Informationen zum Thema Bohren (Download; PDF)
Informationen zum Thema Bohren (Download; PDF)
Informationen zum Thema Bohren (Download; PDF)

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
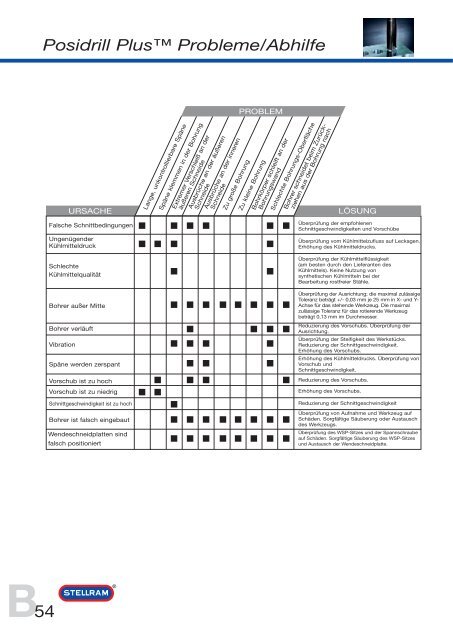
Posidrill Plus Probleme/Abhilfe<br />
PROBLEM<br />
URSACHE<br />
Lange, unkontrollierbare Späne<br />
Extremer Verschleiß an der<br />
äußeren Schneide<br />
Ausbrüche an der äußeren<br />
Schneide<br />
Ausbrüche an der inneren<br />
Schneide<br />
Späne klemmen in der Bohrung<br />
Zu große Bohrung<br />
Zu kleine Bohrung<br />
Bohrkörper schleift an der<br />
Bohrungswand<br />
Bohrer schneidet beim Zurückziehen<br />
aus der Bohrung nach<br />
Schlechte Bohrungs-Oberfläche<br />
LÖSUNG<br />
Falsche Schnittbedingungen<br />
Ungenügender<br />
Kühlmitteldruck<br />
Schlechte<br />
Kühlmittelqualität<br />
Bohrer außer Mitte<br />
Bohrer verläuft<br />
Vibration<br />
Späne werden zerspant<br />
Vorschub ist zu hoch<br />
Vorschub ist zu niedrig<br />
Schnittgeschwindigkeit ist zu hoch<br />
Bohrer ist falsch eingebaut<br />
Wendeschneidplatten sind<br />
falsch positioniert<br />
Überprüfung der empfohlenen<br />
Schnittgeschwindigkeiten und Vorschübe<br />
Überprüfung vom Kühlmittelzufluss auf Leckagen.<br />
Erhöhung des Kühlmitteldrucks.<br />
Überprüfung der Kühlmittelflüssigkeit<br />
(am besten durch den Lieferanten des<br />
Kühlmittels). Keine Nutzung von<br />
synthetischen Kühlmitteln bei der<br />
Bearbeitung rostfreier Stähle.<br />
Überprüfung der Ausrichtung; die maximal zulässige<br />
Toleranz beträgt +/- 0,03 mm je 25 mm in X- und Y-<br />
Achse für das stehende Werkzeug. Die maximal<br />
zulässige Toleranz für das rotierende Werkzeug<br />
beträgt 0,13 mm im Durchmesser.<br />
Reduzierung des Vorschubs. Überprüfung der<br />
Ausrichtung.<br />
Überprüfung der Steifigkeit des Werkstücks.<br />
Reduzierung der Schnittgeschwindigkeit.<br />
Erhöhung des Vorschubs.<br />
Erhöhung des Kühlmitteldrucks. Überprüfung von<br />
Vorschub und<br />
Schnittgeschwindigkeit.<br />
Reduzierung des Vorschubs.<br />
Erhöhung des Vorschubs.<br />
Reduzierung der Schnittgeschwindigkeit<br />
Überprüfung von Aufnahme und Werkzeug auf<br />
Schäden. Sorgfältige Säuberung oder Austausch<br />
des Werkzeugs.<br />
Überprüfung des WSP-Sitzes und der Spannschraube<br />
auf Schäden. Sorgfältige Säuberung des WSP-Sitzes<br />
und Austausch der Wendeschneidplatte.<br />
B54