Abschnitt Fügen.pdf - Frankfurt 2010
Abschnitt Fügen.pdf - Frankfurt 2010
Abschnitt Fügen.pdf - Frankfurt 2010

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
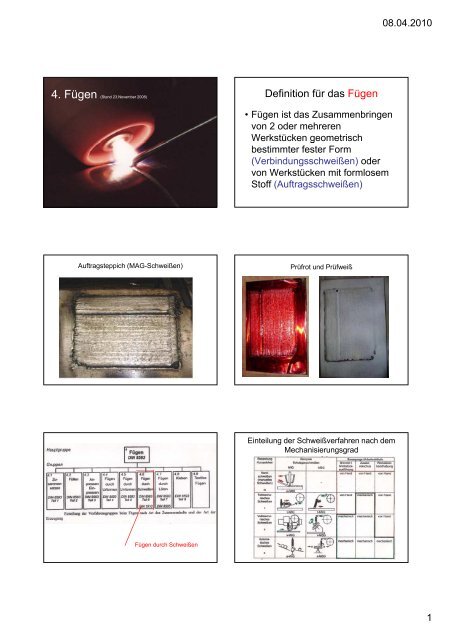
4. <strong>Fügen</strong> (Stand 23.November 2008)<br />
<strong>Fügen</strong> durch Schweißen<br />
Definition für das <strong>Fügen</strong><br />
• <strong>Fügen</strong> ist das Zusammenbringen<br />
von 2 oder mehreren<br />
Werkstücken geometrisch<br />
g<br />
bestimmter fester Form<br />
(Verbindungsschweißen) oder<br />
von Werkstücken mit formlosem<br />
Stoff (Auftragsschweißen)<br />
Auftragsteppich (MAG-Schweißen) Prüfrot und Prüfweiß<br />
<strong>Fügen</strong> durch Schweißen<br />
Einteilung der Schweißverfahren nach dem<br />
Mechanisierungsgrad<br />
08.04.<strong>2010</strong><br />
1
Einteilung der Schweißverfahren nach dem<br />
physikalischen Ablauf<br />
Energieform<br />
Stoffschluss<br />
durch:<br />
Schmelzschweißverfahren<br />
Pressschweißverfahren<br />
Wärme Druck<br />
oder<br />
Wärme und Druck<br />
Schmelzfluss der Fügeteile<br />
und des Zusatzwerkstoffes<br />
Beispiele Lichtbogenhandschweißen,<br />
MAG-Schweißen,<br />
WIG-Schweißen,<br />
Gasschmelzschweißen<br />
Schweißpositionen<br />
Fugenformen beim Schweißen<br />
Plastifizieren und örtliches<br />
Verformen der Fügeteile<br />
Reibschweißen,<br />
Widerstandspunktschweißen,<br />
Abbrennstumpfschweißen<br />
Stoßarten beim Schweißen<br />
Fertigungskosten bei Zwangslagen<br />
Position Korrekturfaktor<br />
für Lichtbogenbrenndauer<br />
PA 1,0<br />
PB 11 1,1<br />
PC 1,5<br />
PD, PF, PG 1,6<br />
PE 1,7<br />
Bezeichnungen an der Kehlnaht<br />
08.04.<strong>2010</strong><br />
2
Bezeichnungen an der Stumpfnaht<br />
Vergleich des Nahtprofils von WIG-, MAG-,<br />
Plasma- und Elektronenstrahlschweißen<br />
Wärmeeinflusszone<br />
(WEZ)<br />
Grundwerkstoff<br />
Energiedichte der Schweißverfahren<br />
Geringe Energiedichte<br />
(Autogenschweißen)<br />
WEZ WEZ<br />
08.04.<strong>2010</strong><br />
Schweißnaht<br />
Hohe Energiedichte<br />
Plasmaschw., EB…<br />
Temperaturverlauf<br />
Nahtaufbau beim Schmelzschweißen<br />
• Einlagentechnik<br />
• gussähnliche Eigenschaften, lange<br />
Stengelkristallite,<br />
• Verunreinigungen in der Mitte (Heißrisse)<br />
• Für saubere Werkstoffe (s max = 10 mm)<br />
• Pendellagentechnik g<br />
• Gefüge wird großflächig erwärmt und wird<br />
großflächig durch wiederholtes Normalisieren<br />
umgekörnt<br />
• Gute Zähigkeitswerte<br />
• Zugraupentechnik<br />
• Nur geringe Energie pro Lage →kaum<br />
Umkörnung<br />
• Teuer und rissempfindlich<br />
