Download als PDF (98 Kb) - Struers
Download als PDF (98 Kb) - Struers
Download als PDF (98 Kb) - Struers

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
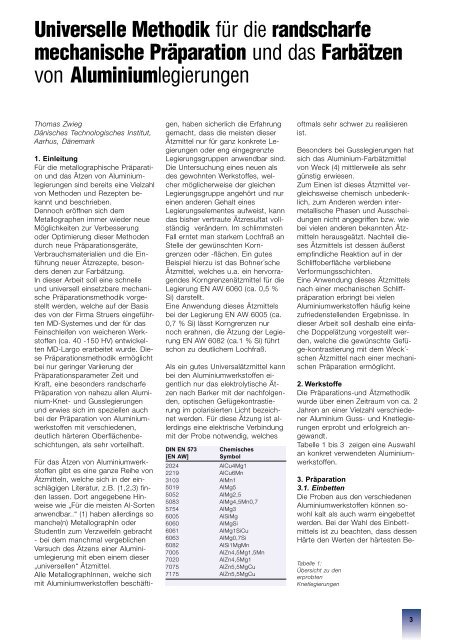
Universelle Methodik für die randscharfe<br />
mechanische Präparation und das Farbätzen<br />
von Aluminiumlegierungen<br />
Thomas Zwieg<br />
Dänisches Technologisches Institut,<br />
Aarhus, Dänemark<br />
1. Einleitung<br />
Für die metallographische Präparation<br />
und das Ätzen von Aluminiumlegierungen<br />
sind bereits eine Vielzahl<br />
von Methoden und Rezepten bekannt<br />
und beschrieben.<br />
Dennoch eröffnen sich dem<br />
Metallographen immer wieder neue<br />
Möglichkeiten zur Verbesserung<br />
oder Optimierung dieser Methoden<br />
durch neue Präparationsgeräte,<br />
Verbrauchsmaterialien und die Einführung<br />
neuer Ätzrezepte, besonders<br />
denen zur Farbätzung.<br />
In dieser Arbeit soll eine schnelle<br />
und universell einsetzbare mechanische<br />
Präparationsmethodik vorgestellt<br />
werden, welche auf der Basis<br />
des von der Firma <strong>Struers</strong> eingeführten<br />
MD-Systemes und der für das<br />
Feinschleifen von weicheren Werkstoffen<br />
(ca. 40 -150 HV) entwickelten<br />
MD-Largo erarbeitet wurde. Diese<br />
Präparationsmethodik ermöglicht<br />
bei nur geringer Variierung der<br />
Präparationsparameter Zeit und<br />
Kraft, eine besonders randscharfe<br />
Präparation von nahezu allen Aluminium-Knet-<br />
und Gusslegierungen<br />
und erwies sich im speziellen auch<br />
bei der Präparation von Aluminiumwerkstoffen<br />
mit verschiedenen,<br />
deutlich härteren Oberflächenbeschichtungen,<br />
<strong>als</strong> sehr vorteilhaft.<br />
Für das Ätzen von Aluminiumwerkstoffen<br />
gibt es eine ganze Reihe von<br />
Ätzmitteln, welche sich in der einschlägigen<br />
Literatur, z.B. (1,2,3) finden<br />
lassen. Dort angegebene Hinweise<br />
wie „Für die meisten Al-Sorten<br />
anwendbar..“ (1) haben allerdings so<br />
manche(n) MetallographIn oder<br />
StudentIn zum Verzweifeln gebracht<br />
- bei dem manchmal vergeblichen<br />
Versuch des Ätzens einer Aluminiumlegierung<br />
mit eben einem dieser<br />
„universellen“ Ätzmittel.<br />
Alle MetallographInnen, welche sich<br />
mit Aluminiumwerkstoffen beschäftigen,<br />
haben sicherlich die Erfahrung<br />
gemacht, dass die meisten dieser<br />
Ätzmittel nur für ganz konkrete Legierungen<br />
oder eng eingegrenzte<br />
Legierungsgruppen anwendbar sind.<br />
Die Untersuchung eines neuen <strong>als</strong><br />
des gewohnten Werkstoffes, welcher<br />
möglicherweise der gleichen<br />
Legierungsgruppe angehört und nur<br />
einen anderen Gehalt eines<br />
Legierungselementes aufweist, kann<br />
das bisher vertraute Ätzresultat vollständig<br />
