Hvof-Sprayed Materials Replace Hard-Chromium Plating
Hvof-Sprayed Materials Replace Hard-Chromium Plating
Hvof-Sprayed Materials Replace Hard-Chromium Plating

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
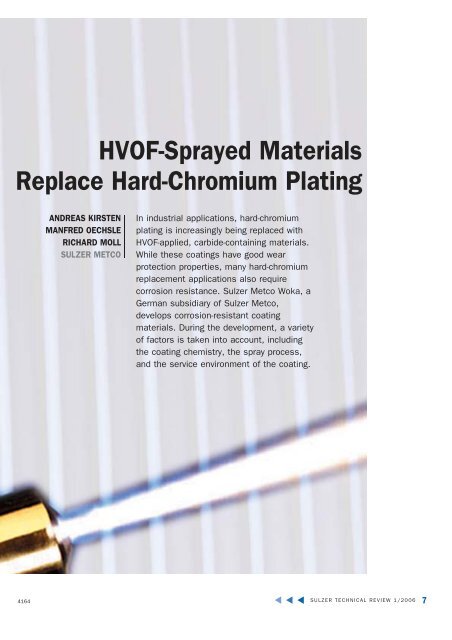
HVOF-<strong>Sprayed</strong> <strong>Materials</strong><br />
<strong>Replace</strong> <strong>Hard</strong>-<strong>Chromium</strong> <strong>Plating</strong><br />
4164<br />
ANDREAS KIRSTEN<br />
MANFRED OECHSLE<br />
RICHARD MOLL<br />
SULZER METCO<br />
In industrial applications, hard-chromium<br />
plating is increasingly being replaced with<br />
HVOF-applied, carbide-containing materials.<br />
While these coatings have good wear<br />
protection properties, many hard-chromium<br />
replacement applications also require<br />
corrosion resistance. Sulzer Metco Woka, a<br />
German subsidiary of Sulzer Metco,<br />
develops corrosion-resistant coating<br />
materials. During the development, a variety<br />
of factors is taken into account, including<br />
the coating chemistry, the spray process,<br />
and the service environment of the coating.<br />
SULZER TECHNICAL REVIEW 1/2006 7
8<br />
<strong>Hard</strong> chromium, applied<br />
electrochemically as plating,<br />
has a long and comprehensive<br />
history as a surface solution used<br />
to prevent wear and corrosion.<br />
Industrial applications include aircraft<br />
landing gear, turbine engines,<br />
hydraulics, and propeller hubs<br />
(Fig. 1). However, human health<br />
and environmental concerns over<br />
the presence of hexavalent chromium<br />
associated with this process<br />
have caused many industries to<br />
look for alternative solutions. For<br />
applications with larger surfaces,<br />
thermally-spraying of carbidecontaining<br />
materials using the<br />
high-velocity oxy-fuel (HVOF)<br />
process has proven to be a competitive<br />
substitute (see box).<br />
Lower Cost—<br />
Better Performance<br />
Experience shows that, in many<br />
cases, the right choice of the coating<br />
material can lower costs while<br />
improving performance (Fig. 2). In<br />
laboratory tests, however, some<br />
HVOF-sprayed coatings have<br />
demonstrated insufficient corrosion<br />
resistance. Therefore, the development<br />
of coating materials<br />
SULZER TECHNICAL REVIEW 1/2006<br />
that exhibit both wear and corrosion<br />
resistance and can be used in<br />
the HVOF process has high priority.<br />
For carbide-containing materials,<br />
the agglomeration and sintermanufacturing<br />
technique is highly<br />
promising, as many different<br />
material combinations are possible<br />
and because metallic matrices,<br />
which influence the application<br />
success, can be tailored precisely.<br />
Cermet-type coatings, where the<br />
carbide constituent is cemented<br />
within a metallic matrix, are the<br />
most suitable carbide-containing<br />
materials with respect to wear and<br />
corrosion resistance. In such a<br />
coating system, the carbide provides<br />
wear protection, and the<br />
metallic matrix can be formulated<br />
from a corrosion-resistant alloy.<br />
Tungsten carbide and chromium<br />
carbide are the most commonly<br />
used carbides for thermal spray.<br />
Specialized Alloys<br />
for Difficult Applications<br />
While tungsten carbide and<br />
chromium carbide are highly corrosion-resistant,<br />
they are not used<br />
as HVOF coating material in pure<br />
form but rather in metallic matri-<br />
Sulzer Metco DiamondJet ®<br />
HVOF: An Alternative to <strong>Chromium</strong> <strong>Plating</strong><br />
HVOF is a thermal spray technology where a powder is fed into a spray gun. There, a<br />
fuel—usually ethylene, hydrogen, or kerosene—is burned with oxygen, and the heated<br />
and softened powder is ejected as a spray with the supersonic gases (see STR 1/2004,<br />
p. 4). HVOF is a flexible dry-coating technology with<br />
low environmental impact. HVOF covers many applications<br />
with a variety of possible coating materials.<br />
The use of hard chromium, however, is so prevalent<br />
that no single technology or material can replace<br />
it generally. Among all choices, carbide-containing<br />
materials are very promising due to their wide range<br />
of application.<br />
1 Apart from health concerns, legal<br />
requirements also compel the elimination<br />
of hard-chromium plating in<br />
industrial use. Sulzer Metco develops<br />
coating materials that can replace<br />
hard chromium in applications that<br />
require high corrosion resistance, like<br />
the coating of aircraft landing gear.<br />
ces. As in the cemented-carbide industry,<br />
for thermal spray powders,<br />
single metal matrixes of nickel and<br />
cobalt are most often used as well.<br />
For applications requiring more<br />
specific properties, specialized alloys<br />
can be used, such as cobaltchromium,<br />
nickel-chromium, and<br />
nickel-chromium/ -molybdenum.<br />
These metals are added either as<br />
prealloyed powders or, for costsaving<br />
reasons, as finely powdered<br />
elemental metals during the<br />
homogenizing process of the spray<br />
powder.<br />
During sintering, they form<br />
pseudoalloys with a corrosion resistance<br />
that is nearly identical to<br />
that of their prealloyed counterparts.<br />
The matrix material, however, remains<br />
the weak point of corrosionresistant<br />
coatings. In addition, the<br />
coatings must be dense to prevent<br />
the worst-possible condition of<br />
electrolyte penetration to the substrate.<br />
This penetration causes galvanic<br />
coupling and results in corrosion<br />
of the substrate and delamination<br />
of the coating.
