Deutsche Milchwirtschaft - GEA TDS GmbH
Deutsche Milchwirtschaft - GEA TDS GmbH
Deutsche Milchwirtschaft - GEA TDS GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
15<br />
K 4940<br />
55. Jahrgang – 118. MKZ<br />
45894 Gelsenkirchen<br />
21. Juli 2004<br />
Europas größte Käserei<br />
(siehe Seite 593 ff.)<br />
Postvertriebsstück, Entgelt bezahlt!<br />
<strong>Deutsche</strong><br />
<strong>Milchwirtschaft</strong><br />
www.th-mann.de/Aktuell.html<br />
Tuchenhagen<br />
Dairy Systems<br />
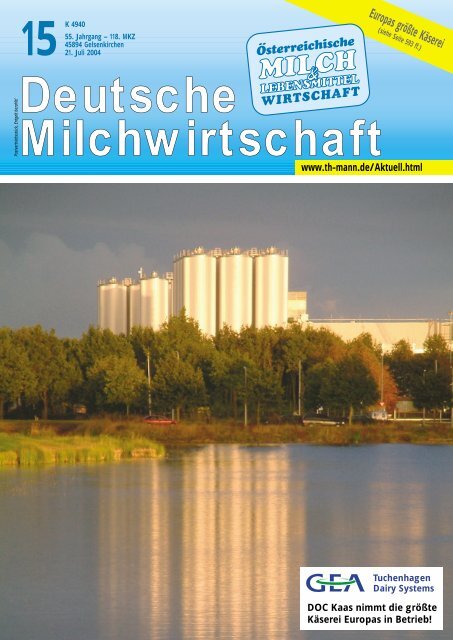
DOC Kaas nimmt die größte<br />
Käserei Europas in Betrieb!
Europas größte Käserei<br />
so – Der Käsereineubau der DOC<br />
Kaas im ostniederländischen<br />
Hoogeveen war für alle Projektbeteiligten<br />
eine echte Herausforderung.<br />
Denn mit der 100 Mio. A<br />
umfassenden Investition wollte<br />
die Genossenschaft nicht nur die<br />
Basis für eine Expansion und<br />
spätere Zusammenführung ihrer<br />
Produktion an einem Standort<br />
legen, sondern auch über den<br />
Einsatz modernster Technik das<br />
Optimum bei den Betriebskosten<br />
herausholen.<br />
Entstanden ist in der fast drei<br />
Jahre laufenden Projektzeit die<br />
wohl größte Käserei Europas mit<br />
einer Kapazität von über 70 000<br />
Jahrestonnen, die so viel Raum<br />
vorsieht, dass sie noch ausgedehnt<br />
werden kann. Bei diesem<br />
DOC Kaas nimmt Neubau in Betrieb<br />
Werk beeindruckt aber nicht allein<br />
die schiere Größe, sondern mehr<br />
noch die technische Raffinesse,<br />
mit der bis hinab zu einzelnen Anlagendetails<br />
neue Wege für die<br />
industrielle Käseproduktion<br />
beschritten<br />
wurden.<br />
Wie Joachim<br />
Löw, Projektleiter für Tuchenhagen<br />
Dairy Systems, die bei DOC<br />
Kaas den Flüssigprozessteil inklusive<br />
Automatisierung installierte<br />
und das Gesamtengineering<br />
für die Rezepturverwaltung<br />
und die komplette BDE für das<br />
Werk übernahm, erklärt, stellte<br />
der Auftraggeber extrem hohe<br />
Ansprüche an die Zulieferer.<br />
Nicht die bloßen Investitionskosten<br />
standen bei DOC Kaas im<br />
Mittelpunkt, sondern vielmehr,<br />
wie die Investition insgesamt die<br />
Betriebskosten reduzieren konnte.<br />
„Eine solch hohe Professionalität<br />
erleben<br />
wir nicht<br />
alle Tage bei<br />
unseren Projekten”,<br />
sagt<br />
Löw, und: „Die geforderten minimalen<br />
Produktionskosten ließen<br />
sich natürlich nur über einen besonders<br />
hohen Automatisierungsgrad<br />
erreichen.”<br />
Im neuen Werk, das täglich 22<br />
Stunden produziert, sind insgesamt<br />
nur ca. 80 Mitarbeiter tätig.<br />
Sie verarbeiten täglich um<br />
die 2 Millionen Liter Milch zu<br />
Schnittkäse holländischen Typs,<br />
Joachim Löw hat als Projektleiter<br />
für Tuchenhagen Dairy Systems den<br />
