Leseprobe - DGQ
Leseprobe - DGQ
Leseprobe - DGQ

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
1 Einleitung<br />
Diese Schrift wendet sich besonders an die Ingenieure und Techniker in der<br />
Qualitätsplanung und Qualitätslenkung.<br />
Die beschriebenen Verfahren stellen eine Auswahl dar, die auf einen großen Teil<br />
der in der betrieblichen Praxis vorkommenden Fälle anwendbar sind. Der Einsatz<br />
statistischer Methoden ist kein Ersatz für fehlendes Wissen über die im Prozeß<br />
eingesetzten Einrichtungen und Verfahren. Statistische Methoden sind jedoch<br />
wichtige Werkzeuge zum Überwachen und Beherrschen des Prozesses, um damit<br />
seine Qualitätsfähigkeit zu verbessern.<br />
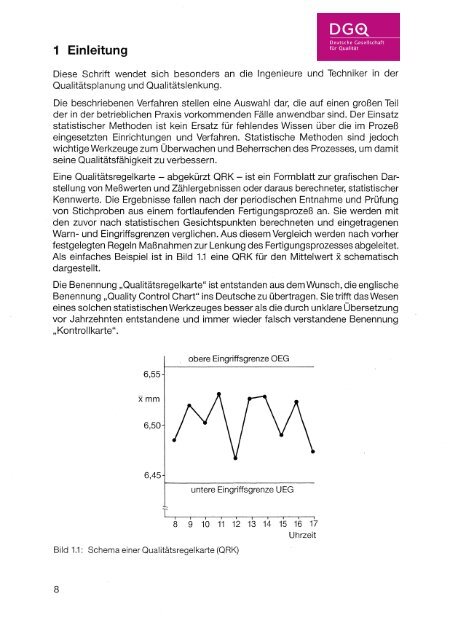
Eine Qualitätsregelkarte - abgekürzt QRK - ist ein Formblatt zur grafischen Darstellung<br />
von Meßwerten und Zählergebnissen oder daraus berechneter, statistischer<br />
Kennwerte. Die Ergebnisse fallen nach der periodischen Entnahme und Prüfung<br />
von Stichproben aus einem fortlaufenden Fertigungsprozeß an. Sie werden mit<br />
den zuvor nach statistischen Gesichtspunkten berechneten und eingetragenen<br />
Warn- und Eingriffsgrenzen verglichen. Aus diesem Vergleich werden nach vorher<br />
festgelegten Regeln Maßnahmen zur Lenkung des Fertigungsprozesses abgeleitet.<br />
Als einfaches Beispiel ist in Bild 1.1 eine QRK für den Mittelwert xschematisch<br />
dargestellt.<br />
Die Benennung "Qualitätsregelkarte" ist entstanden aus dem Wunsch, die englische<br />
Benennung "Quality Contral Chart" ins Deutsche zu übertragen. Sie trifft das Wesen<br />
eines solchen statistischen Werkzeuges besser als die durch unklare Übersetzung<br />
vor Jahrzehnten entstandene und immer wieder falsch verstandene Benennung<br />
"Kontrollkarte".<br />
6,55<br />
xmm<br />
6,50<br />
6,45<br />
Bild 1.1: Schema einer Qualitätsregelkarte (ORK)<br />
8<br />
obere Eingriffsgrenze OEG<br />
untere Eingriffsgrenze UEG<br />
1 I I I I i I I i I I<br />
8 9 10 11 12 13 14 15 16 17<br />
Uhrzeit
Im Englischen bedeutet "to control" soviel wie "steuern" (vgl. "ControITower" eines<br />
Flughafens), während unter dem deutschen Verb "kontrollieren" die Überprüfung<br />
eines abgeschlossenen Vorgangs verstanden wird. Dennoch ist zu erwarten, daß<br />
es viele Jahre dauern wird, bis die weit verbreitete Benennung "Kontrollkarte"<br />
überall durch "Qualitätsregelkarte" ersetzt ist.<br />
Ähnlich liegen die Verhältnisse bei der Benennung der Grenzen. Während die<br />
Benennung "Warngrenze" als eindeutig beibehalten wurde, ist die bisherige Benennung<br />
"Kontrollgrenze" durch "Eingriffsgrenze" ersetzt worden, weil dadurch<br />
die Tätigkeit, die das Überschreiten dieser Grenze auslöst, besser zum Ausdruck<br />
kommt.<br />
Im Rahmen der Statistischen Prozeßlenkung (SPC - Statistical Process Control)<br />
stellen QRK ein wichtiges Werkzeug dar. Die Anwendungsmöglichkeit der QRK ist<br />
nicht auf Fertigungsvorgänge beschränkt. Sie kann in analoger Weise eingesetzt<br />
werden zur Überwachung von Laborversuchen, von Ergebnissen von Eingangsprüfungen<br />
usw., kurz überall dort, wo Untersuchungen gleicherArt an Stichproben<br />
- bevorzugt-gleichen Umfangs - regelmäßig durchgeführt werden. Auch bei 100%<br />
Prüfungen können QRK zur Prozeßlenkung eingesetzt werden.<br />
1.1 Qualitätslenkung mit Qualitätsregelkarten (QRK)<br />
Qualitätsregelkarten (QRK) sind die wichtigsten Werkzeuge, die zur Qualitätslenkung<br />
von Prozessen im Rahmen der Statistischen Prozeßlenkung (SPC) eingesetzt<br />
werden.<br />
Um entscheiden zu können, bei welchen Prozessen QRK eingesetzt werden<br />
sollen, sind die in Frage kommenden Prozesse bezüglich ihrer Beherrschung und<br />
ihrer Qualitätsfähigkeit zu untersuchen. Hierbei sind die beiden Begriffe "Prozeßbeherrschung"<br />