verändern. Im schlimmsten<br />
Fall erntet man starkem Lochfraß an<br />
Stelle der gewünschten Korngrenzen<br />
oder -flächen. Ein gutes<br />
Beispiel hierzu ist das Bohner´sche<br />
Ätzmittel, welches u.a. ein hervorragendes<br />
Korngrenzenätzmittel für die<br />
Legierung EN AW 6060 (ca. 0,5 %<br />
Si) darstellt.<br />
Eine Anwendung dieses Ätzmittels<br />
bei der Legierung EN AW 6005 (ca.<br />
0,7 % Si) lässt Korngrenzen nur<br />
noch erahnen, die Ätzung der Legierung<br />
EN AW 6082 (ca.1 % Si) führt<br />
schon zu deutlichem Lochfraß.<br />
Als ein gutes Universalätzmittel kann<br />
bei den Aluminiumwerkstoffen eigentlich<br />
nur das elektrolytische Ätzen<br />
nach Barker mit der nachfolgenden,<br />
optischen Gefügekontrastierung<br />
im polarisierten Licht bezeichnet<br />
werden. Für diese Ätzung ist allerdings<br />
eine elektrische Verbindung<br />
mit der Probe notwendig, welches<br />
DIN EN 573<br />
[EN AW]<br />
Chemisches<br />
Symbol<br />
2024 AlCu4Mg1<br />
2219 AlCu6Mn<br />
3103 AlMn1<br />
5019 AlMg5<br />
5052 AlMg2,5<br />
5083 AlMg4,5Mn0,7<br />
5754 AlMg3<br />
6005 AlSiMg<br />
6060 AlMgSi<br />
6061 AlMg1SiCu<br />
6063 AlMg0,7Si<br />
6082 AlSi1MgMn<br />
7005 AlZn4,5Mg1,5Mn<br />
7020 AlZn4,5Mg1<br />
7075 AlZn5,5MgCu<br />
7175 AlZn5,5MgCu<br />
oftm<strong>als</strong> sehr schwer zu realisieren<br />
ist.<br />
Besonders bei Gusslegierungen hat<br />
sich das Aluminium-Farbätzmittel<br />
von Weck (4) mittlerweile <strong>als</strong> sehr<br />
günstig erwiesen.<br />
Zum Einen ist dieses Ätzmittel vergleichsweise<br />
chemisch unbedenklich,<br />
zum Anderen werden intermetallische<br />
Phasen und Ausscheidungen<br />
nicht angegriffen bzw. wie<br />
bei vielen anderen bekannten Ätzmitteln<br />
herausgeätzt. Nachteil dieses<br />
Ätzmittels ist dessen äußerst<br />
empfindliche Reaktion auf in der<br />
Schliffoberfläche verbliebene<br />
Verformungsschichten.<br />
Eine Anwendung dieses Ätzmittels<br />
nach einer mechanischen Schliffpräparation<br />
erbringt bei vielen<br />
Aluminiumwerkstoffen häufig keine<br />
zufriedenstellenden Ergebnisse. In<br />
dieser Arbeit soll deshalb eine einfache<br />
Doppelätzung vorgestellt werden,<br />
welche die gewünschte Gefüge-kontrastierung<br />
mit dem Weck´schen<br />
Ätzmittel nach einer mechanischen<br />
Präparation ermöglicht.<br />
2. Werkstoffe<br />
Die Präparations-und Ätzmethodik<br />
wurde über einen Zeitraum von ca. 2<br />
Jahren an einer Vielzahl verschiedener<br />
Aluminium Guss- und Knetlegierungen<br />
erprobt und erfolgreich angewandt.<br />
Tabelle 1 bis 3 zeigen eine Auswahl<br />
an konkret verwendeten Aluminiumwerkstoffen.<br />
3. Präparation<br />
3.1. Einbetten<br />
Die Proben aus den verschiedenen<br />
Aluminiumwerkstoffen können sowohl<br />
