

Tieflochbohrer - Hartner GmbH
Tieflochbohrer - Hartner GmbH
Tieflochbohrer - Hartner GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
12 °<br />
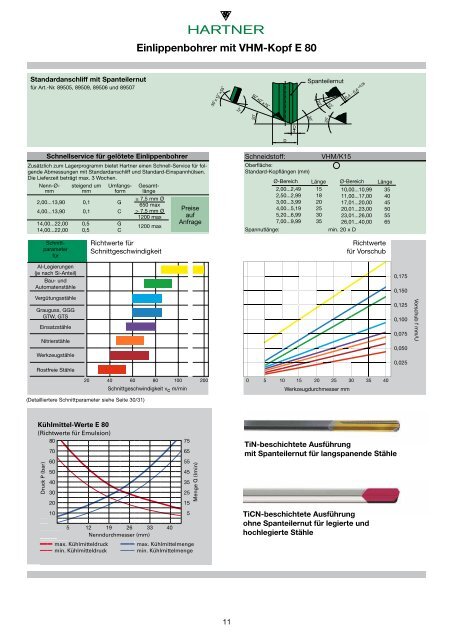
Einlippenbohrer mit VHM-Kopf E 80<br />
Standardanschliff mit Spanteilernut<br />
für Art.-Nr. 89505, 89509, 89506 und 89507<br />
30 ° x12 ° x55 °<br />
50 ° x0 ° x75 °<br />
Spanteilernut<br />
20 °<br />
12 °<br />
0,4 - 0,6 +0,05<br />
20 °<br />
30 °<br />
25 °<br />
D<br />
4<br />
D<br />
Schnellservice für gelötete Einlippenbohrer<br />
Zusätzlich zum Lagerprogramm bietet <strong>Hartner</strong> einen Schnell-Service für folgende<br />
Abmessungen mit Standardanschliff und Standard-Einspannhülsen.<br />
Die Lieferzeit beträgt max. 3 Wochen.<br />
steigend um<br />
mm<br />
2,00...13,90 0,1 G<br />
4,00...13,90 0,1 C<br />
14,00...22,00 0,5 G<br />
14,00...22,00 0,5 C<br />
Nenn-Ømm<br />
Umfangsform<br />
Gesamtlänge<br />
≤ 7,5 mm Ø<br />
650 max<br />
> 7,5 mm Ø<br />
1200 max<br />
1200 max<br />
Preise<br />
auf<br />
Anfrage<br />
Schneidstoff:<br />
Oberfläche:<br />
Standard-Kopflängen (mm)<br />
VHM/K15<br />
Ø-Bereich Länge Ø-Bereich Länge<br />
2,00...2,49 15 10,00...10,99 35<br />
2,50...2,99 18 11,00...17,00 40<br />
3,00...3,99 20 17,01...20,00 45<br />
4,00...5,19 25 20,01...23,00 50<br />
5,20...6,99 30 23,01...26,00 55<br />
7,00...9,99 35 26,01...40,00 65<br />
Spannutlänge:<br />
min. 20 x D<br />
Schnittparameter<br />
für<br />
Richtwerte für<br />
Schnittgeschwindigkeit<br />
Richtwerte<br />
für Vorschub<br />
Al-Legierungen<br />
(je nach Si-Anteil)<br />
Bau- und<br />
Automatenstähle<br />
Vergütungsstähle<br />
Grauguss, GGG<br />
GTW, GTS<br />
Einsatzstähle<br />
Nitrierstähle<br />
Werkzeugstähle<br />
Rostfreie Stähle<br />
0,175<br />
0,150<br />
0,125<br />
0,100<br />
0,075<br />
0,050<br />
0,025<br />
Vorschub f mm/U<br />
20 40 60 80 100 200<br />
(Detailliertere Schnittparameter siehe Seite 30/31)<br />
Schnittgeschwindigkeit v c m/min<br />
0 5 10 15 20 25 30 35 40<br />
Werkzeugdurchmesser mm<br />
Kühlmittel-Werte E 80<br />
(Richtwerte für Emulsion)<br />
80 75<br />
70 65<br />
60 55<br />
50 45<br />
40 35<br />
30 25<br />
20 15<br />
10 5<br />
5 12 19 26 33 40<br />
Nenndurchmesser (mm)<br />
Druck P (bar)<br />
max. Kühlmitteldruck<br />
max. Kühlmittelmenge<br />
min. Kühlmitteldruck<br />
min. Kühlmittelmenge<br />
Menge Q (lmin)<br />
TiN-beschichtete Ausführung<br />
mit Spanteilernut für langspanende Stähle<br />
TiCN-beschichtete Ausführung<br />
ohne Spanteilernut für legierte und<br />
hochlegierte Stähle<br />
11









