Keramisch gebundene CBN- und Diamant-Scheiben
Keramisch gebundene CBN- und Diamant-Scheiben
Keramisch gebundene CBN- und Diamant-Scheiben

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Keramisch</strong> <strong>geb<strong>und</strong>ene</strong> <strong>CBN</strong>- <strong>und</strong> <strong>Diamant</strong>-<strong>Scheiben</strong><br />
<strong>CBN</strong> - SCHEIBEN<br />
<strong>CBN</strong> (kubisches Bornitrid) wird durch Synthese hergestellt. Die Technik ähnelt der für <strong>Diamant</strong>en. Es ist weniger<br />
hart, aber widerstandsfähiger gegen Hitze als der <strong>Diamant</strong> <strong>und</strong> enthält keinen Kohlenstoff. Es ist das beste<br />
Schleifmittel zur Bearbeitung von Stählen <strong>und</strong> schwerem Gusseisen. Das keramische Bindemittel ist der beste<br />
Weg, um alle seine Funktionen voll zu nutzen.<br />
Diese <strong>Scheiben</strong> können im Gegensatz zu den harz<strong>geb<strong>und</strong>ene</strong>n, metallischen oder elektrolytischen sehr leicht<br />
während der Verarbeitung abgerichtet oder profiliert werden, so dass kontinuierliche Zyklen möglich werden, die<br />
sonst unmöglich wären.<br />
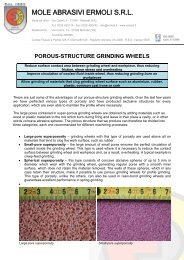
Die Struktur ist ziemlich offen, mit kontrollierter Porösität <strong>und</strong> dadurch verbesserter Kühlung, was zu einer erhöhten<br />
Abtragsleistung <strong>und</strong> einer Reduzierung des Verschleißes an der Scheibe führt.<br />
Zusammen mit den Eigenschaften des <strong>CBN</strong>-Schleifmittels erlauben es diese Eigenschaften, sehr hohe Leistungen<br />
mit Einsparungen bei den Durchlaufzeiten zu erzielen. Diese Ersparungen gleichen die höheren Kosten des<br />
Produktes aus.<br />
Der beste Anwendungsbereich ist das Innenschleifen auf Stähle mit Härten über HRC 58-60. In diesem Fall erhält<br />
man einen exzellenten Abtrag, viel höher als bei konventionellen Schleifmitteln, <strong>und</strong> auch als bei<br />
kunstharz<strong>geb<strong>und</strong>ene</strong>n <strong>und</strong> metall<strong>geb<strong>und</strong>ene</strong>n <strong>CBN</strong>-Schleifscheiben.<br />
<strong>Diamant</strong>schleifscheiben<br />
Auch der <strong>Diamant</strong> eignet sich für einige Bearbeitungsarten mit keramischem Bindemittel.<br />
Hier erlaubt die daraus resultierende poröse Struktur ebenfalls eine bessere Kühlung, die sehr wichtig für diese<br />
<strong>Scheiben</strong> ist, weil der <strong>Diamant</strong> oberhalb 700 °C in Graphit umgewandelt wird <strong>und</strong> seine Schleifeigenschaften<br />
vollständig verliert.<br />
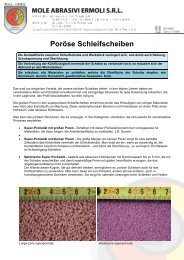
Unsere exklusiven keramischen Bindemittel erlauben es nicht, sehr harte <strong>Scheiben</strong> herzustellen, die zum Beispiel<br />
zum Schärfen von Werkzeugen geeignet wären. Dagegen produzieren wir <strong>Scheiben</strong>, die sich sehr für Arbeiten mit<br />
großer Kontaktfläche eignen, wie das Schleifen mit vertikaler Achse, geschlossenem Rand, Belägen oder<br />
Segmenten.<br />
Hervorragende Ergebnisse hat man beim Schleifen von Kugelhähnen mit Hartmetalloberfläche erhalten, die in der<br />
Ölindustrie verwendet wurden, <strong>und</strong> zwar mit Belag-Schleifscheiben.<br />
Kennzeichnung der <strong>Scheiben</strong><br />
Die <strong>Scheiben</strong> der Firma Ermoli sind mit einem Markierungssystem, das alle Eigenschaften ausweist, klassifiziert.<br />
Z.B. das Kennzeichen 100x20x25 - F20x5 - 1A1 - 2B 91 C100 N5 VB bedeutet:<br />
100x20x25 – externe Maße (Durchmesser x Dicke x Loch)<br />
F20x5 - Schnitt des Bandes<br />
1A1 – Form gemäß den FEPA-Normen<br />
2B – Schleifmittel, in diesem Fall <strong>CBN</strong><br />
91 – Korngeometrie gemäß den FEPA-Normen<br />
C100 - Konzentration Karat/cm3<br />
N5 – Härte <strong>und</strong> Struktur<br />
VB – Bindemittel, keramisch geb<strong>und</strong>en<br />
In <strong>Diamant</strong>scheiben wird die Kennung "B" durch "D" ersetzt.
Verwendungsparameter, Abrichten, Kühlmittel<br />
Wir empfehlen gerne den richtigen Parameter (Schnitttiefe, Rotation des Werkstücks, Zunahme,<br />
Umfangsgeschwindigkeit der Scheibe). All diese Parameter haben einen großen Einfluss auf der Ergiebigkeit jeder<br />
Bearbeitung.<br />
Mit keramischen Bindemitteln kann man die <strong>Scheiben</strong> direkt in der Maschine abrichten oder wiederformen. Man<br />
benutzt andernfalls kleine rotierende <strong>Diamant</strong>-Schleifscheiben mit hoher Geschwindigkeit, <strong>Diamant</strong>- oder<br />
Quetschwalzen, <strong>Diamant</strong>staub-Abdrehwerkzeuge oder Bremsgeräte. Diese Operationen müssen immer mit guter<br />
Kühlung durchgeführt werden <strong>und</strong> es kann die Instandsetzung der Scheibe durch Kor<strong>und</strong>-Schleifsticks nötig<br />
werden, insbesondere nach der Verwendung von Abdrehwerkzeugen oder Brems-Geräten, um die Schnittfähigkeit<br />
vollständig wiederherzustellen.<br />
Wir empfehlen die Verwendung von einem vollen Leichtöl, das auch als Schmiermittel wirkt, die Reibung<br />
vermindert <strong>und</strong> dadurch die Standzeit <strong>und</strong> den Grad der Fertigbearbeitung verbessert. Man kann verschiedene<br />
Arten von emulgierbaren Ölen benutzen, aber immer mit ziemlich hohen Konzentrationen (mindestens 5-6%).<br />
Trockenbearbeitung ist zu vermeiden.<br />
<strong>CBN</strong> - scheiben <strong>Diamant</strong>schleifscheiben