kalt <strong>als</strong> auch warm eingebettet<br />
werden. Bei der Wahl des Einbettmittels<br />
ist zu beachten, dass dessen<br />
Härte den Werten der härtesten Be-<br />
Tabelle 1:<br />
Übersicht zu den<br />
erprobten<br />
Knetlegierungen<br />
3
DIN 1725<br />
GK-AlSi12<br />
GK-AlSi10Mg<br />
GF-AlSi7Mgwa<br />
GD-AlSi9Cu3<br />
GD-AlSi12<br />
GD-AlSi10Mg<br />
GD-AlMg9<br />
Gießverfahren<br />
Kokillenguß<br />
Feinguß<br />
Druckguß<br />
Tabelle 2:<br />
Übersicht zu den erprobten Gusslegierungen<br />
Legierung<br />
Gusslegierungen<br />
Knetlegierungen<br />
Oberflächenschicht<br />
1. Al 2 O 3 / TiO-Plasma- oder<br />
Flammspritzschichten mit Lacken<br />
2. CrN-Schichten<br />
1. Anodisationsschichten (Eloxal-)<br />
2. Hartanodisationsschichten mit PTFE<br />
3. Lackschichten<br />
4. Stromlos abgeschiedene<br />
Nickelschichten<br />
Tabelle 3: Übersicht zu den erprobten Oberflächenbeschichtungen<br />
standteile in der Schlifffläche (intermetallische<br />
Phasen, Randschichten)<br />
vergleichbar ist oder diese leicht<br />
übersteigt. Bei der Untersuchung<br />
von Oberflächenschichten empfiehlt<br />
sich ein straffes Einwickeln der Proben<br />
in dünne Metallfolien (z.B. Aluminium-Haushaltsfolie,<br />
Nickelfolie)<br />
mit nachfolgendem Warmeinbetten.<br />
Auf diesem Wege lassen sich die<br />
Oberflächenschichten sehr gut vom<br />
Einbettmittel abgrenzen. Bei der<br />
Wahl des Folienwerkstoffes ist ebenfalls<br />
auf eine vergleichbare Härte mit<br />
der zu untersuchenden Oberflächenschicht<br />
zu achten.<br />
3.2. Schleifen<br />
Das Schleifen erfolgte auf einem<br />
halbautomatischen Präparationssystem<br />
(RotoSystem, <strong>Struers</strong>) mit<br />
einem Scheibendurchmesser von<br />
250 mm. Die Proben wurden mit<br />
Einzelprobendruck bewegt.<br />
Tabelle 4 zeigt die verwendeten<br />
Schleifparameter.<br />
3.3. Polieren<br />
Tabelle 5 zeigt die angewendeten<br />
Polierparameter. Wie beim Schleifen<br />
sind die Parameter Kraft und Zeit<br />
nur richtungsweisend und müssen<br />
den konkreten Bedingungen<br />
angepasst werden. Die Polierstufe 2<br />
(Diamant, 1 µm) kann bei höherfesten<br />
Aluminiumwerkstoffen auch<br />
oftm<strong>als</strong> entfallen. Dazu ist jedoch<br />
eine Kontrolle des Schliffbildes nach<br />
der Polierstufe 1 notwendig.<br />
Soll der Schliff direkt nach dem Polieren<br />
geätzt werden, so empfiehlt<br />
sich ein Endpolieren mit OP-S-Suspension.<br />
Für eine Untersuchung des<br />
Ausscheidungszustandes hat sich<br />
jedoch eine Endpolitur mit OP-U <strong>als</strong><br />
günstiger erwiesen, da OP-S die<br />
Ausscheidungen bereits angreift und<br />
somit das Ausscheidungsbild verändert.<br />
Arbeitsgang Planschleifen Feinschleifen<br />
