Endecken von Problemen Frage #1: Ist der Kunde in
Endecken von Problemen Frage #1: Ist der Kunde in
Endecken von Problemen Frage #1: Ist der Kunde in

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Material- o<strong>der</strong> Informationsfluss:<br />
Lean als Erfolgsfaktor für e<strong>in</strong>en brown-field-Standort<br />
Dr.-Ing. Andreas Siebert<br />
TRW Automotive, European Brak<strong>in</strong>g & Suspension<br />
Werk Koblenz<br />
23. November 2011<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011
Unternehmensprofil<br />
Firmenhauptsitz <strong>in</strong> Li<strong>von</strong>ia,<br />
Michigan, USA<br />
Mehr als 60.000 Mitarbeiter/<br />
Vertragspartner weltweit<br />
Über 185 Nie<strong>der</strong>lassungen<br />
<strong>in</strong> 26 Län<strong>der</strong>n<br />
Lieferant für alle großen<br />
Fahrzeughersteller (OEMs)<br />
weltweit<br />
Führen<strong>der</strong> Entwickler und<br />
Lieferant für aktive<br />
und passive Sicherheitssysteme<br />
Gehört zu den weltweit<br />
führenden Automobil-<br />
zulieferern<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011 2
TRW Automotive – Umsatz weltweit nach Geschäftsbereichen<br />
2010<br />
Gesamtumsatz <strong>von</strong><br />
14,4 Mrd. US-Dollar<br />
Chassissysteme<br />
“Aktive Sicherheit”<br />
Hauptprodukte:<br />
• Lenkungen<br />
• Bremsen<br />
• ABS<br />
• Fahrstabilitätsregelung<br />
(ESC)<br />
• Aftermarket<br />
Elektronik<br />
59%<br />
5%<br />
25%<br />
11%<br />
Insassen-<br />
Sicherheitssysteme<br />
“Passive Sicherheit”<br />
Hauptprodukte:<br />
• Airbags<br />
• Sicherheitsgurtsysteme<br />
• Lenkradsysteme<br />
89 % des<br />
Umsatzes stammt<br />
aus sicherheits-<br />
relevanten<br />
Produkten<br />
Automobil-<br />
Komponenten<br />
8,5 Mrd. Dollar Umsatz 0,8 Mrd. Dollar Umsatz 3,5 Mrd. Dollar Umsatz 1,6 Mrd. Dollar Umsatz<br />
Hauptprodukte:<br />
• Sicherheitselektronik<br />
• Fahrerassistenzsysteme<br />
• Chassis-Elektronik<br />
• Antriebsstrang-<br />
Elektronik<br />
• RF-Produkte<br />
Hauptprodukte:<br />
• Fahrzeugbediensysteme<br />
• Motorventile<br />
• Befestigungen<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011 3
TRW Automotive, European Brak<strong>in</strong>g<br />
Dynamische<br />
Fahrzeugsteuerungssysteme<br />
Antiblockiersysteme (ABS)<br />
Systeme zur Traktionskontrolle (TCS)<br />
Elektronische Stabilitätskontrolle (ESC)<br />
Schlupfregelsensorik<br />
Elektronische Bremssteuerungssysteme<br />
Bremsregelsysteme für Elektro- und Hybridfahrzeuge (HEV,<br />
PEV, EV)<br />
Radbremssysteme<br />
Elektrische Parkbremssysteme (EPB)<br />
Scheibenbremsen e<strong>in</strong>schließlich Bremssättel,<br />
Bremsscheiben und Achsschenkel<br />
Trommelbremsen und Komponenten, e<strong>in</strong>schließlich<br />
Trommelbremsen, Drum-<strong>in</strong>-Hat-Parkbremsen, Bremsnaben<br />
und Trommeln<br />
Bremsdosierventile<br />
Radzyl<strong>in</strong><strong>der</strong><br />
Bremsbetätigungssysteme<br />
Mechanischer Unterdruck Bremsverstärker mit Tandem-<br />
Hauptbremszyl<strong>in</strong><strong>der</strong> sowie Bremsflüssigkeitsbehälter<br />
