Download als PDF (98 Kb) - Struers
Download als PDF (98 Kb) - Struers
Download als PDF (98 Kb) - Struers

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
DIN 1725<br />
GK-AlSi12<br />
GK-AlSi10Mg<br />
GF-AlSi7Mgwa<br />
GD-AlSi9Cu3<br />
GD-AlSi12<br />
GD-AlSi10Mg<br />
GD-AlMg9<br />
Gießverfahren<br />
Kokillenguß<br />
Feinguß<br />
Druckguß<br />
Tabelle 2:<br />
Übersicht zu den erprobten Gusslegierungen<br />
Legierung<br />
Gusslegierungen<br />
Knetlegierungen<br />
Oberflächenschicht<br />
1. Al 2 O 3 / TiO-Plasma- oder<br />
Flammspritzschichten mit Lacken<br />
2. CrN-Schichten<br />
1. Anodisationsschichten (Eloxal-)<br />
2. Hartanodisationsschichten mit PTFE<br />
3. Lackschichten<br />
4. Stromlos abgeschiedene<br />
Nickelschichten<br />
Tabelle 3: Übersicht zu den erprobten Oberflächenbeschichtungen<br />
standteile in der Schlifffläche (intermetallische<br />
Phasen, Randschichten)<br />
vergleichbar ist oder diese leicht<br />
übersteigt. Bei der Untersuchung<br />
von Oberflächenschichten empfiehlt<br />
sich ein straffes Einwickeln der Proben<br />
in dünne Metallfolien (z.B. Aluminium-Haushaltsfolie,<br />
Nickelfolie)<br />
mit nachfolgendem Warmeinbetten.<br />
Auf diesem Wege lassen sich die<br />
Oberflächenschichten sehr gut vom<br />
Einbettmittel abgrenzen. Bei der<br />
Wahl des Folienwerkstoffes ist ebenfalls<br />
auf eine vergleichbare Härte mit<br />
der zu untersuchenden Oberflächenschicht<br />
zu achten.<br />
3.2. Schleifen<br />
Das Schleifen erfolgte auf einem<br />
halbautomatischen Präparationssystem<br />
(RotoSystem, <strong>Struers</strong>) mit<br />
einem Scheibendurchmesser von<br />
250 mm. Die Proben wurden mit<br />
Einzelprobendruck bewegt.<br />
Tabelle 4 zeigt die verwendeten<br />
Schleifparameter.<br />
3.3. Polieren<br />
Tabelle 5 zeigt die angewendeten<br />
Polierparameter. Wie beim Schleifen<br />
sind die Parameter Kraft und Zeit<br />
nur richtungsweisend und müssen<br />
den konkreten Bedingungen<br />
angepasst werden. Die Polierstufe 2<br />
(Diamant, 1 µm) kann bei höherfesten<br />
Aluminiumwerkstoffen auch<br />
oftm<strong>als</strong> entfallen. Dazu ist jedoch<br />
eine Kontrolle des Schliffbildes nach<br />
der Polierstufe 1 notwendig.<br />
Soll der Schliff direkt nach dem Polieren<br />
geätzt werden, so empfiehlt<br />
sich ein Endpolieren mit OP-S-Suspension.<br />
Für eine Untersuchung des<br />
Ausscheidungszustandes hat sich<br />
jedoch eine Endpolitur mit OP-U <strong>als</strong><br />