Unterlage Schleifpapier MD-Largo<br />
Abrasivmittel SiC Diamant<br />
Korngrösse/ Körnung 220 9 µm<br />
Schmiermittel Wasser DP-Grün<br />
Drehrichtung >> >><br />
U/min 300 150<br />
Kraft (N) 25 30<br />
Zeit (min) 3 (bis plan) 5<br />
Arbeitsgang Polieren 1 Polieren 2 Endpolieren<br />
Unterlage MD-Dac MD-Nap MD-Chem<br />
SP-PoliCel1<br />
Abrasivmittel Diamant Diamant OP-S<br />
OP-U<br />
Korngrösse/Körnung 3 µm 1 µm 0,04 µm<br />
0,04 µm<br />
Schmiermittel DP-Rot DP-Rot -<br />
Drehrichtung >> >> >><br />
U/min 150 150 150<br />
Kraft (N) 25 20 20, Spülen: 10<br />
Zeit (min) 3 1,5 2<br />
“Heuschrecke“ Intermetallische<br />
Ausscheidung in einer Aluminium-<br />
Gusslegierung, 500 x<br />
Tabelle 4:<br />
Arbeitsschritte zum<br />
Schleifen<br />
Die Parameter Kraft<br />
und Zeit müssen bei<br />
der Präparation<br />
eventuell den<br />
jeweiligen Werkstoffen<br />
und Probengeometrien<br />
etwas<br />
angepasst werden.<br />
4. Ätzen<br />
Die nach der oben beschriebenen<br />
Methodik präparierten Schliffe lassen<br />
ich sehr gut elektrolytisch mit<br />
dem Ätzmittel nach Barker ätzen<br />
und im polarisierten Licht kontrastieren.<br />
Dieses Ätzverfahren erfordert<br />
jedoch eine elektrische Kontaktierung<br />
zur Probe, was oftm<strong>als</strong> einige<br />
Schwierigkeiten hervorruft (wir<br />
haben hierzu keine guten Erfahrungen<br />
mit den kommerziell erhältlichen<br />
elektrisch leitenden Warmeinbettmitteln).<br />
Es wurde deshalb nach einem<br />
alternativen Ätzmittel gesucht.<br />
Das Aluminium-Farbätzmittel auf der<br />
Basis der alkalischen Kaliumpermanganat-Lösung<br />
(nach Weck, (4))<br />
ist für das Ätzen von Aluminium-<br />
Gusswerkstoffen sehr geeignet. Wie<br />
bereits erwähnt ist dieses Ätzmittel<br />
zum einen vergleichsweise chemisch<br />
unbedenklich, zum Anderen werden<br />
intermetallische Phasen und Ausscheidungen<br />
nicht angegriffen bzw.<br />
wie bei vielen anderen bekannten<br />
“Dinosaurier“ Intermetallische<br />
Ausscheidung in einer Aluminium-<br />
Gusslegierung, 100 x<br />
Tabelle 5:<br />
Arbeitsschritte zum<br />
Polieren<br />
Das alternativ zur MD-Chem angegebene<br />
Poliertuch SP-PoliCel eignet<br />
sich besonders für die Endpolitur<br />
sehr weicher Aluminiumwerkstoffe.<br />
4
“Das hässliche Entlein“<br />
Intermetallische Ausscheidung<br />
in einer Aluminium-<br />
Gusslegierung, 500 x<br />
38<br />
Universelle Methodik für die randscharfe<br />
mechanische Präparation und das Farbätzen von<br />
Aluminiumlegierungen<br />
Gefüge eines Drahtes der<br />
Legierung EN AW 7175,<br />
200 x<br />
Interkristalline Korrosion in einer Aluminium-<br />
Gusslegierung, 1000 x<br />
Ätzmitteln herausgeätzt. Nachteil<br />
dieses Ätzmittels ist dessen äußerst<br />
empfindliche Reaktion auf in der<br />
