

Concept TURN 55
Concept TURN 55
Concept TURN 55

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
GESCHÄFTSFELD: CNC-Ausbildung <strong>Concept</strong> <strong>TURN</strong> <strong>55</strong><br />
DATUM: Dezember 2005 Seite 11 von 41<br />
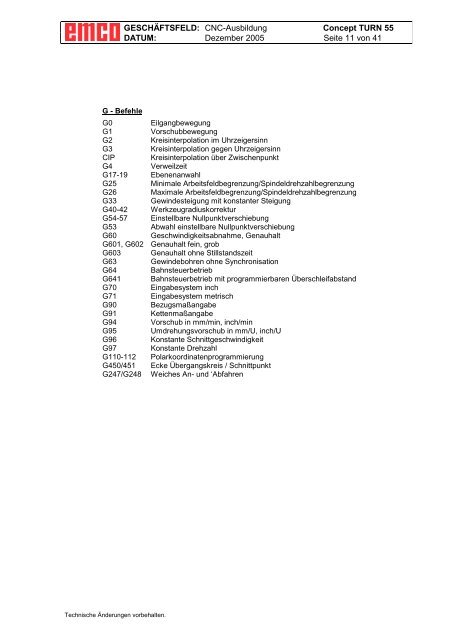
G - Befehle<br />
G0<br />
Eilgangbewegung<br />
G1<br />
Vorschubbewegung<br />
G2<br />
Kreisinterpolation im Uhrzeigersinn<br />
G3<br />
Kreisinterpolation gegen Uhrzeigersinn<br />
CIP Kreisinterpolation über Zwischenpunkt<br />
G4<br />
Verweilzeit<br />
G17-19 Ebenenanwahl<br />
G25 Minimale Arbeitsfeldbegrenzung/Spindeldrehzahlbegrenzung<br />
G26 Maximale Arbeitsfeldbegrenzung/Spindeldrehzahlbegrenzung<br />
G33 Gewindesteigung mit konstanter Steigung<br />
G40-42 Werkzeugradiuskorrektur<br />
G54-57 Einstellbare Nullpunktverschiebung<br />
G53 Abwahl einstellbare Nullpunktverschiebung<br />
G60 Geschwindigkeitsabnahme, Genauhalt<br />
G601, G602 Genauhalt fein, grob<br />
G603 Genauhalt ohne Stillstandszeit<br />
G63 Gewindebohren ohne Synchronisation<br />
G64 Bahnsteuerbetrieb<br />
G641 Bahnsteuerbetrieb mit programmierbaren Überschleifabstand<br />
G70 Eingabesystem inch<br />
G71 Eingabesystem metrisch<br />
G90 Bezugsmaßangabe<br />
G91 Kettenmaßangabe<br />
G94 Vorschub in mm/min, inch/min<br />
G95 Umdrehungsvorschub in mm/U, inch/U<br />
G96 Konstante Schnittgeschwindigkeit<br />
G97 Konstante Drehzahl<br />
G110-112 Polarkoordinatenprogrammierung<br />
G450/451 Ecke Übergangskreis / Schnittpunkt<br />
G247/G248 Weiches An- und ‘Abfahren<br />
Technische Änderungen vorbehalten.














