-Befehle BEARBEITUNG So
- Seite 728 und 729:
Übersicht G-Befehle BEARBEITUNG 72