Neubau bis zur Inbetriebnahme und<br />
Optimierung begleitet<br />
wobei in der aktuellen ersten<br />
Phase nur eckige Ware produziert<br />
wird. Gelagert wird der Käse<br />
bis auf Weiteres extern, wobei<br />
das Unternehmen für einen späteren<br />
Zeitpunkt die Errichtung<br />
DOC Kaas<br />
Die unabhängige niederländische<br />
Genossenschaft von<br />
1 000 Lieferanten beschäftigt in<br />
zwei Produktionsbetrieben in<br />
Hoogeveen und einem Käselager<br />
130 Mitarbeiter. Aus 700 Mio. kg<br />
Eigen- und Zukaufsmilch werden<br />
folien- und naturgereifte Schnittkäse<br />
(Gouda, Edamer, Maasdamer<br />
sowie Käsespezialitäten)<br />
in Block- und Rundform<br />
produziert, der Umsatz liegt bei<br />
270 Mio. A.<br />
eines Reifungslagers ins Auge<br />
fasst. Die anfallende Molke wird<br />
in einem angrenzenden Bau, den<br />
DOC als Joint Venture mit einem<br />
britischen Spezialisten betriebt,<br />
verwertet. In der ersten Phase<br />
wird nur eingedampft, sukzessive<br />
soll jedoch der Aufbau einer kom-<br />
Die Casomatic stellt bei DOC Kaas für den gesamten<br />
Käseherstellungsprozess die fixe Größe dar<br />
Das Tanklager des Neubaus verfügt über mehrere<br />
500 000 l-Tanks<br />
Die neue Käserei verfügt über drei Milchannahmelinien<br />
<strong>Deutsche</strong> <strong>Milchwirtschaft</strong> 15/2004 · 55. Jg.<br />
593
Ungewöhnlich groß sind die im Keller liegenden<br />
Milchvorlauf-„Gefäße”<br />
Für eine weitere Expansion hält das neue Werk noch<br />
reichlich Platz vor<br />
Die folienverpackten Käse werden von einem<br />
Roboter in die Reifungskisten gestapelt<br />
pletten Verwertung erfolgen. Interessant<br />
ist, dass DOC Kaas die<br />
Brüden in Brauchwasser umsetzt<br />
und so nahezu unabhängig von<br />
der kommunalen Versorgung ist.<br />
Unabhängig ist das Werk auch<br />
bei der Energie: eine Gasturbine<br />
produziert 7,5 kW Strom, ihre Abwärme<br />
speist in einer Kraft-Wärme-Kopllung<br />
einen der beiden<br />
Dampfkessel (der zweite fährt<br />
auf Standby).<br />
Weg der Milch<br />
plett leergefahren werden können.<br />
Jede Linie verfügt über einen<br />
Entrahmungsseparator und<br />
über eine Baktofuge (alle Zentrifugen<br />
stammen von Westfalia<br />
Separator), wobei eine Linie auch<br />
auf eine weitere Baktofuge geschaltet<br />
werden kann. Das Baktofugat<br />
wird kontinuierlich über<br />
einen Röhrenerhitzer von Tuchenhagen<br />
in-line sterilisiert. Die<br />
Scheibenventile wurden hier von<br />
M+S bezogen, während sich im<br />
Angenommen wird die Milch<br />
über drei Linien; jede Linie geht<br />
auf ein mit 8 000 l ungewöhnlich<br />
groß gehaltenes Vorlaufgefäß<br />
im Keller, danach wird die<br />
Milch über Hilge-Pumpen durch<br />
einen <strong>GEA</strong>-Kühler in die dreimal<br />
500 000 l fassenden Rohmilchsilos<br />
gefördert. Über gleich große<br />