Autogenschweißbrenner Brenner zum Autogenbrennschneiden<br />
3
Autogenbrennschneiden<br />
Gasschmelzschweißen<br />
Autogenschweißen (Nach-rechts-Schweißen)<br />
Autogenbrenner zum Aushalsen Autogenflammen zum Flammwärmen<br />
08.04.<strong>2010</strong><br />
4
Flammhärten<br />
Gleichrichtung von Einphasenwechselstrom mit<br />
Zweiimpuls-Brückenschaltung (Graetz-Schaltung)<br />
Anwendung Autogenschweißen<br />
Schweißtransformatoren<br />
Gleichrichtung von Drehstrom<br />
als Thyristorstromquelle<br />
08.04.<strong>2010</strong><br />
5
WIG-Orbitalschweißen am Hydroformteil<br />
WIG-Brenner<br />
WIG-Orbitalschweißen<br />
WIG-Orbitalschweißen WIG-Orbitalschweißen<br />
08.04.<strong>2010</strong><br />
6
Kurzlichtbogen<br />
Plasmaschweißen<br />
Lichtbogenarten beim MAG-Schweißen<br />
MAG-Kurzlichtbogentechnik<br />
• Speziell für<br />
Dünnblechschweißen<br />
s = 0,6...4 mm<br />
• Is = 100 – 150 A<br />
• Tropfenfrequenz<br />
f = 100 – 200 Hz<br />
• Kurzschlussbehafteter<br />
Werkstoffübergang<br />
• MR = 1….15 kg/h<br />
(Abschmelzleistung)<br />
08.04.<strong>2010</strong><br />
7
Sprühlichtbogen MAG - Sprühlichtbogen<br />
MAG-Rotationslichtbogen<br />
• Is = 250 – 350 A<br />
• Kurzschlussfreier<br />
Werkstoffübergang<br />
• Dünnflüssiges<br />
Schmelzbad,<br />
• für dicke Bleche in<br />
Wannenlage PA<br />
• Glatte, flache Nähte<br />
MAG-Rotationslichtbogen<br />
• Schweißstrom Is > 400 A<br />
• Schweißspannung Us > 39 V<br />
•VDraht = 20 -45 m/min<br />
• Rotationsfrequenz 800 – 1200 Hz<br />
• Für große Blechdicken<br />
MAG – Impulslichtbogen<br />
(bei jedem Stromimpuls wird ein Tropfen abgelöst) MIG / Mag Schweißbrenner<br />
08.04.<strong>2010</strong><br />
8
Portalroboter zum MAG-Schweißen MAG-Schweißen<br />
Drahtspule und Drahtvorschub<br />
Gerätekonzepte für das MIG-MAG-Schweißen<br />
Kompaktanlage<br />
Universalanlage<br />
Kleinspulanlage<br />
Push-Pull-<br />
Anlage<br />
MIG / MAG Stromquelle<br />
08.04.<strong>2010</strong><br />
9
Engspaltschweißen mit Drehbarer Düse<br />
Drahtvorschub<br />
-Antrieb<br />
6 ….30 mm<br />
Zusatzwerkstoff (ZW)<br />
Grundwerkstoff (GW)<br />
Drehbare<br />
Stromkontaktdüse<br />
Schweißnaht<br />
Schweißzusatzwerkstoff zum MAG-<br />
Schweißen nach DIN EN 440<br />
Einfluss des Schweißverfahrens auf den Einbrand Einfluss der Schweißleistung auf den Einbrand<br />
Einfluss des Schweißgeschwindigkeit auf den<br />
Einbrand<br />
Schweißpulver<br />
-zuführung<br />
4.1.2.4 Unter-Pulver-Schweißen (UP)<br />
Drahtelektrode<br />
Drahtvorschub<br />
Werkstück<br />
Stromquelle<br />
Pulver<br />
Schlacke<br />
Schweißnaht<br />
