Produktkatalog - Hera
Produktkatalog - Hera
Produktkatalog - Hera

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
6 HERA ® — GERÜSTWERKSTOFFE<br />
6.7<br />
EINBETTMASSEN<br />
EINBETTMASSEN<br />
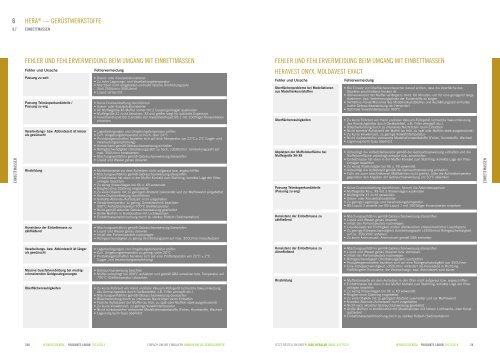
FEHLER UND FEHLERVERMEIDUNG BEIM UMGANG MIT EINBETTMASSEN FEHLER UND FEHLERVERMEIDUNG BEIM UMGANG MIT EINBETTMASSEN<br />
Fehler und Ursache Fehlervermeidung<br />
Passung zu weit<br />
Passung Teleskopsekundärteile /<br />
Passung zu eng<br />
Verarbeitungs- bzw. Abbindezeit ist kürzer<br />
als gewünscht<br />
Rissbildung<br />
Konsistenz der Einbettmasse zu<br />
zähfl ießend<br />
Verarbeitungs- bzw. Abbindezeit ist länger<br />
als gewünscht<br />
Massive Gussfahnenbildung bei niedrigschmelzenden<br />
Goldgusslegierungen<br />
Oberfl ächenrauhigkeiten<br />
• Dosier- oder Konzentrationsfehler<br />
• Zu hohe Lagerungs- und Verarbeitungstemperatur<br />
• Mischzeit nicht eingehalten und/oder falsche Umdrehungszahl<br />
(Soll 250U/min-350U/min)<br />
• Liquid vertauscht<br />
• Keine Druckeinbettung durchführen<br />
• Dosier- oder Konzentrationsfehler<br />
• Ab Muffelgröße X6 Muffel immer mit 2 Gussringeinlagen auskleiden<br />
• Muffelgröße X1 nicht benutzen, X3 und größer sorgt für optimale Expansion<br />
• Investmentliquid BS 3 anstelle von Investmentliquid BS 1 mit 100%iger Konzentration<br />
einsetzen<br />
• Lagerbedingungen und Umgebungstemperatur prüfen<br />
• Evtl. Umgebungstemperatur zu hoch; über 24°C<br />
• Produkteigenschaften beziehen sich auf eine Temperatur von 22°C ± 2°C (Lager- und<br />
Verarbeitungsempfehlung)<br />
• Anmischzeit gemäß Gebrauchsanweisung einhalten<br />
• Rührgeschwindigkeit (Umdrehungszahl) zu hoch; >350U/min. Umdrehungszahl auf<br />
max. 350U/min herabsetzen<br />
• Mischungsverhältnis gemäß Gebrauchsanweisung überprüfen<br />
• Liquid und Wasser genau dosieren<br />
• Muffeloberseite vor dem Aufsetzen nicht aufgeraut bzw. angeschliffen<br />
• Mischungsverhältnis gemäß Gebrauchsanweisung überprüfen<br />
• Einbettmasse hat oben in der Muffel Kontakt zum Stahlring; korrekte Lage der Vlieseinlagen<br />
beachten<br />
• Zu wenig Vlieseinlagen bei X6 u. X9 verwendet<br />
• Ringfrei ohne Stahlring eingebettet<br />
• Zu viele Objekte mit zu geringem Abstand zueinander und zur Muffelwand eingebettet<br />
• Keine Druckeinbettung durchführen<br />
• Korrekte Abbinde-/Aufsetzzeit nicht eingehalten<br />
• Vorwärmtemperatur zu gering, Umsetztechnik beachten:<br />
900°C Aufsetztemperatur/700°C Gießtemperatur<br />
• Nicht gemäß aktueller Gebrauchsanweisung gearbeitet<br />
• Große Muffeln in Kombination mit Lichtwachsen<br />
• Einbettmassenentmischung durch zu starkes Rütteln (Sedimentation)<br />
• Mischungsverhältnis gemäß Gebrauchsanweisung überprüfen<br />
• Liquid und Wasser genau dosieren<br />
• Inhalt des Portionsbeutels nachwiegen<br />
• Rührgeschwindigkeit zu gering (Umdrehungszahl auf max. 350U/min heraufsetzen)<br />
• Lagerbedingungen und Umgebungstemperatur prüfen<br />
• Evtl. Umgebungstemperatur zu gering; unter 20°C<br />
• Produkteigenschaften beziehen sich auf eine Prüftemperatur von 22°C ± 2°C<br />
(Lager- und Verarbeitungsempfehlung)<br />
• Gebrauchsanweisung beachten<br />
• Muffel unbedingt bei 900°C aufsetzen und gemäß GBA umsetzen bzw. Temperatur auf<br />
700°C (Gießtemperatur) absenken<br />
• Zu kurze Rührzeit von Hand und/oder Vakuum-Rührgerät (schlechte Vakuumleistung<br />
des Anmischgerätes durch Gerätedefekt; z.B. Filter verstopft etc.)<br />
• Mischungsverhältnis gemäß Gebrauchsanweisung überprüfen<br />
• Bläschenbildung durch zu intensives Nachrütteln beim Einbetten<br />
• Falsche Aufsetzzeit der Muffel (zu früh, zu spät oder Muffeln stark ausgetrocknet)<br />
• Zu kurze Vorwärmzeit, zu geringe Vorwärmtemperatur<br />
