ALVAR 14 Warmarbeitsstahl - Uddeholm
ALVAR 14 Warmarbeitsstahl - Uddeholm
ALVAR 14 Warmarbeitsstahl - Uddeholm

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>ALVAR</strong> <strong>14</strong><br />
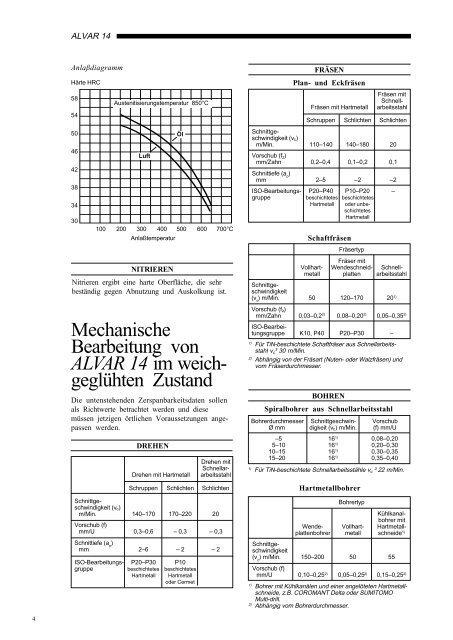
Anlaßdiagramm<br />
Härte HRC<br />
58<br />
54<br />
50<br />
46<br />
42<br />
38<br />
34<br />
30<br />
Austenitisierungstemperatur 850°C<br />
Luft<br />
100 200 300 400 500 600 700°C<br />
Anlaßtemperatur<br />
NITRIEREN<br />
Nitrieren ergibt eine harte Oberfläche, die sehr<br />
beständig gegen Abnutzung und Auskolkung ist.<br />
Mechanische<br />
Bearbeitung von<br />
<strong>ALVAR</strong> <strong>14</strong> im weichgeglühten<br />
Zustand<br />
Die untenstehenden Zerspanbarkeitsdaten sollen<br />
als Richtwerte betrachtet werden und diese<br />
müssen jetzigen örtlichen Voraussetzungen angepassen<br />
werden.<br />
DREHEN<br />
Öl<br />
Drehen mit Hartmetall<br />
Schruppen Schlichten Schlichten<br />
Drehen mit<br />
Schnellararbeitsstahl<br />
Schnittgeschwindigkeit<br />
(v c )<br />
m/Min. <strong>14</strong>0–170 170–220 20<br />
Vorschub (f)<br />
mm/U 0,3–0,6 – 0,3 – 0,3<br />
Schnittiefe (a p<br />
)<br />
mm 2–6 – 2 – 2<br />
ISO-Bearbeitungs- P20–P30 P10<br />
gruppe beschichtetes beschichtetes<br />
Hartmetall Hartmetall<br />
oder Cermet<br />
FRÄSEN<br />
Plan- und Eckfräsen<br />
Fräsen mit Hartmetall<br />
Fräsen mit<br />
Schnellarbeitsstahl<br />
Schruppen Schlichten Schlichten<br />
Schnittgeschwindigkeit<br />
(v c )<br />
m/Min. 110–<strong>14</strong>0 <strong>14</strong>0–180 20<br />
Vorschub (f z )<br />
mm/Zahn 0,2–0,4 0,1–0,2 0,1<br />
Schnittiefe (a p<br />
)<br />
mm 2–5 –2 –2<br />
ISO-Bearbeitungs- P20–P40 P10–P20 –<br />
gruppe<br />
beschichtetes beschichtetes<br />
Hartmetall oder unbeschichtetes<br />
Hartmetall<br />
Schaftfräsen<br />
Fräsertyp<br />
Fräser mit<br />
Vollhart- Wendeschneid- Schnellmetall<br />
platten arbeitsstahl<br />
Schnittgeschwindigkeit<br />
(v c<br />
) m/Min. 50 120–170 20 1)<br />
Vorschub (f z )<br />
mm/Zahn 0,03–0,2 2) 0,08–0,20 2) 0,05–0,35 2)<br />
ISO-Bearbeitungsgruppe<br />
K10, P40 P20–P30 –<br />
1)<br />
Für TiN-beschichtete Schaftfräser aus Schnellarbeitsstahl<br />
v c ³ 30 m/Min.<br />
2)<br />
Abhängig von der Fräsart (Nuten- oder Walzfräsen) und<br />
vom Fräserdurchmesser.<br />
BOHREN<br />
Spiralbohrer aus Schnellarbeitsstahl<br />
Bohrerdurchmesser Schnittgeschwin- Vorschub<br />
Ø mm digkeit (v c ) m/Min. (f) mm/U<br />
–5 16 1) 0,08–0,20<br />
5–10 16 1) 0,20–0,30<br />
10–15 16 1) 0,30–0,35<br />
15–20 16 1) 0,35–0,40<br />
1)<br />
Für TiN-beschichtete Schnellarbeitsstähle v c ³ 22 m/Min.<br />
Hartmetallbohrer<br />
Bohrertyp<br />
Kühlkanalbohrer<br />
mit<br />
Wende- Vollhart- Hartmetallplattenbohrer<br />
metall schneide 1)<br />
Schnittgeschwindigkeit<br />
(v c<br />
) m/Min. 150–200 50 55<br />
Vorschub (f)<br />
mm/U 0,10–0,25 2) 0,05–0,25 2) 0,15–0,25 2)<br />
1)<br />
Bohrer mit Kühlkanälen und einer angelöteten Hartmetallschneide,<br />
z.B. COROMANT Delta oder SUMITOMO<br />
Multi-drill.<br />
2)<br />
Abhängig vom Bohrerdurchmesser.<br />
4