Richtlinie für die Herstellung feuerverzinkter ... - GAV Verzinken
Richtlinie für die Herstellung feuerverzinkter ... - GAV Verzinken
Richtlinie für die Herstellung feuerverzinkter ... - GAV Verzinken

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
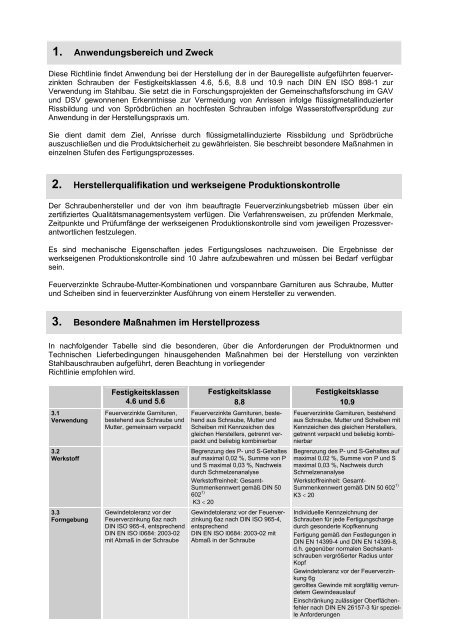
1. Anwendungsbereich und ZweckDiese <strong>Richtlinie</strong> findet Anwendung bei der <strong>Herstellung</strong> der in der Bauregelliste aufgeführten feuerverzinktenSchrauben der Festigkeitsklassen 4.6, 5.6, 8.8 und 10.9 nach DIN EN ISO 898-1 zurVerwendung im Stahlbau. Sie setzt <strong>die</strong> in Forschungsprojekten der Gemeinschaftsforschung im <strong>GAV</strong>und DSV gewonnenen Erkenntnisse zur Vermeidung von Anrissen infolge flüssigmetallinduzierterRissbildung und von Sprödbrüchen an hochfesten Schrauben infolge Wasserstoffversprödung zurAnwendung in der <strong>Herstellung</strong>spraxis um.Sie <strong>die</strong>nt damit dem Ziel, Anrisse durch flüssigmetallinduzierte Rissbildung und Sprödbrücheauszuschließen und <strong>die</strong> Produktsicherheit zu gewährleisten. Sie beschreibt besondere Maßnahmen ineinzelnen Stufen des Fertigungsprozesses.2. Herstellerqualifikation und werkseigene ProduktionskontrolleDer Schraubenhersteller und der von ihm beauftragte Feuerverzinkungsbetrieb müssen über einzertifiziertes Qualitätsmanagementsystem verfügen. Die Verfahrensweisen, zu prüfenden Merkmale,Zeitpunkte und Prüfumfänge der werkseigenen Produktionskontrolle sind vom jeweiligen Prozessverantwortlichenfestzulegen.Es sind mechanische Eigenschaften jedes Fertigungsloses nachzuweisen. Die Ergebnisse derwerkseigenen Produktionskontrolle sind 10 Jahre aufzubewahren und müssen bei Bedarf verfügbarsein.Feuerverzinkte Schraube-Mutter-Kombinationen und vorspannbare Garnituren aus Schraube, Mutterund Scheiben sind in <strong>feuerverzinkter</strong> Ausführung von einem Hersteller zu verwenden.3. Besondere Maßnahmen im HerstellprozessIn nachfolgender Tabelle sind <strong>die</strong> besonderen, über <strong>die</strong> Anforderungen der Produktnormen undTechnischen Lieferbedingungen hinausgehenden Maßnahmen bei der <strong>Herstellung</strong> von verzinktenStahlbauschrauben aufgeführt, deren Beachtung in vorliegender<strong>Richtlinie</strong> empfohlen wird.Festigkeitsklassen4.6 und 5.6Festigkeitsklasse8.8Festigkeitsklasse10.93.1VerwendungFeuerverzinkte Garnituren,bestehend aus Schraube undMutter, gemeinsam verpacktFeuerverzinkte Garnituren, bestehendaus Schraube, Mutter undScheiben mit Kennzeichen desgleichen Herstellers, getrennt verpacktund beliebig kombinierbarFeuerverzinkte Garnituren, bestehendaus Schraube, Mutter und Scheiben mitKennzeichen des gleichen Herstellers,getrennt verpackt und beliebig kombinierbar3.2WerkstoffBegrenzung des P- und S-Gehaltesauf maximal 0,02 %, Summe von Pund S maximal 0,03 %, Nachweisdurch SchmelzenanalyseWerkstoffreinheit: Gesamt-Summenkennwert gemäß DIN 50602 1)K3 < 20Begrenzung des P- und S-Gehaltes aufmaximal 0,02 %, Summe von P und Smaximal 0,03 %, Nachweis durchSchmelzenanalyseWerkstoffreinheit: Gesamt-Summenkennwert gemäß DIN 50 602 1)K3 < 203.3FormgebungGewindetoleranz vor derFeuerverzinkung 6az nachDIN ISO 965-4, entsprechendDIN EN ISO l0684: 2003-02mit Abmaß in der SchraubeGewindetoleranz vor der Feuerverzinkung6az nach DIN ISO 965-4,entsprechendDIN EN ISO l0684: 2003-02 mitAbmaß in der SchraubeIndividuelle Kennzeichnung derSchrauben für jede Fertigungschargedurch gesonderte KopfkennungFertigung gemäß den Festlegungen inDIN EN 14399-4 und DIN EN 14399-8,d.h. gegenüber normalen Sechskantschraubenvergrößerter Radius unterKopfGewindetoleranz vor der Feuerverzinkung6ggerolltes Gewinde mit sorgfältig verrundetemGewindeauslaufEinschränkung zulässiger Oberflächenfehlernach DIN EN 26157-3 für spezielleAnforderungen