Vorlauftanks wird die Milch danach<br />
auf zwei Tuchenhagen-<br />
Linien thermisiert; dies hat den<br />
Vorteil, dass die großen Silos zur<br />
exakten Chargentrennung komübrigen<br />
Betrieb sonst<br />
fast ausschließlich Tuchenhagen-Ventile<br />
befinden.<br />
DOC Kaas legte<br />
Wert darauf, dass die<br />
Erhitzung indirekt erfolgt,<br />
um die Bildung<br />
von Eiweißkoagulaten<br />
zu verhindern, die später<br />
im Käse zu Fehlern<br />
führen können. Die<br />
Thermiseure verfügen<br />
über ein zentrales<br />
Steuerung und Automatisierung<br />
Die Anlage ist vollautomatisiert und beinhaltet ca. 2 500 automatische<br />
Tuchenhagen Ventile, ca. 200 Softwareregler, ca. 150 Pumpen sowie einen<br />
hohen Anteil an Messtechnik zur Prozessbeobachtung und -optimierung.<br />
Eingesetzt wurden drei Steuerungen der höheren Leistungsklasse<br />
(CPU416-3), die über Industrial Ethernet verbunden sind. Hierüber wird<br />
auch mit den ca. 25 Koppelpartnern kommuniziert. Die Prozesssteuerung der<br />
Kernanlage ist mit ca. 160 speziell entwickelten Schrittketten verwirklicht.<br />
Als Bedien- und Beobachtungssystem sowie zum Konfigurieren und<br />
Parametrieren der Anlage wurde das <strong>GEA</strong>-eigene OTAS-System mit Ifix<br />
kombiniert. DOC Kaas behält so in Zukunft die Möglichkeit, die Prozessabläufe<br />
selbst komfortabel zu optimieren.<br />
Kaasproductiesystemen<br />
Cheeseproduction systems<br />
Käsereianlagen<br />
Systemes de fromagerie<br />
Am Rohmilchknoten wird der<br />
enorme Mengendurchsatz des<br />
neuen Werkes deutlich<br />
Heißwassersystem und werden<br />
statt mit Dampf mit 110-grädigem<br />
Wasser gespeist. Im Gegensatz<br />
zu konventionellen Erhitzern,<br />
bei denen die umgewälzte Heißwassermenge<br />
konstant bleibt,<br />
wird sie bei DOC Kaas auf den<br />
Milchzustrom geregelt, was ein<br />
kleineres ∆ t, einen konstanten<br />
Wärmeübergang über das gesamte<br />
Plattenpaket und damit<br />
eine schonendere Behandlung<br />
der Kesselmilch bedeutet. Die<br />
Die Prozesssteuerung ist mit ca.<br />
160 speziell entwickelten Schrittketten<br />
verwirklicht. Als Bedien- und<br />
Beobachtungssystem sowie zum<br />
Konfigurieren und Parametrieren der<br />
Anlage wurde das <strong>GEA</strong>-eigene<br />
OTAS-System mit Ifix kombiniert<br />
Engineering und Herstellung von Käsereianlagen<br />
■ Käsereianlagen mit CIP-fähigen Pressen<br />
■ Salzbadanlagen in mehreren Ausführungen<br />
■ Rückverfolgung von Käse in der Produktion<br />
■ Käselagereinrichtungen und Käsebehandlung<br />
de KLOKSLAG<br />
Postfach 7<br />
NL-8700 AA Bolsward<br />
Hichtumerweg 7 NL-8701 PG Bolsward<br />
Engineering BV<br />
Telefon: 0031-515-576523<br />
Telefax: 0031-515-572575 E-mail: klokslag@klokslag.nl<br />
<strong>Deutsche</strong> <strong>Milchwirtschaft</strong> 15/2004 · 55. Jg.<br />
