

iTNC 530 Lotse - heidenhain
iTNC 530 Lotse - heidenhain
iTNC 530 Lotse - heidenhain

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
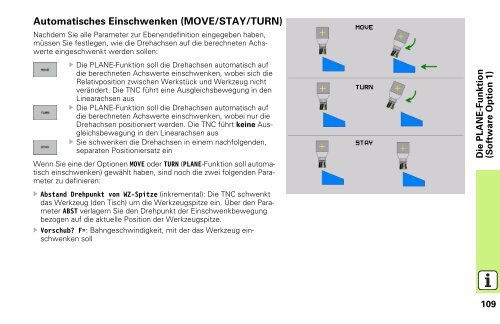
Automatisches Einschwenken (MOVE/STAY/TURN)<br />
Nachdem Sie alle Parameter zur Ebenendefinition eingegeben haben,<br />
müssen Sie festlegen, wie die Drehachsen auf die berechneten Achswerte<br />
eingeschwenkt werden sollen:<br />
8 Die PLANE-Funktion soll die Drehachsen automatisch auf<br />
die berechneten Achswerte einschwenken, wobei sich die<br />
Relativposition zwischen Werkstück und Werkzeug nicht<br />
verändert. Die TNC führt eine Ausgleichsbewegung in den<br />
Linearachsen aus<br />
8 Die PLANE-Funktion soll die Drehachsen automatisch auf<br />
die berechneten Achswerte einschwenken, wobei nur die<br />
Drehachsen positioniert werden. Die TNC führt keine Ausgleichsbewegung<br />
in den Linearachsen aus<br />
8 Sie schwenken die Drehachsen in einem nachfolgenden,<br />
separaten Positioniersatz ein<br />
Wenn Sie eine der Optionen MOVE oder TURN (PLANE-Funktion soll automatisch<br />
einschwenken) gewählt haben, sind noch die zwei folgenden Parameter<br />
zu definieren:<br />
8 Abstand Drehpunkt von WZ-Spitze (inkremental): Die TNC schwenkt<br />
das Werkzeug (den Tisch) um die Werkzeugspitze ein. Über den Parameter<br />
ABST verlagern Sie den Drehpunkt der Einschwenkbewegung<br />
bezogen auf die aktuelle Position der Werkzeugspitze.<br />
8 Vorschub? F=: Bahngeschwindigkeit, mit der das Werkzeug einschwenken<br />
soll<br />
Die PLANE-Funktion<br />
(Software Option 1)<br />
109













