Mikroskopie von Verbundwerkstoffen - Struers
Mikroskopie von Verbundwerkstoffen - Struers
Mikroskopie von Verbundwerkstoffen - Struers

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
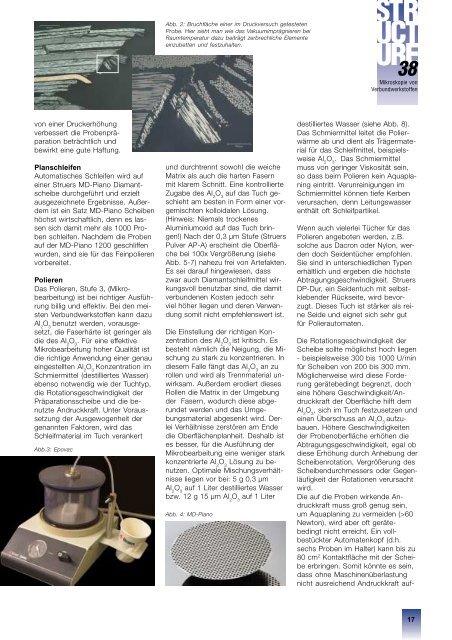
Abb. 2: Bruchfläche einer im Druckversuch getesteten<br />
Probe. Hier sieht man wie das Vakuumimprägnieren bei<br />
Raumtemperatur dazu beiträgt zerbrechliche Elemente<br />
einzubetten und festzuhalten.<br />
38<br />
<strong>Mikroskopie</strong> <strong>von</strong><br />
<strong>Verbundwerkstoffen</strong><br />
<strong>von</strong> einer Druckerhöhung<br />
verbessert die Probenpräparation<br />
beträchtlich und<br />
bewirkt eine gute Haftung.<br />
Planschleifen<br />
Automatisches Schleifen wird auf<br />
einer <strong>Struers</strong> MD-Piano Diamantscheibe<br />
durchgeführt und erzielt<br />
ausgezeichnete Ergebnisse. Außerdem<br />
ist ein Satz MD-Piano Scheiben<br />
höchst wirtschaftlich, denn es lassen<br />
sich damit mehr als 1000 Proben<br />
schleifen. Nachdem die Proben<br />
auf der MD-Piano 1200 geschliffen<br />
wurden, sind sie für das Feinpolieren<br />
vorbereitet.<br />
Polieren<br />
Das Polieren, Stufe 3, (Mikrobearbeitung)<br />
ist bei richtiger Ausführung<br />
billig und effektiv. Bei den meisten<br />
<strong>Verbundwerkstoffen</strong> kann dazu<br />
Al 2<br />
O 3<br />
benutzt werden, vorausgesetzt,<br />
die Faserhärte ist geringer als<br />
die des Al 2<br />
O 3<br />
. Für eine effektive<br />
Mikrobearbeitung hoher Qualität ist<br />
die richtige Anwendung einer genau<br />
eingestellten Al 2<br />
O 3<br />
Konzentration im<br />
Schmiermittel (destilliertes Wasser)<br />
ebenso notwendig wie der Tuchtyp,<br />
die Rotationsgeschwindigkeit der<br />
Präparationsscheibe und die benutzte<br />
Andruckkraft. Unter Voraussetzung<br />
der Ausgewogenheit der<br />
genannten Faktoren, wird das<br />
Schleifmaterial im Tuch verankert<br />
Abb.3: Epovac<br />
und durchtrennt sowohl die weiche<br />
Matrix als auch die harten Fasern<br />
mit klarem Schnitt. Eine kontrollierte<br />
Zugabe des Al 2<br />
O 3<br />
auf das Tuch geschieht<br />
am besten in Form einer vorgemischten<br />
kolloidalen Lösung.<br />
(Hinweis: Niemals trockenes<br />
Aluminiumoxid auf das Tuch bringen!)<br />
Nach der 0,3 µm Stufe (<strong>Struers</strong><br />
Pulver AP-A) erscheint die Oberfläche<br />
bei 100x Vergrößerung (siehe<br />
Abb. 5-7) nahezu frei <strong>von</strong> Artefakten.<br />
Es sei darauf hingewiesen, dass<br />
zwar auch Diamantschleifmittel wirkungsvoll<br />
benutzbar sind, die damit<br />
verbundenen Kosten jedoch sehr<br />
viel höher liegen und deren Verwendung<br />
somit nicht empfehlenswert ist.<br />
Die Einstellung der richtigen Konzentration<br />
des Al 2<br />
O 3<br />
ist kritisch. Es<br />
besteht nämlich die Neigung, die Mischung<br />
