Mikroskopie von Verbundwerkstoffen - Struers
Mikroskopie von Verbundwerkstoffen - Struers
Mikroskopie von Verbundwerkstoffen - Struers

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
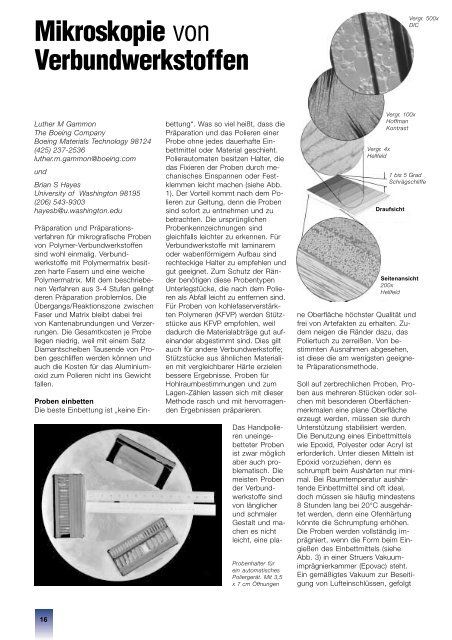
<strong>Mikroskopie</strong> <strong>von</strong><br />
<strong>Verbundwerkstoffen</strong><br />
Vergr. 500x<br />
DIC<br />
Luther M Gammon<br />
The Boeing Company<br />
Boeing Materials Technology 98124<br />
(425) 237-2536<br />
luther.m.gammon@boeing.com<br />
und<br />
Brian S Hayes<br />
University of Washington 98195<br />
(206) 543-9303<br />
hayesb@u.washington.edu<br />
Präparation und Präparationsverfahren<br />
für mikrografische Proben<br />
<strong>von</strong> Polymer-<strong>Verbundwerkstoffen</strong><br />
sind wohl einmalig. Verbundwerkstoffe<br />
mit Polymermatrix besitzen<br />
harte Fasern und eine weiche<br />
Polymermatrix. Mit dem beschriebenen<br />
Verfahren aus 3-4 Stufen gelingt<br />
deren Präparation problemlos. Die<br />
Übergangs/Reaktionszone zwischen<br />
Faser und Matrix bleibt dabei frei<br />
<strong>von</strong> Kantenabrundungen und Verzerrungen.<br />
Die Gesamtkosten je Probe<br />
liegen niedrig, weil mit einem Satz<br />
Diamantscheiben Tausende <strong>von</strong> Proben<br />
geschliffen werden können und<br />
auch die Kosten für das Aluminiumoxid<br />
zum Polieren nicht ins Gewicht<br />
fallen.<br />
Proben einbetten<br />
Die beste Einbettung ist „keine Einbettung“.<br />
Was so viel heißt, dass die<br />
Präparation und das Polieren einer<br />
Probe ohne jedes dauerhafte Einbettmittel<br />
oder Material geschieht.<br />
Polierautomaten besitzen Halter, die<br />
das Fixieren der Proben durch mechanisches<br />
Einspannen oder Festklemmen<br />
leicht machen (siehe Abb.<br />
1). Der Vorteil kommt nach dem Polieren<br />
zur Geltung, denn die Proben<br />
sind sofort zu entnehmen und zu<br />
betrachten. Die ursprünglichen<br />
Probenkennzeichnungen sind<br />
gleichfalls leichter zu erkennen. Für<br />
Verbundwerkstoffe mit laminarem<br />
oder wabenförmigem Aufbau sind<br />
rechteckige Halter zu empfehlen und<br />
gut geeignet. Zum Schutz der Ränder<br />
benötigen diese Probentypen<br />
Unterlegstücke, die nach dem Polieren<br />
als Abfall leicht zu entfernen sind.<br />
Für Proben <strong>von</strong> kohlefaserverstärkten<br />
Polymeren (KFVP) werden Stützstücke<br />
aus KFVP empfohlen, weil<br />
dadurch die Materialabträge gut aufeinander<br />
abgestimmt sind. Dies gilt<br />
auch für andere Verbundwerkstoffe;<br />
Stützstücke aus ähnlichen Materialien<br />
mit vergleichbarer Härte erzielen<br />
bessere Ergebnisse. Proben für<br />
Hohlraumbestimmungen und zum<br />
Lagen-Zählen lassen sich mit dieser<br />
Methode rasch und mit hervorragenden<br />
Ergebnissen präparieren.<br />
