Modellbauwerkstatt Edelstahlguss Aluminiumguss
Modellbauwerkstatt Edelstahlguss Aluminiumguss
Modellbauwerkstatt Edelstahlguss Aluminiumguss

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
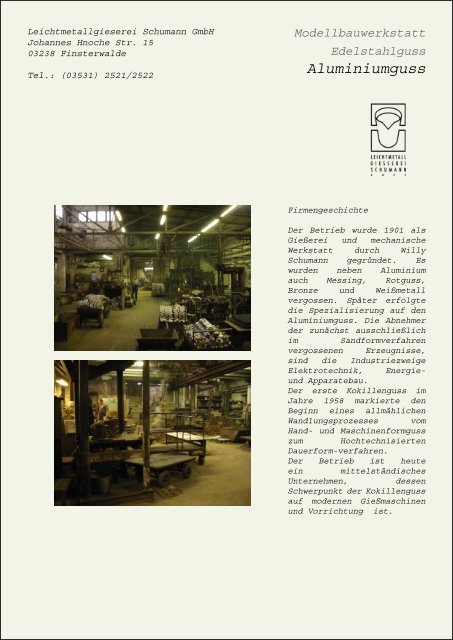
Leichtmetallgieserei Schumann GmbH<br />
Johannes Hnoche Str. 15<br />
03238 Finsterwalde<br />
Tel.: (03531) 2521/2522<br />
<strong>Modellbauwerkstatt</strong><br />
<strong>Edelstahlguss</strong><br />
<strong>Aluminiumguss</strong><br />
Firmengeschichte<br />
Der Betrieb wurde 1901 als<br />
Gießerei und mechanische<br />
Werkstatt durch Willy<br />
Schumann gegründet. Es<br />
wurden neben Aluminium<br />
auch Messing, Rotguss,<br />
Bronze und Weißmetall<br />
vergossen. Später erfolgte<br />
die Spezialisierung auf den<br />
<strong>Aluminiumguss</strong>. Die Abnehmer<br />
der zunächst ausschließlich<br />
im Sandformverfahren<br />
vergossenen Erzeugnisse,<br />
sind die Industriezweige<br />
Elektrotechnik, Energie-<br />
und Apparatebau.<br />
Der erste Kokillenguss im<br />
Jahre 1958 markierte den<br />
Beginn eines allmählichen<br />
Wandlungsprozesses vom<br />
Hand- und Maschinenformguss<br />
zum Hochtechnisierten<br />
Dauerform-verfahren.<br />
Der Betrieb ist heute<br />
ein mittelständisches<br />
Unternehmen, dessen<br />
Schwerpunkt der Kokillenguss<br />
auf modernen Gießmaschinen<br />
und Vorrichtung ist.
Sandguss<br />
Kokillenguss<br />
Gusslegierungen<br />
<strong>Modellbauwerkstatt</strong><br />
<strong>Edelstahlguss</strong><br />
<strong>Aluminiumguss</strong><br />
Verfahren<br />
Die Firma verfügt<br />
über 2 verschiedene<br />
G i e ß t e c h n o l o g i e n , d e r<br />
Kokillenguss und der<br />
Sandguss.<br />
Der Kokillenguss ist<br />
sehr effektiv und erzeugt<br />
Gussteile für höchste<br />
mechanische Belastungen.<br />
O b e r f l ä c h e n b e s c h a f f e n -<br />
h e i t , M a ß g e n a u i g k e i t<br />
und Festigkeit sind im<br />
Verhältnis zum Sandguss<br />
wesentlich höher. Der<br />
Bearbeitungsaufwand wird<br />
auf ein Minimum reduziert.<br />
Kokillenguss: Handkokille (bis 25kg)<br />
Maschinenkokille<br />
Kippgussautomat<br />
Sandguss: Handguss (bis 200kg)<br />
Maschinenguss (bis 25kg)<br />
Verarbeitung sämtlicher Legierungen nach DIN,<br />
besonders:<br />
- G-Al Si 10 Mg<br />
- G-Al Si 12 Lebensmittelecht<br />
- G-Al Si 7 Mg<br />
- G-Al Si 7 Mg 78d sehr hohe Festigkeit (geeignet<br />
zur Ablösung von Temperguss)<br />
- G-Al Mg 5 Si 1 seewasserbeständig<br />
- G-Al Mg 3 dekorativ eloxierfähig<br />
- G-Al Si 9 Cu 3 selbstaushärtende Legierung
Schmelzofen 740^C<br />
Kokillengussform (Stahl)<br />
Technologie<br />
<strong>Modellbauwerkstatt</strong><br />
<strong>Edelstahlguss</strong><br />
<strong>Aluminiumguss</strong><br />
Die Flüssigmetallbereitstellung<br />
der jeweiligen Legierung erfolgt<br />
in elektrisch- und erdgasbeheizten<br />
Schmelz- und Warmhalteöfen.<br />
Die Schmelztemperatur der Aluminiumlegierung<br />
liegt zwischen 560<br />
und 590°C.<br />
Die Gießtemperatur liegt ungefähr bei<br />
740°C.<br />
Bei dem Sandgussverfahren wird mit verlorenen<br />
Formen gearbeitet. Als Form werden wieder<br />
Holz- oder Kunststoffformen eingesetzt. Eine<br />
Form kostet um die 1000€.<br />
Mit Hilfe der Formen wird so eine Sandform, aus<br />
Tonsand, hergestellt. Diese dient später als<br />
Gießform.<br />
Beim Kokillenguss werden Dauerformen aus<br />
Stahl eingesetzt. Die Formen hierfür sind<br />
sehr teuer, der Preis liegt ungefähr zwischen<br />
2.000 bis 50.000€, je nach Komplexität des zu<br />
fertigenden Gussteils.<br />
Sandform mit Kernen Holzform (Graphit beschichtet)<br />
Kerne aus Formsand
Gussteile<br />
Nachbearbeitung<br />
<strong>Modellbauwerkstatt</strong><br />
<strong>Edelstahlguss</strong><br />
<strong>Aluminiumguss</strong><br />
Die mindest Wandstärken<br />
liegen beim Sandguss bei 4mm.<br />
Mit dem Kokillenguss erreicht<br />
man 3mm. Die Wanddicke<br />
sollte allerdings 15mm nicht<br />
überschreiten, aufgrund von<br />
Schwindungsproblemen später<br />
bei der Erstarrung der<br />
Schmelze.<br />
Mit Hilfe von großen<br />
Speichern, für die Schmelze,<br />
sind jedoch Wanddicken bis<br />
zu 250 mm möglich.<br />
Nach dem Giessen werden die<br />
Teile noch nachbearbeitet.<br />
Dabei werden Speicher und<br />
Gussränder sowie Stege<br />
abgetrennt. Anschließend<br />
werden die Gussteile<br />
enkratet und geschliffen.<br />
Bei einigen Alulegierung<br />
muss nachträglich noch<br />
eine Wärmebehandlung zur<br />
Aushärtung durchgeführt<br />
werden.