Extensive Research<br />
Sulzer Metco carried out a research<br />
program to identify the<br />
main parameters influencing the<br />
hardness and corrosion resistance<br />
of HVOF coating materials by<br />
varying the fuel/oxygen ratio<br />
lambda (λ) and the distance between<br />
the HVOF spray gun and<br />
the surface. The coatings were subjected<br />
to standardized hardness<br />
and wear test procedures and their<br />
properties compared with those of<br />
hard-chromium plating. In almost<br />
every instance, the carbide coatings<br />
exhibited higher coating<br />
hardness and greater wear resistance<br />
than galvanic hard-chromium<br />
plating.<br />
To study the corrosion resistance<br />
of HVOF materials, the coatings<br />
were electrochemically tested in<br />
saline, acidic, and alkaline aqueous<br />
solutions for two hours and<br />
twenty-four hours immersion time<br />
(Fig. 3). The corrosion rate of the<br />
coatings was compared with that<br />
of the uncoated, low-carbon steel<br />
substrate and with that of galvanic<br />
hard chromium. HVOF coatings<br />
2 Coating landing gear—here a<br />
Sulzer Metco DiamondJet spraying a<br />
landing gear strut—is the major use<br />
of hard chromium in aircraft. With its<br />
improved performance, the HVOF<br />
process lowers the expected overhaul<br />
frequency, thereby reducing the lifetime<br />
cost of ownership.<br />
with matrices of nickel-chromium<br />
alloys demonstrated superior resistance<br />
in all solutions. Furthermore,<br />
post-testing examination of<br />
the interface of the coating to the<br />
substrate revealed no signs of galvanic<br />
corrosion.<br />
Award-Winning Results<br />
Carbide-containing materials certainly<br />
rival hard-chromium plating<br />
in terms of hardness and wear<br />
resistance; tungsten carbide materials<br />
also have potentially better<br />
corrosion resistance than hardchromium<br />
plating. Very good<br />
durable corrosion resistance in different<br />
corrosive environments can<br />
be obtained through the choice of<br />
matrix material and the careful<br />
control of the HVOF spray<br />
process. Coatings must be very<br />
dense in terms of interparticle<br />
bonding to prevent electrolytes<br />
from penetrating the coating. This<br />
shields the substrate from attack,<br />
which is particularly important<br />
with less noble substrate materials.<br />
The HVOF spray parameters<br />
show a strong influence on the corrosion<br />
behavior of coatings in<br />
service (Fig. 4). Provided that the<br />
formation of brittle carbide phases<br />
is avoided, a higher particle temperature<br />
is helpful. Thanks to this<br />
extensive research—which received<br />
a certificate of merit by two<br />
reputed materials technology associations—Sulzer<br />
Metco now offers<br />
carbide-containing coating<br />
materials that can replace hardchromium<br />
plating even in applications<br />
where high corrosion resistance<br />
is required.<br />
3 Sulzer Metco Woka in Barchfeld (DE) carried out the<br />
research. In the corrosion chamber (right), the polarization<br />
resistance of the coatings was measured. Per definition, the<br />
polarization resistance Rρ (kΩ ·cm –2 ) is inversely proportional<br />
to the corrosion rate of the coatings.<br />
4 The long-term corrosion tests revealed the strong influence<br />
of the particle temperature, which is high for low<br />
lambda values, or short stand-off distances. It was found<br />
that the hotter the flame and, therefore, the hotter the<br />
spray particles in the flame, the better the corrosion performance<br />
of the coating—measured by the high polarization<br />
resistance and high corrosion potential.<br />
Polarization resistance Rρ (kΩ ·cm –2 )<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
–100<br />
–150<br />
–200<br />
–250<br />
–300<br />
–350<br />
–400<br />
–450<br />
–500<br />
–550<br />
–600<br />
0 20 40 60 80 100 120 140<br />
Time (hours)<br />
Contact<br />
Sulzer Metco Woka GmbH<br />
Andreas Kirsten<br />
Im Vorwerk 25<br />
36456 Barchfeld<br />
Germany<br />
Phone +49 (0)36961 861 42<br />
Fax +49 (0)36961 861 33<br />
andreas.kirsten@sulzer.com<br />
Distance<br />
300 mm<br />
300 mm<br />
300 mm<br />
350 mm<br />
Lambda<br />
1.25<br />
1.15<br />
1.05<br />
1.05<br />
Corrosion potential Ecorr (mV)<br />
SULZER TECHNICAL REVIEW 1/2006 9