Elektronischer Unterdruck Bremsverstärker mit Tandem<br />
Hauptbremszyl<strong>in</strong><strong>der</strong> sowie Bremsflüssigkeitsbehälter<br />
e<strong>in</strong>schließlich <strong>der</strong> patentierten elektrisch gesteuerten<br />
Betätigung ("Electrically Controlled Actuation", ECA) mit<br />
Bremsassistent<br />
Hydraulik-Bremskraftverstärkung für Fahrzeuge-<br />
Antriebskonzepte mit ger<strong>in</strong>gem/ohne Unterdruck<br />
Produktionsstandorte<br />
8 Standorte <strong>in</strong> 5 Län<strong>der</strong>n<br />
1,8 Mrd € Umsatz (Stand 2010)<br />
5.000 Mitarbeiter<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011 4
TRW Automotive, Werk Koblenz<br />
Schlupfregel-<br />
system<br />
Historie „Brown-Field“<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011<br />
Elektrische<br />
Parkbremse<br />
Bremskraft-<br />
verstärker<br />
Versand<br />
Kennzahlen<br />
500 Mio. € Umsatz (Stand 2010)<br />
1.300 Mitarbeiter (<strong>in</strong>kl.<br />
Logistikdienstleister)<br />
31.000 m² Produktionsflächen<br />
2 Mio. SCS-E<strong>in</strong>heiten<br />
4,5 Mio. Scheibenbremsen<br />
0,9 Mio. Bremskraftverstärker<br />
Warene<strong>in</strong>gang<br />
5
Grundlagen des Koblenzer Lean-Systems<br />
Das Ziel<br />
<strong>#1</strong><br />
Qualität<br />
Der Weg<br />
Visualisieren<br />
<strong>der</strong><br />
Produktion<br />
• E<strong>in</strong>führung e<strong>in</strong>er<br />
ziehenden<br />
Fertigung, um<br />
die Produktion<br />
zu sehen (z.B.<br />
Pull-Steuerung)<br />
#2<br />
Pünktliche<br />
Lieferungen<br />
Entdecken<br />
<strong>von</strong><br />
<strong>Problemen</strong><br />
• Visuelles<br />
Management –<br />
ke<strong>in</strong> Computer<br />
• E<strong>in</strong>b<strong>in</strong>den aller<br />
Mitarbeiter zum<br />
Entdecken<br />
• Def<strong>in</strong>ieren <strong>von</strong><br />
Standards<br />
#3<br />
Wettbewerbsfähige<br />
Kosten<br />
Lösen <strong>der</strong><br />
Probleme<br />
• Nutzen <strong>der</strong><br />
Lean-<br />
Werkzeuge, um<br />
Problem für<br />
Problem zu<br />
lösen<br />
<strong>Kunde</strong>n-<br />
zufriedenheit<br />
Ständige<br />
Verbesserung<br />
• Aggressive<br />
Kennzahlen,<br />
die stetig<br />
verbessert<br />
werden<br />
• Lean als Motor<br />
für ständige<br />
Verbesserungen<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011 6
Visualisieren <strong>der</strong> Produktion<br />
Aufbau des Pull-Systems<br />
Informations-<br />
fluss<br />
Kaufteile<br />
GLT<br />
KLT<br />
<strong>Kunde</strong>nverpackung <br />
<strong>Kunde</strong>nbedarf<br />
<strong>Kunde</strong>n/<br />
Lieferanten<br />
Supplier<br />
Supplier<br />
Packag<strong>in</strong>g<br />
Provi<strong>der</strong><br />
Supplier<br />
Supplier<br />
Customer<br />
Loop 8<br />
Kanban<br />
Loop 8<br />
Kanban<br />
Loop 8<br />
Kanban<br />
Loop 8<br />
Kanban<br />
Start<br />
Material<br />
Empty<br />
Packag<strong>in</strong>g<br />
Empty<br />
Packag<strong>in</strong>g<br />
WE-Guss<br />
WE-GLT<br />
WE-KLT<br />
DLR<br />
Block<br />
VP-Lager<br />
EWV (VMI) MWV<br />
WA-Lager<br />
