

Tieflochbohrer - Hartner GmbH
Tieflochbohrer - Hartner GmbH
Tieflochbohrer - Hartner GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Dx0,13<br />
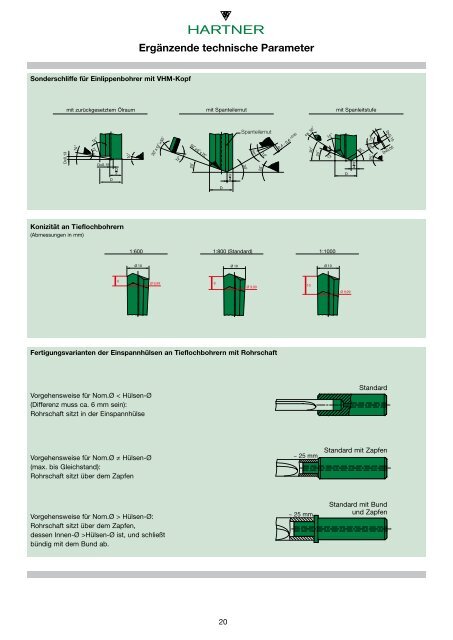
Ergänzende technische Parameter<br />
Sonderschliffe für Einlippenbohrer mit VHM-Kopf<br />
mit zurückgesetztem Ölraum<br />
mit Spanteilernut<br />
mit Spanleitstufe<br />
10 °<br />
15 °<br />
12 °<br />
10 °<br />
30 ° x12 ° x55 °<br />
Dx0,15<br />
D<br />
2<br />
D<br />
12 °<br />
50 ° x0 ° x75 °<br />
Spanteilernut<br />
20 °<br />
12 °<br />
0,4 - 0,6 +0,05<br />
ca. 30 °<br />
30 °<br />
20 °<br />
12 °<br />
15 °<br />
30 °<br />
12 °<br />
20 °<br />
25 °<br />
Dx0,15<br />
Dx0,05<br />
20 °<br />
D<br />
4<br />
30 °<br />
25 °<br />
D<br />
D<br />
4<br />
D<br />
Konizität an <strong>Tieflochbohrer</strong>n<br />
(Abmessungen in mm)<br />
1:600<br />
1:800 (Standard)<br />
1:1000<br />
Ø 10<br />
Ø 10<br />
Ø 10<br />
Ø 10<br />
Ø 10<br />
Ø 10<br />
Ø 10<br />
Ø 10<br />
Ø 10<br />
6<br />
6<br />
Ø 9,99<br />
6<br />
Ø 9,99 8<br />
Ø 9,99 8<br />
Ø 9,99<br />
8<br />
Ø 9,99<br />
10<br />
Ø 9,99 10<br />
Ø 9,99<br />
10<br />
Ø 9,99<br />
Ø 9,99<br />
Fertigungsvarianten der Einspannhülsen an <strong>Tieflochbohrer</strong>n mit Rohrschaft<br />
Vorgehensweise für Nom.Ø < Hülsen-Ø<br />
(Differenz muss ca. 6 mm sein):<br />
Rohrschaft sitzt in der Einspannhülse<br />
Standard<br />
Vorgehensweise für Nom.Ø ≠ Hülsen-Ø<br />
(max. bis Gleichstand):<br />
Rohrschaft sitzt über dem Zapfen<br />
~ 25 mm<br />
Standard mit Zapfen<br />
Vorgehensweise für Nom.Ø > Hülsen-Ø:<br />
Rohrschaft sitzt über dem Zapfen,<br />
dessen Innen-Ø >Hülsen-Ø ist, und schließt<br />
bündig mit dem Bund ab.<br />
~ 25 mm<br />
Standard mit Bund<br />
und Zapfen<br />
20