Probenhalter für<br />
ein automatisches<br />
Poliergerät. Mit 3,5<br />
x 7 cm Öffnungen<br />
Vergr. 4x<br />
Hellfeld<br />
Vergr. 100x<br />
Hoffman<br />
Kontrast<br />
1 bis 5 Grad<br />
Schrägschliffe<br />
Draufsicht<br />
Seitenansicht<br />
200x<br />
Hellfeld<br />
Das Handpolieren<br />
uneingebetteter<br />
Proben<br />
ist zwar möglich<br />
aber auch problematisch.<br />
Die<br />
meisten Proben<br />
der Verbundwerkstoffe<br />
sind<br />
<strong>von</strong> länglicher<br />
und schmaler<br />
Gestalt und machen<br />
es nicht<br />
leicht, eine plane<br />
Oberfläche höchster Qualität und<br />
frei <strong>von</strong> Artefakten zu erhalten. Zudem<br />
neigen die Ränder dazu, das<br />
Poliertuch zu zerreißen. Von bestimmten<br />
Ausnahmen abgesehen,<br />
ist diese die am wenigsten geeignete<br />
Präparationsmethode.<br />
Soll auf zerbrechlichen Proben, Proben<br />
aus mehreren Stücken oder solchen<br />
mit besonderen Oberflächenmerkmalen<br />
eine plane Oberfläche<br />
erzeugt werden, müssen sie durch<br />
Unterstützung stabilisiert werden.<br />
Die Benutzung eines Einbettmittels<br />
wie Epoxid, Polyester oder Acryl ist<br />
erforderlich. Unter diesen Mitteln ist<br />
Epoxid vorzuziehen, denn es<br />
schrumpft beim Aushärten nur minimal.<br />
Bei Raumtemperatur aushärtende<br />
Einbettmittel sind oft ideal,<br />
doch müssen sie häufig mindestens<br />
8 Stunden lang bei 20°C ausgehärtet<br />
werden, denn eine Ofenhärtung<br />
könnte die Schrumpfung erhöhen.<br />
Die Proben werden vollständig imprägniert,<br />
wenn die Form beim Eingießen<br />
des Einbettmittels (siehe<br />
Abb. 3) in einer <strong>Struers</strong> Vakuumimprägnierkammer<br />
(Epovac) steht.<br />
Ein gemäßigtes Vakuum zur Beseitigung<br />
<strong>von</strong> Lufteinschlüssen, gefolgt<br />
16
Abb. 2: Bruchfläche einer im Druckversuch getesteten<br />
Probe. Hier sieht man wie das Vakuumimprägnieren bei<br />
Raumtemperatur dazu beiträgt zerbrechliche Elemente<br />
einzubetten und festzuhalten.<br />
38<br />
<strong>Mikroskopie</strong> <strong>von</strong><br />
<strong>Verbundwerkstoffen</strong><br />
<strong>von</strong> einer Druckerhöhung<br />
verbessert die Probenpräparation<br />
beträchtlich und<br />
bewirkt eine gute Haftung.<br />
Planschleifen<br />
Automatisches Schleifen wird auf<br />
einer <strong>Struers</strong> MD-Piano Diamantscheibe<br />
durchgeführt und erzielt<br />
ausgezeichnete Ergebnisse. Außerdem<br />
ist ein Satz MD-Piano Scheiben<br />
höchst wirtschaftlich, denn es lassen<br />
sich damit mehr als 1000 Proben<br />
schleifen. Nachdem die Proben<br />
auf der MD-Piano 1200 geschliffen<br />
wurden, sind sie für das Feinpolieren<br />
vorbereitet.<br />
Polieren<br />
Das Polieren, Stufe 3, (Mikrobearbeitung)<br />
