RIGOR SPA ny-01 - Uddeholm
RIGOR SPA ny-01 - Uddeholm
RIGOR SPA ny-01 - Uddeholm

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
12345<br />
DIEVAR<br />
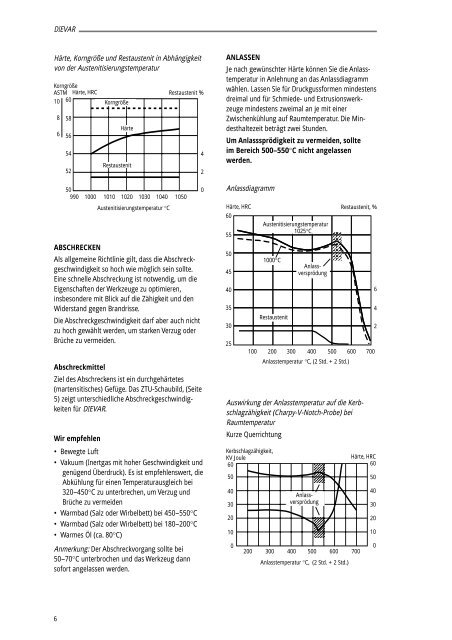
Härte, Korngröße und Restaustenit in Abhängigkeit<br />
von der Austenitisierungstemperatur<br />
Korngröße<br />
ASTM Härte, HRC<br />
10 60<br />
8<br />
6<br />
58<br />
56<br />
54<br />
52<br />
Korngröße<br />
Härte<br />
Restaustenit<br />
Restaustenit %<br />
50<br />
990 1000 1<strong>01</strong>0 1020 1030 1040 1050<br />
Austenitisierungstemperatur °C<br />
ABSCHRECKEN<br />
Als allgemeine Richtlinie gilt, dass die Abschreckgeschwindigkeit<br />
so hoch wie möglich sein sollte.<br />
Eine schnelle Abschreckung ist notwendig, um die<br />
Eigenschaften der Werkzeuge zu optimieren,<br />
insbesondere mit Blick auf die Zähigkeit und den<br />
Widerstand gegen Brandrisse.<br />
Die Abschreckgeschwindigkeit darf aber auch nicht<br />
zu hoch gewählt werden, um starken Verzug oder<br />
Brüche zu vermeiden.<br />
Abschreckmittel<br />
Ziel des Abschreckens ist ein durchgehärtetes<br />
(martensitisches) Gefüge. Das ZTU-Schaubild, (Seite<br />
5) zeigt unterschiedliche Abschreckgeschwindigkeiten<br />
für DIEVAR.<br />
Wir empfehlen<br />
• Bewegte Luft<br />
• Vakuum (Inertgas mit hoher Geschwindigkeit und<br />
genügend Überdruck). Es ist empfehlenswert, die<br />
Abkühlung für einen Temperaturausgleich bei<br />
320–450°C zu unterbrechen, um Verzug und<br />
Brüche zu vermeiden<br />
• Warmbad (Salz oder Wirbelbett) bei 450–550°C<br />
• Warmbad (Salz oder Wirbelbett) bei 180–200°C<br />
• Warmes Öl (ca. 80°C)<br />
Anmerkung: Der Abschreckvorgang sollte bei<br />
50–70°C unterbrochen und das Werkzeug dann<br />
sofort angelassen werden.<br />
4<br />
2<br />
0<br />
ANLASSEN<br />
Je nach gewünschter Härte können Sie die Anlasstemperatur<br />
in Anlehnung an das Anlassdiagramm<br />
wählen. Lassen Sie für Druckgussformen mindestens<br />
dreimal und für Schmiede- und Extrusionswerkzeuge<br />
mindestens zweimal an je mit einer<br />
Zwischenkühlung auf Raumtemperatur. Die Mindesthaltezeit<br />
beträgt zwei Stunden.<br />
Um Anlasssprödigkeit zu vermeiden, sollte<br />
im Bereich 500–550°C nicht angelassen<br />
werden.<br />
Anlassdiagramm<br />
Härte, HRC<br />
60<br />
55<br />
50<br />
45<br />
40<br />
35<br />
30<br />
25<br />
Austenitisierungstemperatur<br />
1025°C<br />
1000°C<br />
Kerbschlagzähigkeit,<br />
KV Joule<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
Restaustenit<br />
Anlassversprödung<br />
Anlassversprödung<br />
12345<br />
Restaustenit, %<br />
100 200 300 400 500 600 700<br />
Anlasstemperatur °C, (2 Std. + 2 Std.)<br />
Auswirkung der Anlasstemperatur auf die Kerbschlagzähigkeit<br />
(Charpy-V-Notch-Probe) bei<br />
Raumtemperatur<br />
Kurze Querrichtung<br />
200 300 400 500 600 700<br />
Anlasstemperatur °C, (2 Std. + 2 Std.)<br />
6<br />
4<br />
2<br />
Härte, HRC<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
6