(beherrschter Prozeß) und "Qualitätsfähigkeit" (qualitätsfähiger<br />
Prozeß) zu unterscheiden.<br />
Ein beherrschter Prozeß ist gegeben, wenn sich die Parameter der Verteilung<br />
der Merkmalswerte des Prozesses (z. B. Mittelwert !l und Standardabweichung a<br />
bei einer Normalverteilung) praktisch nicht oder nur in bekannter Weise oder<br />
in bekannten Grenzen ändern [1]. Ein beherrschter Prozeß ist verstanden worden,<br />
er überrascht nicht! Dieser Zustand wird bisweilen mit den Worten "der Prozeß ist<br />
unter statistischer Kontrolle" umschrieben.<br />
Ein qualitätsfähiger Prozeß ist geeignet, Einheiten zu erzeugen, die die Qualitätsforderung<br />
erfüllen und deren Merkmalswerte innerhalb spezifizierter Grenzwerte<br />
liegen. Ein qualitätsfähiger Prozeß liefert praktisch keinen Ausschuß!<br />
Jeder Prozeß befindet sich in einer der vier möglichen Positionen der folgenden<br />
Übersicht:<br />
Der Prozeß ist beherrscht nicht beherrscht<br />
qualitätsfähig A (C)<br />
nicht qualitätsfähig B ((D))<br />
Bild 1.2: Übersicht über verschiedene Prozeßsituationen [2]<br />
9
Status A ist unzweifelhaft der beste Zustand, denn er weist den Prozeß sowohl als<br />
qualitätsfähig als auch als beherrscht aus. Diesen Zustand muß man erreichen.<br />
Beim Status B ist es erforderlich, entweder den Prozeß in RichtungAzu verbessern<br />
oder aber eine Sortierprüfung einzuführen.<br />
Status C ist in Klammern aufgeführt, weil man bei einem nicht beherrschten Prozeß<br />
keine präzise Aussage über die Qualitätsfähigkeit machen kann. Bei einem nicht<br />
beherrschten Prozeß ändert sich die Verteilung der Merkmalswerte in (zumindest<br />
teilweise) unbekannter Weise. Um einen solchen Prozeß zu beherrschen, sind die<br />
Ursachen für dieses Verhalten zu suchen, d. h. der Zusammenhang zwischen den<br />
Einflüssen auf den Prozeß und derVerteilung seiner Merkmalswerte ist zu untersuchen.<br />
Hierbei ist es vorteilhaft, die Methoden der Statistischen Versuchsmethodik<br />
anzuwenden und ein System der Lenkung durch Qualitätsregelkarten einzurichten.<br />
Erst dann findet man heraus, ob der nunmehr beherrschte Prozeß qualitätsfähig<br />
(Status A) oder nicht qualitätsfähig (Status B) ist.<br />
Status D hat keine praktische Bedeutung.<br />
Qualitätsfähigkeit und Prozeßbeherrschung sind für jedes Qualitätsmerkmal zu<br />
untersuchen.<br />
Es bietet sich an, Prozesse für die Qualitätslenkung mit QRK auszuwählen, die sich<br />
im Status C befinden. Eine Beschränkung auf zunächst wenige Prozesse ermöglicht<br />
eine intensive Betreuung durch den "SPC-/QRK-Fachmann" und wird<br />
deshalb schneller zum Erfolg führen.<br />
Entgegen landläufiger Meinung ist es für die Qualitätslenkung mit QRK nicht unbedingt<br />
erforderlich, elektronische Datenverarbeitung einzusetzen, obwohl statistische<br />
Auswertungen damit wesentlich schneller auszuführen sind. In vielen<br />
Fällen ist ein einfacherTaschenrechner mit Statistikfunktionen schon eine wesentliche<br />
Hilfe beim Anlegen und Führen der Qualitätsregelkarten.<br />
Eine unabdingbare Voraussetzung ist jedoch die Beherrschung der QRK-Technik.<br />
Es ist vorteilhaft, zunächst einfache QRK zu wählen, um die Akzeptanz im Betrieb<br />
möglichst schnell zu erreichen. Bei elektronischer Meßwerterfassung oder bei<br />
Prüfeinrichtungen mit angeschlossenen Rechnern bietet es sich an, die Qualitätsregelkarten<br />
mittels EDV zu führen.<br />
Wenn im Zuge der Einführung von QRK die Meßwerterfassung automatisiert werden<br />
kann, wird das als Vorteil empfunden. Das Projekt wird als Arbeitserleichterung<br />
begrüßt und nicht als "schon wieder etwas Neues" emotional abgelehnt.<br />
In allen Fällen, in denen derAufwand für die Prüfung und andere Bedingungen, wie<br />