ist bei richtiger Ausführung<br />
billig und effektiv. Bei den meisten<br />
<strong>Verbundwerkstoffen</strong> kann dazu<br />
Al 2<br />
O 3<br />
benutzt werden, vorausgesetzt,<br />
die Faserhärte ist geringer als<br />
die des Al 2<br />
O 3<br />
. Für eine effektive<br />
Mikrobearbeitung hoher Qualität ist<br />
die richtige Anwendung einer genau<br />
eingestellten Al 2<br />
O 3<br />
Konzentration im<br />
Schmiermittel (destilliertes Wasser)<br />
ebenso notwendig wie der Tuchtyp,<br />
die Rotationsgeschwindigkeit der<br />
Präparationsscheibe und die benutzte<br />
Andruckkraft. Unter Voraussetzung<br />
der Ausgewogenheit der<br />
genannten Faktoren, wird das<br />
Schleifmaterial im Tuch verankert<br />
Abb.3: Epovac<br />
und durchtrennt sowohl die weiche<br />
Matrix als auch die harten Fasern<br />
mit klarem Schnitt. Eine kontrollierte<br />
Zugabe des Al 2<br />
O 3<br />
auf das Tuch geschieht<br />
am besten in Form einer vorgemischten<br />
kolloidalen Lösung.<br />
(Hinweis: Niemals trockenes<br />
Aluminiumoxid auf das Tuch bringen!)<br />
Nach der 0,3 µm Stufe (<strong>Struers</strong><br />
Pulver AP-A) erscheint die Oberfläche<br />
bei 100x Vergrößerung (siehe<br />
Abb. 5-7) nahezu frei <strong>von</strong> Artefakten.<br />
Es sei darauf hingewiesen, dass<br />
zwar auch Diamantschleifmittel wirkungsvoll<br />
benutzbar sind, die damit<br />
verbundenen Kosten jedoch sehr<br />
viel höher liegen und deren Verwendung<br />
somit nicht empfehlenswert ist.<br />
Die Einstellung der richtigen Konzentration<br />
des Al 2<br />
O 3<br />
ist kritisch. Es<br />
besteht nämlich die Neigung, die Mischung<br />
zu stark zu konzentrieren. In<br />
diesem Falle fängt das Al 2<br />
O 3<br />
an zu<br />
rollen und wird als Trennmaterial unwirksam.<br />
Außerdem erodiert dieses<br />
Rollen die Matrix in der Umgebung<br />
der Fasern, wodurch diese abgerundet<br />
werden und das Umgebungsmaterial<br />
abgesenkt wird. Derlei<br />
Verhältnisse zerstören am Ende<br />
die Oberflächenplanheit. Deshalb ist<br />
es besser, für die Ausführung der<br />
Mikrobearbeitung eine weniger stark<br />
konzentrierte Al 2<br />
O 3<br />
Lösung zu benutzen.<br />
Optimale Mischungsverhältnisse<br />
liegen vor bei: 5 g 0,3 µm<br />
Al 2<br />
O 3<br />
auf 1 Liter destilliertes Wasser<br />
bzw. 12 g 15 µm Al 2<br />
O 3<br />
auf 1 Liter<br />
Abb. 4: MD-Piano<br />
destilliertes Wasser (siehe Abb. 8).<br />
Das Schmiermittel leitet die Polierwärme<br />
ab und dient als Trägermaterial<br />
für das Schleifmittel, beispielsweise<br />
Al 2<br />
O 3<br />
. Das Schmiermittel<br />
muss <strong>von</strong> geringer Viskosität sein,<br />
so dass beim Polieren kein Aquaplaning<br />
eintritt. Verunreinigungen im<br />
Schmiermittel können tiefe Kerben<br />
