NEU! - Vargus
NEU! - Vargus
NEU! - Vargus

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Fräser<br />
Information<br />
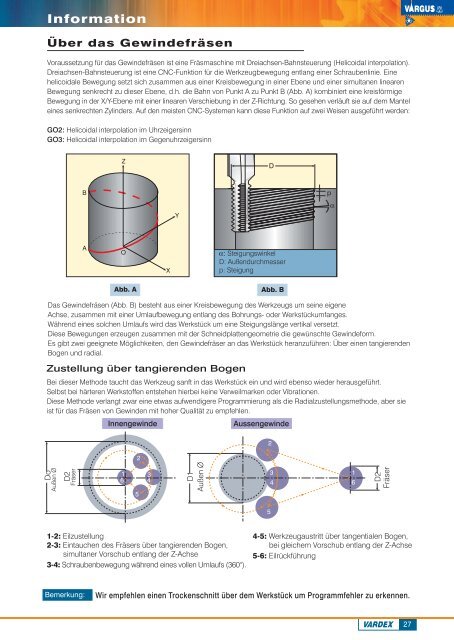
Über das Gewindefräsen<br />
Voraussetzung für das Gewindefräsen ist eine Fräsmaschine mit Dreiachsen-Bahnsteuerung (Helicoidal interpolation).<br />
Dreiachsen-Bahnsteuerung ist eine CNC-Funktion für die Werkzeugbewegung entlang einer Schraubenlinie. Eine<br />
helicoidale Bewegung setzt sich zusammen aus einer Kreisbewegung in einer Ebene und einer simultanen linearen<br />
Bewegung senkrecht zu dieser Ebene, d.h. die Bahn von Punkt A zu Punkt B (Abb. A) kombiniert eine kreisförmige<br />
Bewegung in der X/Y-Ebene mit einer linearen Verschiebung in der Z-Richtung. So gesehen verläuft sie auf dem Mantel<br />
eines senkrechten Zylinders. Auf den meisten CNC-Systemen kann diese Funktion auf zwei Weisen ausgeführt werden:<br />
GO2: Helicoidal interpolation im Uhrzeigersinn<br />
GO3: Helicoidal interpolation im Gegenuhrzeigersinn<br />
Z<br />
D<br />
B<br />
p<br />
Y<br />
A<br />
O<br />
X<br />
: Steigungswinkel<br />
D: Außendurchmesser<br />
p: Steigung<br />
Abb. A<br />
Abb. B<br />
Das Gewindefräsen (Abb. B) besteht aus einer Kreisbewegung des Werkzeugs um seine eigene<br />
Achse, zusammen mit einer Umlaufbewegung entlang des Bohrungs- oder Werkstückumfanges.<br />
Während eines solchen Umlaufs wird das Werkstück um eine Steigungslänge vertikal versetzt.<br />
Diese Bewegungen erzeugen zusammen mit der Schneidplattengeometrie die gewünschte Gewindeform.<br />
Es gibt zwei geeignete Möglichkeiten, den Gewindefräser an das Werkstück heranzuführen: Über einen tangierenden<br />
Bogen und radial.<br />
Zustellung über tangierenden Bogen<br />
Bei dieser Methode taucht das Werkzeug sanft in das Werkstück ein und wird ebenso wieder herausgeführt.<br />
Selbst bei härteren Werkstoffen entstehen hierbei keine Verweilmarken oder Vibrationen.<br />
Diese Methode verlangt zwar eine etwas aufwendigere Programmierung als die Radialzustellungsmethode, aber sie<br />
ist für das Fräsen von Gewinden mit hoher Qualität zu empfehlen.<br />
Innengewinde<br />
Aussengewinde<br />
2<br />
2<br />
Do<br />
Außen Ø<br />
D2<br />
1 3<br />
6 4<br />
5<br />
D1<br />
Außen Ø<br />
3<br />
4<br />
1<br />
6<br />
D2<br />
Fräser<br />
5<br />
1-2: Eilzustellung<br />
2-3: Eintauchen des Fräsers über tangierenden Bogen,<br />
simultaner Vorschub entlang der Z-Achse<br />
3-4: Schraubenbewegung während eines vollen Umlaufs (360°).<br />
4-5: Werkzeugaustritt über tangentialen Bogen,<br />
bei gleichem Vorschub entlang der Z-Achse<br />
5-6: Eilrückführung<br />
Bemerkung:<br />
Wir empfehlen einen Trockenschnitt über dem Werkstück um Programmfehler zu erkennen.<br />
27