ausreichende Qualifikation des Personals und wirtschaftliche Überlegungen, es<br />
zulassen, sollte die Prüfung als Selbstprüfung durchgeführt werden.<br />
Die Kombination der Selbstprüfung mit dem Führen von QRK durch den Bearbeiter<br />
hat sich als besonders erfolgreich erwiesen. Daher sollte die Selbstprüfung bei<br />
Einführung von QRK ebenfalls eingeführt werden. Für die dauerhafte Wirksamkeit<br />
der Selbstprüfung muß gesorgt werden. Das geschieht am besten anhand einer<br />
10
Lenkung und Beratung der Selbstprüfer durch das Qualitätswesen. Diese Lenkung<br />
erfolgt zweckmäßig in der Form eines "Verfahrensaudit Selbstprüfung", das sich<br />
auch auf das Führen der Qualitätsregelkarten erstreckt. Eine vorausgehende<br />
Schulung der Selbstprüfer in der Eintragung gewonnener Ergebnisse in die<br />
Qualitätsregelkarten ist erforderlich [3].<br />
1.2 Arten von Merkmalen<br />
In der QRK-Technik sind je nach Art der betrachteten Merkmale unterschiedliche<br />
Methoden beim Auswerten von Prozeßvorläufen und beim Anlegen, Führen und<br />
Auswerten von QRK anzuwenden. Um Fehlinterpretationen vorzubeugen, werden<br />
in diesem Abschnitt merkmalsbezogene Begriffe erläutert [4].<br />
Ein Merkmal ist eine Eigenschaft zum Erkennen oder zum Unterscheiden von Einheiten<br />
(Einheiten sind die betrachteten materiellen oder immateriellen Gegenstände).<br />
Es kann verschiedene Merkmalswerte annehmen. Durch die Festlegung<br />
des betrachteten Merkmals (z. B. Farbe, Länge) ist die Art des Merkmals bestimmt<br />
und damit auch die Art der Merkmalswerte (z. B. rot, 3 m).<br />
Ein Qualitätsmerkmal ist ein die Qualität mitbestimmendes Merkmal.<br />
Ein Prüfmerkmal ist ein Merkmal, anhand dessen eine Prüfung durchgeführt wird.<br />
Ein Produktmerkmal ist ein Merkmal des Produktes (Länge, Gewicht, Schlierenfreiheit).<br />
Ein Prozeßmerkmal ist ein den Prozeß kennzeichnendes Merkmal als ein Merkmal<br />
des Prozesses selbst (Temperatur, Druck, Kolbenhub) oder als ein Merkmal eines<br />
Prozeßergebnisses (Produktmerkmal), das mit dem Merkmal des Prozesses hinreichend<br />
korreliert ist.<br />
Sowohl Produktmerkmale als auch Prozeßmerkmale können Prüfmerkmale sein.<br />
Produktmerkmale, die Prüfmerkmale sind,<br />
- sind häufig zugleich auch Qualitätsmerkmale des Produktes (Breite eines Deckglases,<br />
Gewicht eines Pendelschlaghammers),<br />
- müssen aber kein Qualitätsmerkmal des Produktes sein (Gewicht eines Deckglases).<br />
Es gibt<br />
- quantitative Merkmale Merkmale, deren Werte einer Skala zugeordnet sind, auf<br />
der Abstände definiert sind<br />
- qualitative Merkmale Merkmale, deren Werte einer Skala zugeordnet sind, auf<br />
der keine Abstände definiert sind.<br />
(Eine Skala ist der zweckmäßig geordnete Wertebereich eines Merkmals.)<br />
Es gibt zwei Arten quantitativer Merkmale<br />
- kontinuierliche Merkmale (auch stetige Merkmale genannt)<br />
Temperatur eines Lötbades in Kelvin<br />
Gewicht von Deckgläsern in Gramm<br />
11
1.3 Einflüsse auf einen Prozeß<br />
In jedem Prozeß wirkt eine Vielzahl von Einflüssen auf das Produkt ein.<br />
Zufällige Einflüsse führen zu Abweichungen einzelner Merkmalswerte vom Mittelwert.<br />
Die Abweichung eines einzelnen Merkmalswertes ist nicht vorhersehbar,<br />
während die Verteilung der Merkmalswerte einer Serie von produzierten Einheiten<br />
angegeben werden kann.<br />
Systemische Einflüsse sind - nach entsprechenden Untersuchungen - in der<br />
Wirkung auf jede produzierte Einheit der Größe und Richtung nach bekannt.<br />
Es werden physikalische Gesetzmäßigkeiten beschrieben.<br />
Störeinflüsse sind in der Wirkung weder der Größe noch der Richtung nach<br />
voraussehbar.<br />
Das folgende Bild zeigt das Modell eines mit SPC gelenkten Prozesses.<br />
Maßnahmen