Schliffoberfläche verbliebene<br />
Verformungsschichten.<br />
Die direkte Anwendung dieses Ätzmittels<br />
nach der oben beschriebenen,<br />
mechanischen Präparationsmethodik<br />
erbrachte erwartungsgemäß<br />
bei einigen Aluminiumwerkstoffen,<br />
besonders Knetlegierungen,<br />
keine zufriedenstellenden Ergebnisse.<br />
Die Schliffe sind dementsprechend<br />
für die Anwendung dieses Ätzmittels<br />
trotz Oxid-Endpolitur noch nicht vollends<br />
verformungsfrei. Ein längeres<br />
Endpolieren auch mit verschiedenen<br />
Oxidsuspensionen verbesserte dieses<br />
Resultat nicht zufriedenstellend,<br />
verminderte jedoch die in der vorangehenden<br />
Präparation erreichte<br />
Randschärfe.<br />
Es wurden deshalb umfangreiche<br />
Experimente für eine Vorätzung der<br />
präparierten Schliffe durchgeführt,<br />
um diese verbliebene Verformungsschicht<br />
chemisch in Form eines<br />
Beizens der Schlifffläche zu entfernen.<br />
Dazu wurden verschiedene<br />
Ätzlösungen in unterschiedlichen<br />
Konzentrationen erprobt. Das beste<br />
Ätzresultat ließ eine Vorätzung mit<br />
einer 2 %-igen Natriumhydroxidlösung<br />
erkennen.<br />
Wie die Ergebnisse zeigen, lässt<br />
sich durch diese einfache Vorätzung<br />
mit der verdünnten Natriumhydroxidlösung<br />
eine gute bis sehr gute Gefügekontrastierung<br />
mit dem<br />
Weck´schen Ätzmittel bei allen untersuchten<br />
Aluminiumwerkstoffen ohne<br />
Verlust an Schliffqualität (Randschärfe,<br />
Kontrastierung der Ausscheidungen)<br />
erreichen.<br />
Beispielhaft sind einige Gefügeaufnahmen<br />
von unterschiedlichen Legierungen<br />
gezeigt.<br />
Einschränkend sei zu erwähnen,<br />
Oberflächengefüge einer<br />
Wärmetauscherlegierung EN<br />
AW 3103, beginnende<br />
Flüssigmetall —Werkstoffschädigung<br />
durch an den<br />
Korngrenzen eingedrungenen<br />
Lötwerkstoff (die Partikel<br />
oberhalb der Oberfläche sind<br />
Reste des Lötwerkstoff-<br />
Eutektikums), 400 x<br />
“Die Aluminium Welle“ Grat<br />
einer Lötverbindung eines<br />
Aluminium Wärmetauschers,<br />
63 x<br />
dass mit diesem Ätzmittel bei einigen<br />
wenigen Knetlegierungen, z.B.<br />
EN AW 5083, AlMg4,5Mn0,7 im<br />
stark kaltverformten Gefügezustand<br />
keine zufriedenstellende Gefügekontrastierung<br />
möglich war.<br />
Die Parameter für diese Doppelätzung<br />
zeigt Tabelle 6.<br />
Als besonderen Vorteil ermöglicht<br />
diese Doppelätzung die Anwendung<br />
von polarisiertem Licht für eine zusätzliche,<br />
optische Gefügekontrastierung.<br />
5
Diese Möglichkeit besteht in der Regel<br />
nicht bei der alleinigen Ätzung<br />
mit der alkalischen Kaliumpermanganatlösung.<br />
5. Zusammenfassung<br />
Es wurde eine universelle Methodik<br />
für die mechanische Prapäration von<br />