Schmelzbad<br />
Lichtbogen und Werkstoffübergang<br />
08.04.<strong>2010</strong><br />
10
4.1.2.5 Widerstandsschweißen<br />
Parameter beim Widerstandspunktschweißen<br />
Is Schweißstrom ……105 A<br />
Us Schweißspannung 0,5 …10 V (für Zangen bis 25 V)<br />
t Schweißzeit 2 ms …einige min, (Angabe in Perioden)<br />
RG Gesamtwiderstand im Schweißkreis 0,1 …2,0 mΩ<br />
F FE Elektrodenkraft 00,1…106 1 106 N (für 2x1mm Stahlblech 11,5 5<br />
KN)<br />
s Schweißbare Blechdicken 0,005 …8mm<br />
Stromart: Wechselstrom überwiegt,<br />
Gleichstrom nimmt zu<br />
Werkstoffe: alle Werkstoffe, die auch im teigigen Zustand<br />
schweißbar sind, Stahl, Stahlguss, Leichtmetalle,<br />
Buntmetalle, Metallkombinationen<br />
Nebenschlussverluste<br />
Geometrie der Schweißlinse<br />
08.04.<strong>2010</strong><br />
11
Ermittlung der Scherzug-Kraft<br />
08.04.<strong>2010</strong><br />
12
Punktschweißzange mit Fahrwagen<br />
Roboter-Schweiß-Zange in Ablage 2-Punkt-Schweißgerät<br />
Thyristorsteller beim Punktschweißen Rollennahtschweißen<br />
Rollenelektroden<br />
Fügeteil<br />
08.04.<strong>2010</strong><br />
13
Rollennahtschweißen mit Roboter<br />
Laser-Schweißen<br />
Abbrennstumpfschweißen<br />
Reibschweißen<br />
a ein Bauteil fest, ein Bauteil rotierend<br />
b rotierendes Zwischenstück<br />
c Auftragsschweißen<br />
d Rührreibschweißen (vorzugsweise Aluminium)<br />
Reibschweißen – Das Verfahren Reibschweißen - Beispiele<br />
08.04.<strong>2010</strong><br />
14
Reibschweißen - Beispiele<br />
Rühr-Reibschweißen (FSW)<br />
Rühr-Reibschweißen (FSW)<br />
Reibschweißen - Beispiele<br />
Rühr-Reibschweißen (SFW)<br />
MBL-Schweißen<br />
08.04.<strong>2010</strong><br />
15
4.2 Löten<br />
Gestaltung von Lötverbindungen I<br />
schlecht gut<br />
Steighöhe des Lotes im Spalt<br />
Gestaltung von Lötverbindungen II<br />
schlecht gut<br />
08.04.<strong>2010</strong><br />
16
Lotformteile Ersatzlegierungen für Sn63 Pb37<br />
Die viel versprechendsden bleifreien Lote<br />
Verstärkte Oxidation durch bleifreie Lote<br />
Die Dehnungswerte von SnPb werden durch die<br />
bleifreien Lote nicht erreicht<br />
4.3 Umformendes <strong>Fügen</strong><br />
08.04.<strong>2010</strong><br />
17
Clinchen mit Materialtrennung Clinchen ohne Materialtrennung<br />
08.04.<strong>2010</strong><br />
18
Clinchprobe mit geringem Hinterschnitt Clinchprobe mit ausreichendem Hinterschnitt<br />
Beispiele Clinchen Fließloch formende Schrauben<br />
Stanzniet<br />
08.04.<strong>2010</strong><br />
19
Schließringniet Blindniet<br />
Verlappen<br />
08.04.<strong>2010</strong><br />
20
08.04.<strong>2010</strong><br />
21