günstiger erwiesen, da OP-S die<br />
Ausscheidungen bereits angreift und<br />
somit das Ausscheidungsbild verändert.<br />
Arbeitsgang Planschleifen Feinschleifen<br />
Unterlage Schleifpapier MD-Largo<br />
Abrasivmittel SiC Diamant<br />
Korngrösse/ Körnung 220 9 µm<br />
Schmiermittel Wasser DP-Grün<br />
Drehrichtung >> >><br />
U/min 300 150<br />
Kraft (N) 25 30<br />
Zeit (min) 3 (bis plan) 5<br />
Arbeitsgang Polieren 1 Polieren 2 Endpolieren<br />
Unterlage MD-Dac MD-Nap MD-Chem<br />
SP-PoliCel1<br />
Abrasivmittel Diamant Diamant OP-S<br />
OP-U<br />
Korngrösse/Körnung 3 µm 1 µm 0,04 µm<br />
0,04 µm<br />
Schmiermittel DP-Rot DP-Rot -<br />
Drehrichtung >> >> >><br />
U/min 150 150 150<br />
Kraft (N) 25 20 20, Spülen: 10<br />
Zeit (min) 3 1,5 2<br />
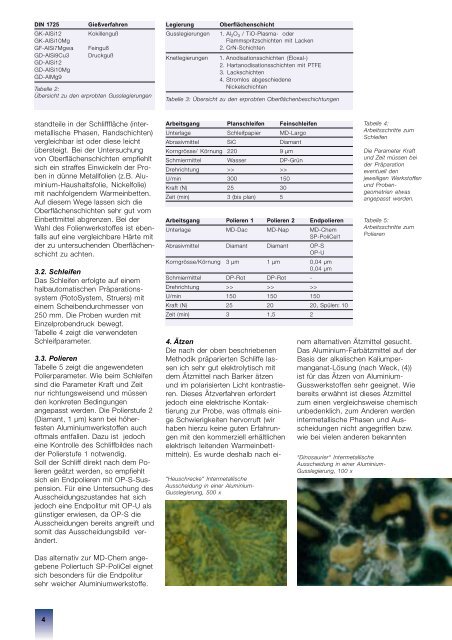
“Heuschrecke“ Intermetallische<br />
Ausscheidung in einer Aluminium-<br />
Gusslegierung, 500 x<br />
Tabelle 4:<br />
Arbeitsschritte zum<br />
Schleifen<br />
Die Parameter Kraft<br />
und Zeit müssen bei<br />
der Präparation<br />
eventuell den<br />
jeweiligen Werkstoffen<br />
und Probengeometrien<br />
etwas<br />
angepasst werden.<br />
4. Ätzen<br />
Die nach der oben beschriebenen<br />
Methodik präparierten Schliffe lassen<br />
ich sehr gut elektrolytisch mit<br />
dem Ätzmittel nach Barker ätzen<br />
und im polarisierten Licht kontrastieren.<br />
Dieses Ätzverfahren erfordert<br />
jedoch eine elektrische Kontaktierung<br />
zur Probe, was oftm<strong>als</strong> einige<br />
Schwierigkeiten hervorruft (wir<br />
haben hierzu keine guten Erfahrungen<br />
mit den kommerziell erhältlichen<br />
elektrisch leitenden Warmeinbettmitteln).<br />
Es wurde deshalb nach einem<br />
alternativen Ätzmittel gesucht.<br />
Das Aluminium-Farbätzmittel auf der<br />
Basis der alkalischen Kaliumpermanganat-Lösung<br />
(nach Weck, (4))<br />
ist für das Ätzen von Aluminium-<br />
Gusswerkstoffen sehr geeignet. Wie<br />
bereits erwähnt ist dieses Ätzmittel<br />
zum einen vergleichsweise chemisch<br />
unbedenklich, zum Anderen werden<br />
intermetallische Phasen und Ausscheidungen<br />
nicht angegriffen bzw.<br />
wie bei vielen anderen bekannten<br />
“Dinosaurier“ Intermetallische<br />
Ausscheidung in einer Aluminium-<br />
Gusslegierung, 100 x<br />
Tabelle 5:<br />
Arbeitsschritte zum<br />
Polieren<br />
Das alternativ zur MD-Chem angegebene<br />
Poliertuch SP-PoliCel eignet<br />
sich besonders für die Endpolitur<br />
sehr weicher Aluminiumwerkstoffe.<br />
4