• Nicht rückstandsfrei verbrannte Modellationswerkstoffe (Folien, Kunststoffe, Wachse)<br />
• Legierung beim Guss überhitzt<br />
HERAVEST ONYX, MOLDAVEST EXACT<br />
Fehler und Ursache Fehlervermeidung<br />
Oberfl ächenprobleme bei Modellationen<br />
aus Modellierkunststoffen<br />
Oberfl ächenrauhigkeiten<br />
Abplatzen der Muffeloberfl äche bei<br />
Muffelgröße X6-X9<br />
Passung Teleskopsekundärteile<br />
(Passung zu eng)<br />
Konsistenz der Einbettmasse zu<br />
zähfl ießend<br />
Konsistenz der Einbettmasse zu<br />
dünnfl ießend<br />
• Bei Einsatz von Oberfl ächenentspanner darauf achten, dass die Oberfl äche des<br />
Objektes anschließend trocken ist<br />
• Ofenverweilzeit der Muffel verlängern; mind. 60 Minuten; um für eine genügend lange<br />
Ausbrenn- bzw. Verbrennungsphase der Kunststoffe zu sorgen<br />
• Verhältnis Pulver/Monomer des Modellierkunststoffes und Aushärtungszeit einhalten<br />
(siehe Gebrauchsanweisung der Hersteller)<br />
• Optimale Vorwärmtemperatur 900°C<br />
• Zu kurze Rührzeit von Hand und/oder Vakuum-Rührgerät (schlechte Vakuumleistung<br />
des Anmischgerätes durch Gerätedefekt, z.B. Filter verstopft etc.)<br />
• Bläschenbildung durch zu intensives Nachrütteln beim Einbetten<br />
• Nicht korrekte Aufsetzzeit der Muffel (zu früh, zu spät oder Muffeln stark ausgetrocknet)<br />
• Zu kurze Vorwärmzeit, zu geringe Vorwärmtemperatur<br />
• Nicht rückstandsfrei verbrannte Modellationswerkstoffe (Folien, Kunststoffe, Wachse)<br />
• Legierung beim Guss überhitzt<br />
• Unbedingt die Aufsetztemperatur gemäß der Gebrauchsanweisung einhalten und die<br />
Muffel oberfl äche unbedingt anrauen bzw. anschleifen<br />
• Einbettmasse hat oben in der Muffel Kontakt zum Stahlring; korrekte Lage der Vlieseinlagen<br />
beachten<br />
• Zu wenig Vlieseinlagen bei X6 u. X9 verwendet<br />
• Unbedingt die Aufsetzzeit gemäß der Gebrauchsanweisung einhalten<br />
• Falls die zuvor beschriebenen Maßnahmen nicht greifen, bitte die Aufsetztemperatur<br />
gegenüber den Angaben der Gebrauchsanweisung um 50°C absenken<br />
• Keine Druckeinbettung durchführen, hemmt die Abbindeexpansion<br />
• Muffelgröße X6 u. X9 mit 2 Vlieseinlagen auskleiden<br />
• Muffelgröße X1 nicht verwenden<br />
• Dosier- oder Konzentrationsfehler<br />
• Zu geringe Lagerungs- und Verarbeitungstemperatur<br />
• BS-Liquid 3 anstelle von BS-Liquid 1 mit 100%tiger Konzentration einsetzen<br />
• Mischungsverhältnis gemäß Gebrauchsanweisung überprüfen<br />
• Liquid und Wasser genau dosieren<br />
• Inhalt des Portionsbeutels nachwiegen<br />
• Liquideinsatz auf Richtigkeit prüfen (Vertauschen unterschiedlicher Liquidtypen)<br />
• Zu geringe Rührgeschwindigkeit (Umdrehungszahl 350U/min verändert die Konsistenz in Richtung<br />
fl ießfähigerer Konsistenz; die Verarbeitungs- bzw. Abbindezeit wird kürzer<br />
• Muffeloberseite vor dem Aufsetzen in den Ofen nicht aufgeraut bzw. angeschliffen<br />
• Einbettmasse hat oben in der Muffel Kontakt zum Stahlring; korrekte Lage der Vlieseinlagen<br />
beachten<br />
• Zu wenig Vlieseinlagen bei X6 u. X9 verwendet<br />
• Ringfrei ohne Stahlring eingebettet<br />
• Zu viele Objekte mit zu geringem Abstand zueinander und zur Muffelwand<br />
• Korrekte Abbinde-/Aufsetzzeit nicht eingehalten<br />
• Nicht nach aktueller Gebrauchsanweisung gearbeitet<br />
• Große Muffeln in Kombination mit Modellationen mit hohem Lichtwachs- oder Kunststoffanteil<br />
• Einbettmassenentmischung durch zu starkes Rütteln (Sedimentation)<br />
240 HERAEUS DENTAL PRODUKTE LABOR 2013/2014 EINFACH ONLINE EINKAUFEN WWW.HERAEUS-DENTALSHOP.DE JETZT BESTELLEN UNTER 0800-HERALAB (0800-4372522)<br />
HERAEUS DENTAL PRODUKTE LABOR 2013/2014 241<br />
Rissbildung<br />
EINBETTMASSEN