Datenblatt
Datenblatt
Datenblatt

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
ALVAR 14<br />
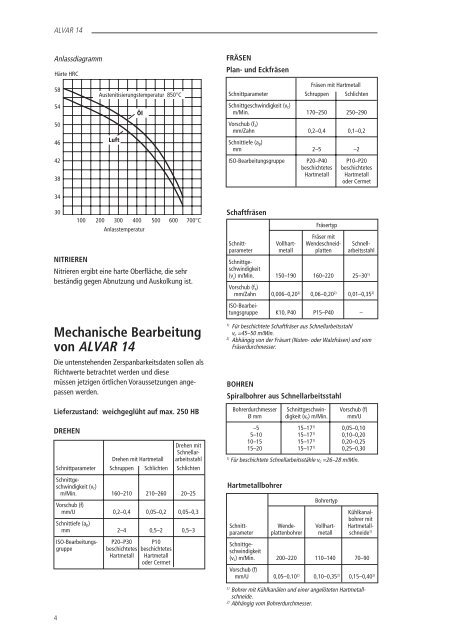
Anlassdiagramm<br />
Härte HRC<br />
58<br />
Austenitisierungstemperatur 850°C<br />
54<br />
Öl<br />
50<br />
46<br />
Luft<br />
42<br />
38<br />
FRÄSEN<br />
Plan- und Eckfräsen<br />
Fräsen mit Hartmetall<br />
Schnittparameter Schruppen Schlichten<br />
Schnittgeschwindigkeit (v c )<br />
m/Min. 170–250 250–290<br />
Vorschub (f z )<br />
mm/Zahn 0,2–0,4 0,1–0,2<br />
Schnittiefe (a p )<br />
mm 2–5 –2<br />
ISO-Bearbeitungsgruppe P20–P40 P10–P20<br />
beschichtetes beschichtetes<br />
Hartmetall Hartmetall<br />
oder Cermet<br />
34<br />
30<br />
NITRIEREN<br />
Nitrieren ergibt eine harte Oberfläche, die sehr<br />
beständig gegen Abnutzung und Auskolkung ist.<br />
Mechanische Bearbeitung<br />
von ALVAR 14<br />
Die untenstehenden Zerspanbarkeitsdaten sollen als<br />
Richtwerte betrachtet werden und diese<br />
müssen jetzigen örtlichen Voraussetzungen angepassen<br />
werden.<br />
Lieferzustand: weichgeglüht auf max. 250 HB<br />
DREHEN<br />
100 200 300 400 500 600 700°C<br />
Anlasstemperatur<br />
Drehen mit<br />
Schnellar-<br />
Drehen mit Hartmetall arbeitsstahl<br />
Schnittparameter Schruppen Schlichten Schlichten<br />
Schnittgeschwindigkeit<br />
(v c )<br />
m/Min. 160–210 210–260 20–25<br />
Vorschub (f)<br />
mm/U 0,2–0,4 0,05–0,2 0,05–0,3<br />
Schnittiefe (a p )<br />
mm 2–4 0,5–2 0,5–3<br />
ISO-Bearbeitungs- P20–P30 P10<br />
gruppe<br />
beschichtetes beschichtetes<br />
Hartmetall Hartmetall<br />
oder Cermet<br />
Schaftfräsen<br />
Fräsertyp<br />
Fräser mit<br />
Schnitt- Vollhart- Wendeschneid- Schnellparameter<br />
metall platten arbeitsstahl<br />
Schnittgeschwindigkeit<br />
(v c<br />
) m/Min. 150–190 160–220 25–30 1)<br />
Vorschub (f z )<br />
mm/Zahn 0,006–0,20 2) 0,06–0,20 2) 0,01–0,35 2)<br />
ISO-Bearbeitungsgruppe<br />
K10, P40 P15–P40 –<br />
1)<br />
Für beschichtete Schaftfräser aus Schnellarbeitsstahl<br />
v c =45–50 m/Min.<br />
2)<br />
Abhängig von der Fräsart (Nuten- oder Walzfräsen) und vom<br />
Fräserdurchmesser.<br />
BOHREN<br />
Spiralbohrer aus Schnellarbeitsstahl<br />
Bohrerdurchmesser Schnittgeschwin- Vorschub (f)<br />
Ø mm digkeit (v c ) m/Min. mm/U<br />
–5 15–17 1) 0,05–0,10<br />
5–10 15–17 1) 0,10–0,20<br />
10–15 15–17 1) 0,20–0,25<br />
15–20 15–17 1) 0,25–0,30<br />
1)<br />
Für beschichtete Schnellarbeitsstähle v c =26–28 m/Min.<br />
Hartmetallbohrer<br />
Bohrertyp<br />
Kühlkanalbohrer<br />
mit<br />
Schnitt- Wende- Vollhart- Hartmetallparameter<br />
plattenbohrer metall schneide 1)<br />
Schnittgeschwindigkeit<br />
(v c ) m/Min. 200–220 110–140 70–90<br />
Vorschub (f)<br />
mm/U 0,05–0,10 2) 0,10–0,35 2) 0,15–0,40 2)<br />
1)<br />
Bohrer mit Kühlkanälen und einer angelöteten Hartmetallschneide.<br />
2)<br />
Abhängig vom Bohrerdurchmesser.<br />
4