Aluminiumwerkstoffen erarbeitet,<br />
welche im wesentlichen auf einem<br />
Ersatz der üblicherweise angewendeten,<br />
mehreren Schleifstufen auf<br />
Siliziumkarbid-Papier mit einer Diamant-Feinschleifstufe<br />
auf der von<br />
der Firma <strong>Struers</strong> entwickelten<br />
Präparationsscheibe MD-Largo beruht.<br />
Diese Methodik ist im Besonderen<br />
durch eine sehr hohe Randschärfe<br />
der metallographischen<br />
Schliffe gekennzeichnet, was sie besonders<br />
für die Präparation von<br />
oberflächenbeschichteten Proben<br />
empfiehlt.<br />
Für das Ätzen derartig präparierter<br />
Schliffe wurde eine Doppelätzung in<br />
Form eines Vorätzens mit einer 2 %-<br />
igen Natriumhydroxidlösung und einem<br />
abschließenden Farbätzen mit<br />
der alkalischen Kaliumpermanganatlösung<br />
nach Weck entwickelt. Wie<br />
die bisherigen Erfahrungen zeigen,<br />
ist diese Doppelätzung in ihrer Anwendung<br />
nahezu ebenso universell<br />
einsetzbar wie das bekannte elektrolytische<br />
Ätzverfahren nach Barker<br />
– ohne dass hierbei ein elektrischer<br />
Kontakt zur Probe notwendig ist.<br />
Parameter 1. Ätzung 2. Ätzung<br />
Intermetallische Ausscheidung<br />
in einer Aluminium-<br />
Gusslegierung, 250 x<br />
Interkristalline Lochfrass-<br />
Korrosion einer Legierung EN<br />
AW 6060, sichtbarer<br />
kristallographischer<br />
Korrosionsangriff, 200 x<br />
Ätzmittel 100 ml destilliertes Wasser 100 ml destilliertes Wasser<br />
+ 2 g Natriumhydroxid + 4 g Kaliumpermanganat<br />
nach dem Lösen:<br />
+ 1 g Natriumhydroxid (4)<br />
Temperatur RT RT<br />
Zeit 1 min 15 s<br />
Bemerkungen Tauchätzung. Bei einigen Tauchätzung. Trocken ätzen.<br />
Legierungstypen werden die Ätzmittel frisch verwenden.<br />
ausscheidungsnahen Bereiche Die Ätzung ist gut,<br />
angegriffen. Hier sollte die wenn die Schlifffläche eine<br />
Ätzzeit auf 30 s verkürzt gelbgrüne Färbung aufweist.<br />
werden. Siehe auch Kommentare in (4)<br />
Tabelle 6: Arbeitsschritte zum Ätzen<br />
Literatur<br />
(1) Petzow, G.: Metallographisches,<br />
Keramographisches,<br />
Plastographisches Ätzen,<br />
Gebr. Borntraeger, Stuttgart 1994<br />
(2) Beckert, M.; Klemm, H.: Handbuch<br />
der metallographischen<br />
Ätzverfahren, DVG, Leipzig 1<strong>98</strong>5<br />
(3) Sperry, P.R.; Bankard, M.H.:<br />
Metallographic Technique for Aluminium-Alloys,<br />
ASM Met<strong>als</strong> Handbook,<br />
8 th Edition, Vol.8, 1973<br />
(4) Weck, E.; Leistner, E.:<br />
Metallographische Anleitung zum<br />
Farbätzen nach dem Tauchverfahren,<br />
Teil III, DVS, Düsseldorf<br />
1<strong>98</strong>6<br />
Dieser Artikel wurde erstm<strong>als</strong> in der<br />
Ausgabe 2, 2001 der Zeitschrift<br />
Praktische Metallographie veröffentlicht.<br />
6