Edelstahl - Buderus Edelstahl Gmbh
Edelstahl - Buderus Edelstahl Gmbh
Edelstahl - Buderus Edelstahl Gmbh

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
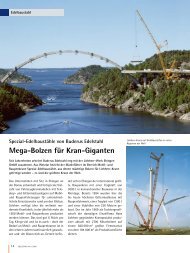
Strategiegespräch über Qualität und Ausführung als Grundlage für die Kalkulation:<br />
Peter Vetter, Volker Lubich, Peter Spielvogel, Oliver Schaub (v. l.)<br />
stahl gebaut werden. Die <strong>Buderus</strong> <strong>Edelstahl</strong><br />
Fertigung musste nicht nur auf die extremen<br />
Rohlingsgewichte von 46 Tonnen für den<br />
beweglichen und 25 Tonnen für den festen<br />
Formrahmen abgestimmt werden, auch die<br />
qualitative Ausführung mit einer sehr begrenzten<br />
Zeitschiene für die Herstellung<br />
wurde im Detail mit dem Kunden besprochen.<br />
<strong>Buderus</strong> <strong>Edelstahl</strong> Werkstoffe für<br />
hohe Spannungszustände<br />
„Die Bestimmung der wirtschaftlich güns -<br />
tigen und qualitativ optimierten Stahlsorte<br />
setzt die genaue Kenntnis über das Beanspruchungsprofil<br />
des kompletten Gieß-<br />
werkzeuges während der Produktion vo -<br />
raus“, sagt Volker Lubich, Leiter Qualitätsplanung<br />
Werkzeugstahl (seit Anfang 2007<br />
im Ruhestand) bei <strong>Buderus</strong> <strong>Edelstahl</strong>. „Hier<br />
wirken thermische Belastungen durch die<br />
Werkzeugvorwärmung, die Gießtemperatur<br />
und die Gießgeschwindigkeit ein. Auch<br />
mechanische Belastungen durch die<br />
Schließkraft der Maschine, den Schließdruck<br />
des Werkzeuges und durch die relativ<br />
hohen Gießdrücke bis 850 bar des ca.<br />
700 °C flüssigen Aluminiums kumulieren<br />
auf das Gießwerkzeug.“<br />
Diese thermisch und mechanisch induzierten<br />
Spannungszustände, die sich etwa<br />
alle 2,5 bis 3 Minuten durch den Produk-<br />
Werkzeugstahl<br />
tionszyklus in der Druckgießform wiederholen,<br />
erfordern eine hohe Festigkeit und<br />
Steifigkeit bei ausreichender Zähigkeit und<br />
Duktilität der Formrahmen. Als Werkzeugwerkstoff<br />
wurde wegen der geforderten<br />
mechanischen Gütewerte der Cr-Ni-Molegierte<br />
Werkzeugstahl 2738 ISO-BM festgelegt.<br />
Für das Ausgangsformat der beiden<br />
Schmiederohlinge zur Warmumformung<br />
unter der 5500-t-Schmiedepresse wurde<br />
jeweils ein 100 Tonnen schwerer Polygonal-Rohblock<br />
abgegossen. So konnte eine<br />
ausreichende Verformung und damit<br />
Porenfreiheit für die beiden Schmiede -<br />
stücke gewährleistet werden. Die weitere<br />
Fertigungsfolge bis zur Auslieferung der<br />
beiden Formrahmen bestand aus der<br />
Warmbehandlung zur Einstellung der ge -<br />
forderten Bauteilfestigkeit, der groben<br />
Vorzerspanung auf Kontur und der thermischen<br />
Entspannungsbehandlung. Die me -<br />
cha nische Fertigbearbeitung nach Zeichnung<br />
erfolgte dann bei einem durch den<br />
Kunden beauftragten Formenbauer.<br />
<strong>Buderus</strong> <strong>Edelstahl</strong> arbeitet seit vielen<br />
Jahren sehr erfolgreich mit den WerkzeugspartenAluminium-Druckgießwerkzeuge<br />
und Spritzgießwerkzeuge für die<br />
Herstellung von PKW-Kunststoffteilen wie<br />
Stoßfänger, Spoiler, Kotflügel zusammen.<br />
Mit der Substitution von Stahlguss durch<br />
geschmiedeten Werkzeugstahl für Druckgießformrahmen<br />
bietet <strong>Buderus</strong> <strong>Edelstahl</strong><br />
seinen Kunden weitere neue und interessante<br />
Liefermöglichkeiten.<br />
Fertiger Formrahmen feste Seite Feste Formseite mit Einsatz fertig montiert Aluminium-Druckgussteil des 6-Zylinder-Motors<br />
EDELSTAHL Info 2/2007 19