verursachen, denn Leitungswasser<br />
enthält oft Schleifpartikel.<br />
Wenn auch vielerlei Tücher für das<br />
Polieren angeboten werden, z.B.<br />
solche aus Dacron oder Nylon, werden<br />
doch Seidentücher empfohlen.<br />
Sie sind in unterschiedlichen Typen<br />
erhältlich und ergeben die höchste<br />
Abtragungsgeschwindigkeit. <strong>Struers</strong><br />
DP-Dur, ein Seidentuch mit selbstklebender<br />
Rückseite, wird bevorzugt.<br />
Dieses Tuch ist stärker als reine<br />
Seide und eignet sich sehr gut<br />
für Polierautomaten.<br />
Die Rotationsgeschwindigkeit der<br />
Scheibe sollte möglichst hoch liegen<br />
- beispielsweise 300 bis 1000 U/min<br />
für Scheiben <strong>von</strong> 200 bis 300 mm.<br />
Möglicherweise wird diese Forderung<br />
gerätebedingt begrenzt, doch<br />
eine höhere Geschwindigkeit/Andruckkraft<br />
der Oberfläche hilft dem<br />
Al 2<br />
O 3<br />
, sich im Tuch festzusetzen und<br />
einen Überschuss an Al 2<br />
O 3<br />
aufzubauen.<br />
Höhere Geschwindigkeiten<br />
der Probenoberfläche erhöhen die<br />
Abtragungsgeschwindigkeit, egal ob<br />
diese Erhöhung durch Anhebung der<br />
Scheibenrotation, Vergrößerung des<br />
Scheibendurchmessers oder Gegenläufigkeit<br />
der Rotationen verursacht<br />
wird.<br />
Die auf die Proben wirkende Andruckkraft<br />
muss groß genug sein,<br />
um Aquaplaning zu vermeiden (>60<br />
Newton), wird aber oft gerätebedingt<br />
nicht erreicht. Ein vollbestückter<br />
Automatenkopf (d.h.<br />
sechs Proben im Halter) kann bis zu<br />
80 cm 2 Kontaktfläche mit der Scheibe<br />
erbringen. Somit könnte es sein,<br />
dass ohne Maschinenüberlastung<br />
nicht ausreichend Andruckkraft auf-<br />
17
Abb. 8: Eine kleine Flasche<br />
mit Al 2 O 3 Suspension für das<br />
manuelle Dosieren (links). Die<br />
große Flasche (rechts) hat<br />
eine Mischeinrichtung für die<br />
Al 2 O 3 Suspension. Diese wird<br />
oben auf dem Poliergerät<br />
montiert und die Suspension<br />
auf das Poliertuch getropft<br />
Abb. 5: Polarisiertes Durchlicht an #120 Al 2 O 3<br />
Partikeln. Es ist einfach zu sehen wie die<br />
Partikel auf einem Seiden-Poliertuch wie<br />
Schneidwerkzeuge arbeiten können.<br />
gebracht wird. Beim Handpolieren<br />
wird die Andruckkraft durch Muskelkraft<br />
und Geschicklichkeit begrenzt,<br />
die Probe unter Kontrolle halten zu<br />
können. Die richtige Anwendung der<br />
genannten Bedingungen mag unterschiedlich<br />
sein. Kern des Ganzen ist<br />
die richtige Zugabegeschwindigkeit<br />
der kolloidalen Al 2<br />
O 3<br />
-Mischung: 1<br />
bis 2 Tropfen pro Sekunde gibt ausreichend<br />
Probenkühlung und führt<br />
genügend Schleifmittel zu. Da Seidentücher<br />
zur Aufnahme des Schmiermittels<br />
keinen Flor besitzen, muss<br />