Sequencer<br />
Intra-Logistik<br />
Loop 7 Kanban<br />
Loop 6 Kanban<br />
Loop 5 Kanban<br />
Loop 4 Kanban<br />
SCS / Caliper / Actuation<br />
Future State<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011 7<br />
Knaban<br />
Knaban<br />
Kanban<br />
Knaban<br />
Knaban<br />
Kanban<br />
Knaban<br />
Knaban<br />
Kanban<br />
Knaban<br />
Knaban<br />
Kanban<br />
Knaban<br />
Knaban<br />
FG-Karte<br />
Loop 0 FG-Pull<br />
Produktion<br />
GLT<br />
KLT<br />
EWV<br />
MWV<br />
Shopstock<br />
Mach<strong>in</strong><strong>in</strong>g<br />
Pre<br />
Assembly<br />
VP End<br />
Assembly<br />
Guss<br />
EOL<br />
Knaban<br />
Knaban<br />
Pull<br />
Knaban<br />
Knaban<br />
Pull<br />
Loop 1 Pull<br />
Vollständige Pull-Umsetzung für Rohmaterial, Halbzeuge, Fertigmaterial<br />
und Verpackungen.<br />
Pull<br />
Board<br />
Loop 3<br />
Pull<br />
Board<br />
Loop 2<br />
Pull<br />
Board<br />
Prozessfluss<br />
Zerspanung<br />
Materialpuffer<br />
Vormontage<br />
Materialpuffer<br />
Endmontage<br />
Fertigteilpuffer
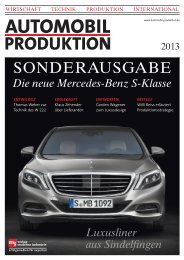
<strong>Endecken</strong> <strong>von</strong> <strong>Problemen</strong><br />
<strong>Frage</strong> <strong>#1</strong>: <strong>Ist</strong> <strong>der</strong> <strong>Kunde</strong> <strong>in</strong> „Gefahr“?<br />
„Virtual trucks“:<br />
Ware rechtzeitig zum Versand fertig?<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011<br />
Supplier Loop 8<br />
Kanban<br />
Supplier Loop 8<br />
Kanban<br />
Packag<strong>in</strong>g<br />
Provi<strong>der</strong><br />
Supplier Loop 8<br />
Kanban<br />
Supplier Loop 8<br />
Kanban<br />
Customer<br />
Empty<br />
Packag<strong>in</strong>g<br />
Empty<br />
Packag<strong>in</strong>g<br />
Information über <strong>Kunde</strong>,<br />
Ankunft LKW,<br />
benötigte Ware (Strichliste) und<br />
Gesamtstatus. Eskalation und<br />
e<strong>in</strong>geleitete Aktionen im<br />
Versand direkt erkennbar!<br />
WE-Guss<br />
WE-GLT<br />
WE-KLT<br />
DLR<br />
Block<br />
Knaban<br />
Knaban<br />
Kanban<br />
Loop 7 Kanban<br />
Loop 6 Kanban<br />
Loop 5 Kanban<br />
Loop 4 Kanban<br />
Knaban<br />
Knaban<br />
Kanban<br />
Knaban<br />
Knaban<br />
Kanban<br />
Knaban<br />
Kanban<br />
FG-Karte<br />
SCS / Caliper / Actuation<br />
GLT<br />
KLT<br />
Shopstock<br />
Guss<br />
Future State<br />
Pull<br />
Board<br />
Mach<strong>in</strong><strong>in</strong>g<br />
Knaban<br />
Knaban<br />
Pull Loop 3<br />
Pull<br />
Board<br />
Pre<br />
Assembly<br />
Knaban<br />
Knaban<br />
Pull Loop 2<br />
Loop 0 FG-Pull FG FG-Pull Pull<br />
Loop 1 Pull<br />
„Shop<br />
Pull<br />
Board<br />
stocks“:<br />
Pull-fähige Ware auf Lager?<br />
Zwischenpuffer mit M<strong>in</strong>- und<br />
Max-Grenzen. Bei<br />
Unterschreiten <strong>der</strong> M<strong>in</strong>-Grenze<br />
(rote L<strong>in</strong>ie sichtbar) steht am<br />
Lagerort, wann das Material<br />
verfügbar ist.<br />
8
<strong>Endecken</strong> <strong>von</strong> <strong>Problemen</strong><br />
<strong>Frage</strong> #2: Warum ist die Ware noch nicht fertig?<br />
„Pull board“:<br />