zu stark zu konzentrieren. In<br />
diesem Falle fängt das Al 2<br />
O 3<br />
an zu<br />
rollen und wird als Trennmaterial unwirksam.<br />
Außerdem erodiert dieses<br />
Rollen die Matrix in der Umgebung<br />
der Fasern, wodurch diese abgerundet<br />
werden und das Umgebungsmaterial<br />
abgesenkt wird. Derlei<br />
Verhältnisse zerstören am Ende<br />
die Oberflächenplanheit. Deshalb ist<br />
es besser, für die Ausführung der<br />
Mikrobearbeitung eine weniger stark<br />
konzentrierte Al 2<br />
O 3<br />
Lösung zu benutzen.<br />
Optimale Mischungsverhältnisse<br />
liegen vor bei: 5 g 0,3 µm<br />
Al 2<br />
O 3<br />
auf 1 Liter destilliertes Wasser<br />
bzw. 12 g 15 µm Al 2<br />
O 3<br />
auf 1 Liter<br />
Abb. 4: MD-Piano<br />
destilliertes Wasser (siehe Abb. 8).<br />
Das Schmiermittel leitet die Polierwärme<br />
ab und dient als Trägermaterial<br />
für das Schleifmittel, beispielsweise<br />
Al 2<br />
O 3<br />
. Das Schmiermittel<br />
muss <strong>von</strong> geringer Viskosität sein,<br />
so dass beim Polieren kein Aquaplaning<br />
eintritt. Verunreinigungen im<br />
Schmiermittel können tiefe Kerben<br />
verursachen, denn Leitungswasser<br />
enthält oft Schleifpartikel.<br />
Wenn auch vielerlei Tücher für das<br />
Polieren angeboten werden, z.B.<br />
solche aus Dacron oder Nylon, werden<br />
doch Seidentücher empfohlen.<br />
Sie sind in unterschiedlichen Typen<br />
erhältlich und ergeben die höchste<br />
Abtragungsgeschwindigkeit. <strong>Struers</strong><br />
DP-Dur, ein Seidentuch mit selbstklebender<br />
Rückseite, wird bevorzugt.<br />
Dieses Tuch ist stärker als reine<br />
Seide und eignet sich sehr gut<br />
für Polierautomaten.<br />
Die Rotationsgeschwindigkeit der<br />
Scheibe sollte möglichst hoch liegen<br />
- beispielsweise 300 bis 1000 U/min<br />
für Scheiben <strong>von</strong> 200 bis 300 mm.<br />
Möglicherweise wird diese Forderung<br />
gerätebedingt begrenzt, doch<br />
eine höhere Geschwindigkeit/Andruckkraft<br />
der Oberfläche hilft dem<br />
Al 2<br />
O 3<br />
, sich im Tuch festzusetzen und<br />
einen Überschuss an Al 2<br />
O 3<br />
aufzubauen.<br />
Höhere Geschwindigkeiten<br />
der Probenoberfläche erhöhen die<br />
Abtragungsgeschwindigkeit, egal ob<br />
diese Erhöhung durch Anhebung der<br />
Scheibenrotation, Vergrößerung des<br />
Scheibendurchmessers oder Gegenläufigkeit<br />
der Rotationen verursacht<br />
wird.<br />
Die auf die Proben wirkende Andruckkraft<br />
muss groß genug sein,<br />
um Aquaplaning zu vermeiden (>60<br />
Newton), wird aber oft gerätebedingt<br />
nicht erreicht. Ein vollbestückter<br />
Automatenkopf (d.h.<br />
sechs Proben im Halter) kann bis zu<br />
80 cm 2 Kontaktfläche mit der Scheibe<br />
erbringen. Somit könnte es sein,<br />
dass ohne Maschinenüberlastung<br />
nicht ausreichend Andruckkraft auf-<br />
17