

iTNC 530 Lotse - heidenhain
iTNC 530 Lotse - heidenhain
iTNC 530 Lotse - heidenhain

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Zyklen zur Herstellung von<br />
Bohrungen und Gewinden<br />
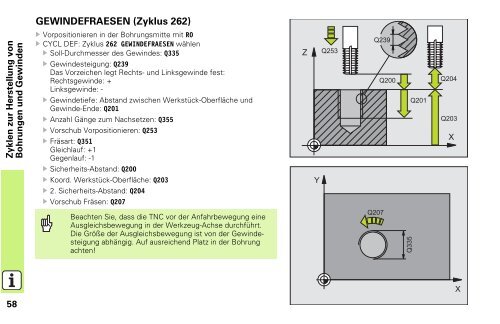
GEWINDEFRAESEN (Zyklus 262)<br />
8 Vorpositionieren in der Bohrungsmitte mit R0<br />
8 CYCL DEF: Zyklus 262 GEWINDEFRAESEN wählen<br />
8 Soll-Durchmesser des Gewindes: Q335<br />
8 Gewindesteigung: Q239<br />
Das Vorzeichen legt Rechts- und Linksgewinde fest:<br />
Rechtsgewinde: +<br />
Linksgewinde: -<br />
8 Gewindetiefe: Abstand zwischen Werkstück-Oberfläche und<br />
Gewinde-Ende: Q201<br />
8 Anzahl Gänge zum Nachsetzen: Q355<br />
8 Vorschub Vorpositionieren: Q253<br />
8 Fräsart: Q351<br />
Gleichlauf: +1<br />
Gegenlauf: -1<br />
8 Sicherheits-Abstand: Q200<br />
8 Koord. Werkstück-Oberfläche: Q203<br />
8 2. Sicherheits-Abstand: Q204<br />
8 Vorschub Fräsen: Q207<br />
Beachten Sie, dass die TNC vor der Anfahrbewegung eine<br />
Ausgleichsbewegung in der Werkzeug-Achse durchführt.<br />
Die Größe der Ausgleichsbewegung ist von der Gewindesteigung<br />
abhängig. Auf ausreichend Platz in der Bohrung<br />
achten!<br />
58













