# M19-34, SHM tools, qx7.qxp - TRIAG AG
# M19-34, SHM tools, qx7.qxp - TRIAG AG
# M19-34, SHM tools, qx7.qxp - TRIAG AG

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
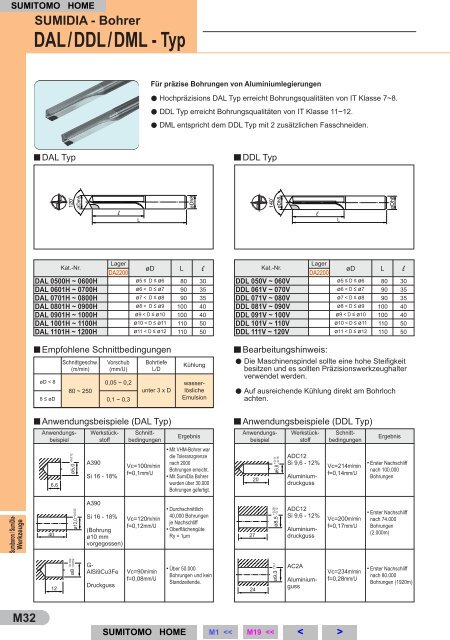
SUMIDIA - Bohrer<br />
DAL/DDL/DML - Typ<br />
Für präzise Bohrungen von Aluminiumlegierungen<br />
● Hochpräzisions DAL Typ erreicht Bohrungsqualitäten von IT Klasse 7~8.<br />
● DDL Typ erreicht Bohrungsqualitäten von IT Klasse 11~12.<br />
● DML entspricht dem DDL Typ mit 2 zusätzlichen Fasschneiden.<br />
DAL Typ<br />
DDL Typ<br />
Kat.-Nr.<br />
Lager<br />
DA2200<br />
øD L l<br />
DAL 0500H ~ 0600H ø5 ≤ D ≤ ø6 80 30<br />
DAL 0601H ~ 0700H ø6 < D ≤ ø7 90 35<br />
DAL 0701H ~ 0800H ø7 < D ≤ ø8 90 35<br />
DAL 0801H ~ 0900H ø8 < D ≤ ø9 100 40<br />
DAL 0901H ~ 1000H ø9 < D ≤ ø10 100 40<br />
DAL 1001H ~ 1100H ø10 < D ≤ ø11 110 50<br />
DAL 1101H ~ 1200H ø11 < D ≤ ø12 110 50<br />
Kat.-Nr.<br />
Lager<br />
DA2200<br />
øD L l<br />
DDL 050V ~ 060V ø5 ≤ D ≤ ø6 80 30<br />
DDL 061V ~ 070V ø6 < D ≤ ø7 90 35<br />
DDL 071V ~ 080V ø7 < D ≤ ø8 90 35<br />
DDL 081V ~ 090V ø8 < D ≤ ø9 100 40<br />
DDL 091V ~ 100V ø9 < D ≤ ø10 100 40<br />
DDL 101V ~ 110V ø10 < D ≤ ø11 110 50<br />
DDL 111V ~ 120V ø11 < D ≤ ø12 110 50<br />
Empfohlene Schnittbedingungen<br />
Schnittgeschw.<br />
(m/min)<br />
Vorschub<br />
(mm/U)<br />
øD < 8<br />
0,05 ~ 0,2<br />
80 ~ 250<br />
8 ≤ øD 0,1 ~ 0,3<br />
Bohrtiefe<br />
L/D<br />
unter 3 x D<br />
Kühlung<br />
wasserlösliche<br />
Emulsion<br />
Bearbeitungshinweis:<br />
● Die Maschinenspindel sollte eine hohe Steifigkeit<br />
besitzen und es sollten Präzisionswerkzeughalter<br />
verwendet werden.<br />
●<br />
Auf ausreichende Kühlung direkt am Bohrloch<br />
achten.<br />
Anwendungsbeispiele (DAL Typ)<br />
6,6<br />
+0,012<br />
A390<br />
Si 16 - 18%<br />
Vc=100m/min<br />
f=0,1mm/U<br />
Ergebnis<br />
• Mit VHM-Bohrer war<br />
die Toleranzgrenze<br />
nach 2000<br />
Bohrungen erreicht.<br />
• Mit SumiDia Bohrer<br />
wurden über 30.000<br />
Bohrungen gefertigt.<br />
Anwendungsbeispiele (DDL Typ)<br />
20<br />
+0,11<br />
-0,15<br />
ADC12<br />
Si 9,6 - 12%<br />
Schnittbedingungen<br />
Aluminiumdruckguss<br />
Anwendungsbeispiel<br />
Werkstückstoff<br />
Schnittbedingungen<br />
Anwendungsbeispiel<br />
Werkstückstoff<br />
Vc=214m/min<br />
f=0,14mm/U<br />
Ergebnis<br />
• Erster Nachschliff<br />
nach 100.000<br />
Bohrungen<br />
Sumiboron / SumiDia-<br />
Werkzeuge<br />
40<br />
+0,043<br />
A390<br />
Si 16 - 18%<br />
(Bohrung<br />
ø10 mm<br />
vorgegossen)<br />
Vc=120m/min<br />
f=0,12mm/U<br />
• Durchschnittlich<br />
40,000 Bohrungen<br />
je Nachschliff<br />
• Oberflächengüte<br />
Ry = 1µm<br />
27<br />
+0,28<br />
-0,12<br />
ADC12<br />
Si 9,6 - 12%<br />
Aluminiumdruckguss<br />
Vc=200m/min<br />
f=0,17mm/U<br />
• Erster Nachschliff<br />
nach 74.000<br />
Bohrungen<br />
(2.000m)<br />
12<br />
+0,102<br />
+0,052<br />
G-<br />
AlSi9Cu3Fe<br />
Druckguss<br />
Vc=90m/min<br />
f=0,08mm/U<br />
• Über 50.000<br />
Bohrungen und kein<br />
Standzeitende.<br />
24<br />
0,1<br />
AC2A<br />
Aluminiumguss<br />
Vc=2<strong>34</strong>m/min<br />
f=0,28mm/U<br />
• Erster Nachschliff<br />
nach 80.000<br />
Bohrungen (1920m)<br />
M32