GRANE Werkzeug- und Kunststofformenstahl - Uddeholm
GRANE Werkzeug- und Kunststofformenstahl - Uddeholm
GRANE Werkzeug- und Kunststofformenstahl - Uddeholm

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>GRANE</strong><br />
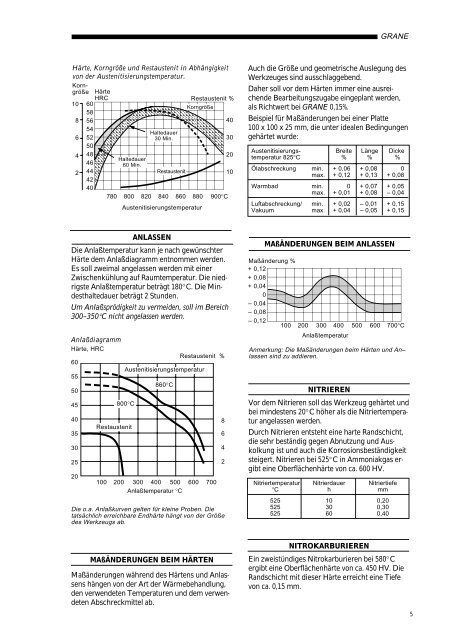
Härte, Korngröße <strong>und</strong> Restaustenit in Abhängigkeit<br />
von der Austenitisierungstemperatur.<br />
Korngröße<br />
Härte<br />
10<br />
8<br />
6<br />
4<br />
2<br />
60<br />
58<br />
56<br />
54<br />
52<br />
50<br />
48<br />
46<br />
44<br />
42<br />
40<br />
HRC<br />
Haltedauer<br />
60 Min.<br />
Haltedauer<br />
30 Min.<br />
Restaustenit<br />
Restaustenit %<br />
Korngröße<br />
780 800 820 840 860 880 900°C<br />
Austenitisierungstemperatur<br />
40<br />
30<br />
20<br />
10<br />
Auch die Größe <strong>und</strong> geometrische Auslegung des<br />
<strong>Werkzeug</strong>es sind ausschlaggebend.<br />
Daher soll vor dem Härten immer eine ausreichende<br />
Bearbeitungszugabe eingeplant werden,<br />
als Richtwert bei <strong>GRANE</strong> 0,15%.<br />
Beispiel für Maßänderungen bei einer Platte<br />
100 x 100 x 25 mm, die unter idealen Bedingungen<br />
gehärtet wurde:<br />
Austenitisierungs- Breite Länge Dicke<br />
temperatur 825°C % % %<br />
Ölabschreckung min. + 0,06 + 0,08 0<br />
max. + 0,12 + 0,13 + 0,08<br />
Warmbad min. 0 + 0,07 + 0,05<br />
max. + 0,01 + 0,08 – 0,04<br />
Luftabschreckung/ min. + 0,02 – 0,01 + 0,15<br />
Vakuum max. + 0,04 – 0,05 + 0,15<br />
ANLASSEN<br />
Die Anlaßtemperatur kann je nach gewünschter<br />
Härte dem Anlaßdiagramm entnommen werden.<br />
Es soll zweimal angelassen werden mit einer<br />
Zwischenkühlung auf Raumtemperatur. Die niedrigste<br />
Anlaßtemperatur beträgt 180°C. Die Mindesthaltedauer<br />
beträgt 2 St<strong>und</strong>en.<br />
Um Anlaßsprödigkeit zu vermeiden, soll im Bereich<br />
300–350°C nicht angelassen werden.<br />
Anlaßdiagramm<br />
Härte, HRC<br />
60<br />
55<br />
50<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
Restaustenit %<br />
Austenitisierungstemperatur<br />
800°C<br />
Restaustenit<br />
860°C<br />
100 200 300 400 500 600 700<br />
Anlaßtemperatur °C<br />
Die o.a. Anlaßkurven gelten für kleine Proben. Die<br />
tatsächlich erreichbare Endhärte hängt von der Größe<br />
des <strong>Werkzeug</strong>s ab.<br />
8<br />
6<br />
4<br />
2<br />
MAßÄNDERUNGEN BEIM ANLASSEN<br />
Maßänderung %<br />
+ 0,12<br />
+ 0,08<br />
+ 0,04<br />
0<br />
– 0,04<br />
– 0,08<br />
– 0,12<br />
100 200 300 400 500 600 700°C<br />
Anlaßtemperatur<br />
Anmerkung: Die Maßänderungen beim Härten <strong>und</strong> An–<br />
lassen sind zu addieren.<br />
NITRIEREN<br />
Vor dem Nitrieren soll das <strong>Werkzeug</strong> gehärtet <strong>und</strong><br />
bei mindestens 20°C höher als die Nitriertemperatur<br />
angelassen werden.<br />
Durch Nitrieren entsteht eine harte Randschicht,<br />
die sehr beständig gegen Abnutzung <strong>und</strong> Auskolkung<br />
ist <strong>und</strong> auch die Korrosionsbeständigkeit<br />
steigert. Nitrieren bei 525°C in Ammoniakgas ergibt<br />
eine Oberflächenhärte von ca. 600 HV.<br />
Nitriertemperatur Nitrierdauer Nitriertiefe<br />
°C h mm<br />
525 10 0,20<br />
525 30 0,30<br />
525 60 0,40<br />
MAßÄNDERUNGEN BEIM HÄRTEN<br />
Maßänderungen während des Härtens <strong>und</strong> Anlassens<br />
hängen von der Art der Wärmebehandlung,<br />
den verwendeten Temperaturen <strong>und</strong> dem verwendeten<br />
Abschreckmittel ab.<br />
NITROKARBURIEREN<br />
Ein zweistündiges Nitrokarburieren bei 580°C<br />
ergibt eine Oberflächenhärte von ca. 450 HV. Die<br />
Randschicht mit dieser Härte erreicht eine Tiefe<br />
von ca. 0,15 mm.<br />
5