594
Das Baktofugat wird in dieser völlig neu<br />
konzipierten Linie sterilisiert und kontinuierlich<br />
zurückgeführt<br />
ist, als dies bei schwankenden<br />
Zulauftemperaturen<br />
der Fall wäre; zudem<br />
erfolgt so im Vorlauf<br />
bereits eine Entgasung<br />
der Kesselmilch.<br />
Der Erhitzer mit gegenlaufender<br />
Molkekühlung<br />
wurde von Tuchenhagen<br />
angesichts einer geforderten<br />
Stundenleistung<br />
von 110 000 l in vier <strong>GEA</strong><br />
Ecoflex-Plattenapparate<br />
VT80 gesplittet.<br />
Besonders stolz ist Löw<br />
auf das von Tuchenhagen<br />
realisierte Automatisierungskonzept,<br />
das<br />
die Vorgänge auf Basis<br />
von Rezepturen und vorgegebenen<br />
Produktionsaufträgen<br />
quasi selbsttätig<br />
regelt. Basis sind<br />
Die Separatoren<br />
wurden von Westfalia<br />
Separator geliefert<br />
thermisierte Milch wartet<br />
danach im Fertigmilchlager<br />
auf die Verkäsung.<br />
Casomatic als<br />
konstante Größe<br />
Den von Tetra Pak Tebel installierten<br />
Käsefertigern wird die<br />
Prozessmilch über einen von<br />
Tuchenhagen neu entwickelten<br />
Kesselmilcherhitzer mit 94 Prozent<br />
Wärmerückgewinnung zugeführt.<br />
Hierbei wird die Milch<br />
bereits im Zulauf auf das zehn m 3<br />
fassende Vorlaufgefäß über abströmende<br />
Molke angewärmt.<br />
Dies hat den Vorteil, dass die<br />
Temperaturführung konstanter<br />
DOC Kaas ist nahezu autark, auch den<br />
Strom produziert das Werk über eine Gasturbine<br />
in Eigenregie<br />
die jeweils analytisch<br />
ermittelten Inhaltsstoffe.<br />
Die Casomatic stellt im<br />
Gesamtablauf die konstante<br />
Größe dar, da sie mit stets gleich<br />
bleibender Geschwindigkeit betrieben<br />
wird.<br />
Die Automatiserung regelt alle<br />
Abläufe im Upstream zur Casomatic<br />
passend ein, z. B. Durchflussraten,<br />
Kesselmilchfettgehalt,<br />
Fertigerfüllmengen, Waschwassertemperatur<br />
und -menge usw. Auf
diese Weise lassen sich Schwankungen<br />
beim Rohstoff optimal<br />
egalisieren und ein Fertigprodukt<br />
mit so konstant wie möglicher<br />
Qualität erreichen.<br />
Käseproduktion<br />
Eingesetzt werden zehn Tetra<br />
Tebel OST Käsefertiger. Sie werden<br />
i.d.R. von nur einer Person<br />
bedient, da die Abläufe inklusive<br />
Hilfsstoff- und Kulturendosage<br />
vollautomatisiert sind. Das<br />
Bruch-Molke-Gemisch läuft aus<br />
festgelegte Rezeptur bestimmt.<br />
Nach dem Folienverpacken platziert<br />
ein Roboter (Fanuc) die Käse<br />
in Reifungskisten.<br />
Auf Anforderung von DOC Kaas<br />
regelte Tuchenhagen auch die<br />
Rückverfolgbarkeit: jeder Käse<br />
bekommt nach der Casomatic<br />
eine virtuelle Produktnummer,<br />
die von der BDE gespeichert und<br />
an jede weitere Abteilung übergeben<br />
