Aurum-Metallurgie III
Aurum-Metallurgie III
Aurum-Metallurgie III

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
abgeführt, so daß zunächst eine<br />
Schicht aus kleinen Kristallkeimen<br />
an den Wandungen entsteht. Anschließend<br />
bilden sich<br />
fingerähnliche (oder Säulen-)<br />
Kristalle, die in Richtung des<br />
Zentrums wachsen. Die Abbildung<br />
8 zeigt ein Schema dieses<br />
Vorganges.<br />
Wie weit diese Säulenkristalle<br />
schließlich weiterwachsen, hängt<br />
davon ab, bei welcher Temperatur<br />
die Schmelze in die Form<br />
eingebracht wird. Bei geringen<br />
Temperaturen können sich im<br />
Zentrum der Form Kristallkeime<br />
bilden, bevor die Säulenkristalle<br />
bis hierher vorgestoßen sind (Abb.<br />
8).<br />
Bei der Verwendung einer<br />
Gipsform, wie man sie für das<br />
Wachsausschmelzverfahren<br />
vorzieht, ist die<br />
Abkühlungsgeschwindigkeit geringer,<br />
und im Bereich der gesamten Form<br />
bilden sich achsparallele Kristalle<br />
(Abb. 9).<br />
Gefüge, Korngröße und<br />
schließlich der Erfolg des<br />
Gießvorgangs hängen also in sehr<br />
starkem Maße von der Temperatur<br />
der eingebrachten Schmelze und<br />
der Form selbst ab. Bei zu geringen<br />
Einfülltemperaturen beginnt die<br />
Schmelze zu erstarren, bevor die<br />
Form richtig gefüllt ist — die Folge<br />
sind fehlerhafte Gußstücke mit<br />
schlechter Oberflächenqualität.<br />
Auf der anderen Seite können bei<br />
zu hohen Fülltemperaturen exzessive<br />
Oxydation, Gaseinschlüsse und eine<br />
grobe Körnung entstehen. Diese<br />
Erscheinungen führen zu brüchigen<br />
Gußstücken und erschweren<br />
Abb. 6 — Anhand dieses Zustandsdiagramms<br />
für das Gold-Silber-System läßt<br />
sich für jede Zusammensetzung die<br />
Erstarrungssequenz ablesen (eingezeichnet<br />
die Vertikale für Au-50 Ag). Unter<br />
normalen Abkühlungsbedingungen erstarrt<br />
zuletzt eine stärker silberhaltige Schmelze<br />
zwischen den stärker goldhaltigen<br />
Dendriten (Entmischung).<br />
AURUM2<br />
die anschließende Bearbeitung des<br />
Werkstücks.<br />
Die empfohlenen Formenfülltemperaturen<br />
für Goldlegierungen<br />
liegen beim Barrengießen gewöhnlich<br />
um 75 bis 100 °C über der jeweiligen<br />
Liquidustemperatur.<br />
Die Schwindung<br />
Metalle und Legierungen unterliegen<br />
beim Erstarren einer starken<br />
Schwindung (Abb. 10). So nimmt<br />
z.B. reines Gold im festen Zustand<br />
ein um 5,1 Prozent geringeres Volumen<br />
ein als im flüssigen Zustand.<br />
Die praktische Auswirkung dieser<br />
Erscheinung wird aus der Abbildung<br />
8 ersichtlich. Da die Schmelze<br />
von den Wandungen der Form her<br />
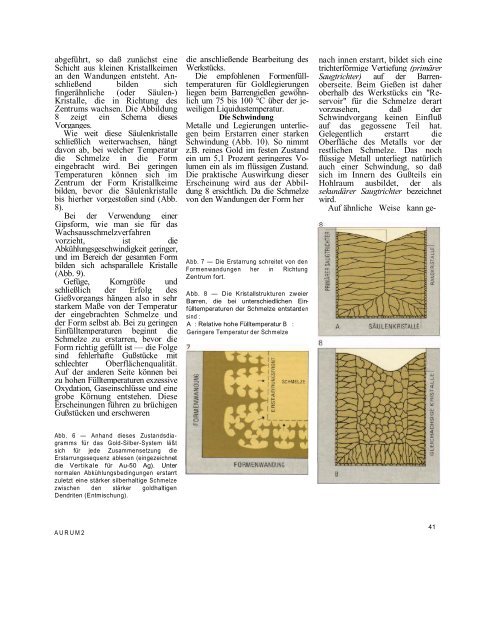
Abb. 7 — Die Erstarrung schreitet von den<br />
Formenwandungen her in Richtung<br />
Zentrum fort.<br />
Abb. 8 — Die Kristallstrukturen zweier<br />
Barren, die bei unterschiedlichen Einfülltemperaturen<br />
der Schmelze entstanden<br />
sind :<br />
A : Relative hohe Fülltemperatur B :<br />
Geringere Temperatur der Schmelze<br />
nach innen erstarrt, bildet sich eine<br />
trichterförmige Vertiefung (primärer<br />
Saugtrichter) auf der Barrenoberseite.<br />
Beim Gießen ist daher<br />
oberhalb des Werkstücks ein "Reservoir"<br />
für die Schmelze derart<br />
vorzusehen, daß der<br />
Schwindvorgang keinen Einfluß<br />
auf das gegossene Teil hat.<br />
Gelegentlich erstarrt die<br />
Oberfläche des Metalls vor der<br />
restlichen Schmelze. Das noch<br />
flüssige Metall unterliegt natürlich<br />
auch einer Schwindung, so daß<br />
sich im Innern des Gußteils ein<br />
Hohlraum ausbildet, der als<br />
sekundärer Saugtrichter bezeichnet<br />
wird.<br />
Auf ähnliche Weise kann ge-<br />
41