man vorsichtig vorgehen. Falls die<br />
Scheibe trocken läuft, treten nach 4<br />
bis 10 Sekunden Probenschäden auf.<br />
Abb. 6: Hellfeld Beleuchtung (200 x) einer<br />
Verbundwerkstoffprobe nach dem Polieren<br />
mit Al 2 O 3 Suspension. Bemerken Sie die<br />
Interferometerbänder auf den längslaufenden<br />
Fasern. Das ist eine der Möglichkeiten die<br />
Planheit nach dem Polieren zu kontrollieren.<br />
Endpolieren<br />
Die Endpolierstufe 4 ist optional und<br />
dient dem Entfernen <strong>von</strong> Kaltverformungen<br />
in der Polymermatrix<br />
(<strong>Struers</strong> OP-Chem Tuch, Suspension<br />
<strong>von</strong> 25% OP-A in 75% Wasser,<br />
< 10 Newton, gleiche Drehrichtung).<br />
Diese Stufe stellt den Übergang <strong>von</strong><br />
einer Mikrobearbeitung mittels florlosem<br />
Tuch und hohen Andruckkräften<br />
zum Läppen mit geringer<br />
Geschwindigkeit bei kleiner Kraft<br />
dar. Optimal ist die Anwendung einer<br />
vorgemischten - mit destilliertem<br />
Wasser verdünnten - 0,05 oder<br />
0,06 µm kolloidalen Al 2<br />
O 3<br />
-Suspension<br />
auf florlosem Tuch. Die kritischen<br />
Parameter des Feinpolierens sind:<br />
sehr geringe Vertikalkräfte, gleiche<br />
Drehrichtung der Probe relativ zur<br />
Scheibenrotation und eine niedrige<br />
Rotationsgeschwindigkeit der Scheibe.<br />
Liegt die Vertikalkraft zu hoch,<br />
verursacht dies Vertiefungen in der<br />
Umgebung der Übergangszone Faser/Matrixmaterial.<br />
Falls außerdem<br />
die Rotationsgeschwindigkeit der<br />
Scheibe zu hoch liegt, wird die Probe<br />
beim Handpolieren unkontrollierbar<br />
und die Probe neigt zum Kleben<br />
an der Scheibe. Auch sollte erwähnt<br />
sein, dass in dieser Stufe beim<br />
Handpolieren mit gegenläufiger<br />
Drehrichtung die Probe schwer kontrollierbar<br />
ist. Nach Abschluss des<br />
Hand/Automatenpolierens erzeugt<br />
eine Scheibenrotation <strong>von</strong> 300<br />
U/min Gegenrotation<br />
5) Optionale Stufe, Abschluss mit<br />
einer vorgemischten Lösung aus<br />
25% <strong>Struers</strong> OP-A mit 75% 0,05<br />
oder 0,06 µm aufgeschlämmtes<br />
Al 2<br />
O 3<br />
in Wasser verdünnt, <strong>Struers</strong><br />
OP-Chem Tuch und Gleichrotation.<br />
Methode 2. Automatisches Polieren:<br />
1) <strong>Struers</strong> MD-Piano 120 Diamantscheibe<br />
2) <strong>Struers</strong> MD-Piano1200 Diamantscheibe<br />
3) 0,3 µm aufgeschlämmtes<br />
Aluminiumoxid (5 g Al 2<br />
O 3<br />
auf 1 l<br />
dest. Wasser), <strong>Struers</strong> DP-Dur<br />
Satinseidentuch.<br />
4) Optionale Stufe, Abschluss mit<br />
einer vorgemischten Lösung aus<br />
25% <strong>Struers</strong> OP-A mit 75% 0,05<br />
oder 0,06 µm aufgeschlämmtem<br />
Al 2<br />
O 3<br />
, <strong>Struers</strong> OP-Chem Tuch<br />
18