wird. Physisch etikettiert<br />
wird der Käse dann erst bei der<br />
Verpackung – auf die übliche Caseinmarke<br />
kann so verzichtet<br />
Molkenentrahmung im Großmaßstab<br />
den Fertigern frei in drei unterflurig<br />
aufgestellte Bruchpuffertanks<br />
und geht von dort auf eine<br />
achtsäulige Casomatic. Diese<br />
Anlage ist in zwei Teile getrennt,<br />
um eine einwandfreie und<br />
schnelle Formenbefüllung zu erreichen.<br />
Je zwei Käseformen<br />
werden in eine Kunststoffwanne<br />
gesetzt und der Bosgraaf-Presse<br />
zugeführt.<br />
Die Wannen werden nach dem<br />
Auslaufen aus der Presse gewendet,<br />
um die angesammelte Molke<br />
abzuziehen. Dieses Verfahren hat<br />
den Vorteil, dass DOC Kaas über<br />
eine qualitativ so gute Tropfmolke<br />
verfügt, dass sie direkt zur Eindampfung<br />
gehen kann. Die Käse<br />
werden aus den Formen gesaugt,<br />
direkt verwogen und dann ins<br />
Salzbad geführt.<br />
Dieses wurde von de Klokslag<br />
strömungsfrei konstruiert: die<br />
Käse schwimmen in fünf Einlaufbahnen<br />
auf die Salzbadhorde, die<br />
dann nach Füllen einer Lage abgesenkt<br />
wird, um die nächste<br />
Lage zu befüllen. Der 32-Tonnen<br />
Kran stellt die Horde danach an<br />
einen freien Platz ins Salzbad<br />
bzw. entnimmt sie nach der entsprechenden<br />
Zeit, wonach die<br />
Käse über zwei Multivac-Anlagen<br />
folienverpackt werden. Das<br />
Salzbad arbeitet vollautomatisch<br />
ohne Bediener, die Salzbadzeit<br />
wird über die vorab im System<br />
werden. Die anfallende Molke<br />
geht getrennt nach Typ (Molke<br />
aus Casomatic, Tropfmolke) in<br />
das Molkenlager; sie wird danach<br />
auf drei Linien mit Westfalia-Maschinen<br />
geklärt, entrahmt<br />
und gekühlt. Die Staubmolke<br />
wird über ein Schüttelsieb entstaubt.<br />
Der Molkenrahm wird in<br />
einem Röhrenerhitzer behandelt.<br />
Wie Joachim Löw erklärt, sind<br />
hohe Durchsatzraten und passend<br />
groß dimensionierte Leitungswege<br />
(NW 125 – 150) eines<br />
der Kennzeichen der neuen Käserei.<br />
Denn stündlich strömen über<br />
100 000 l Kesselmilch zu. Trotz<br />
dieser großen Volumenströme<br />
gelang es, die Produktverluste<br />
auf ein minimales Niveau zu bringen,<br />
das bisher wahrscheinlich<br />
einzigartig ist.<br />
Hierzu waren eine wahre Fülle<br />
von Detailaufgaben zu lösen,<br />
etwa, ab welchem Pegelstand<br />
die Tankwände bereits mit Wasser<br />
gespült werden können, so<br />
dass die CIP direkt mit Lauge beginnen<br />
kann, aber noch keine<br />
Verwässerung der ablaufenden<br />
Milch eintritt. Sensible Duchflussraten<br />
werden über die genaueren<br />
Massezähler und nicht<br />
über gewöhnliche MID erfasst,<br />
denn in der Bilanz zählt jeder<br />
Prozentbruchteil – auch dies<br />
illustriert die Philosophie von<br />
DOC Kaas.<br />
❑