War <strong>der</strong> Auftrag e<strong>in</strong>gesteuert?<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011<br />
Supplier Loop 8<br />
Kanban<br />
Supplier Loop 8<br />
Kanban<br />
Packag<strong>in</strong>g<br />
Provi<strong>der</strong><br />
Supplier Loop 8<br />
Kanban<br />
Supplier Loop 8<br />
Kanban<br />
Customer<br />
Start<br />
Empty<br />
Packag<strong>in</strong>g<br />
Empty<br />
Packag<strong>in</strong>g<br />
WE-Guss<br />
WE-GLT<br />
WE-KLT<br />
DLR<br />
Block<br />
VP-Lager<br />
EWV (VMI) MWV<br />
WA-Lager<br />
Prio-Aufträge<br />
Materialmangel an <strong>der</strong> L<strong>in</strong>ie,<br />
Zusatz<strong>in</strong>formation über Anschluß-<br />
lieferung<br />
Losgrößenbildner und Auftrags-<br />
reihenfolge<br />
Sequencer<br />
Knaban<br />
Knaban<br />
Kanban<br />
Loop 7 Kanban<br />
Loop 6 Kanban<br />
Loop 5 Kanban<br />
Loop 4 Kanban<br />
Signal „leerer shop stock“<br />
Direkte Information <strong>der</strong> Mitarbeiter an<br />
<strong>der</strong> L<strong>in</strong>ie: <strong>Kunde</strong> kann nicht beliefert<br />
werden, nächste Ware als EXPRESS-<br />
Lieferung<br />
Information über Auftragsreihenfolge,<br />
Rückstand, Materialmangel und<br />
notwendige Eskalation direkt am Band<br />
ablesbar.<br />
Knaban<br />
Knaban<br />
Kanban<br />
Knaban<br />
Knaban<br />
Kanban<br />
Knaban<br />
Knaban<br />
Kanban<br />
Knaban<br />
Knaban<br />
FG-Karte<br />
SCS / Caliper / Actuation<br />
MWV<br />
Guss<br />
EOL<br />
Future State<br />
Pull<br />
Board<br />
Mach<strong>in</strong><strong>in</strong>g<br />
Knaban<br />
Knaban<br />
Pull Loop 3<br />
Loop 0 FG-Pull Loop 1 Pull „L<strong>in</strong>ien-Infotafel“:<br />
Pull<br />
Welchen Kennzahlen hat die L<strong>in</strong>ie?<br />
Manuelle Pflege aller Kennzahlen über<br />
Ausbr<strong>in</strong>gung, Produktivität, Qualität,<br />
Rüstdauer und –häufigkeit, TPM,<br />
Verbesserungsmaßnahmen an <strong>der</strong> L<strong>in</strong>ie.<br />
(Ke<strong>in</strong>e Computer o<strong>der</strong> Betriebsdatenerfassung!)<br />
9
<strong>Endecken</strong> <strong>von</strong> <strong>Problemen</strong><br />
<strong>Frage</strong> #3: S<strong>in</strong>d Maßnahmen e<strong>in</strong>geleitet?<br />
„Produktionscockpit“:<br />
Richtige Prioritäten gesetzt?<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011<br />
Supplier Loop 8<br />
Kanban<br />
Supplier Loop 8<br />
Kanban<br />
Packag<strong>in</strong>g<br />
Provi<strong>der</strong><br />
Supplier Loop 8<br />
Kanban<br />
Supplier Loop 8<br />
Kanban<br />
Customer<br />
Start<br />
Empty<br />
Packag<strong>in</strong>g<br />
Empty<br />
Packag<strong>in</strong>g<br />
WE-Guss<br />
WE-GLT<br />
WE-KLT<br />
DLR<br />
Block<br />
VP-Lager<br />
EWV (VMI) MWV<br />
Zentrales Cockpit, welches über alle L<strong>in</strong>ien die<br />
wichtigen Kenngrößen <strong>der</strong> laufenden Woche zeigt.<br />
Z.B.: Ausbr<strong>in</strong>gung, Produktivität, Qualität,<br />
Materialversorgung, Arbeitssicherheit<br />
Aktionen, Term<strong>in</strong> und Verantwortliche s<strong>in</strong>d direkt<br />
und zentral für alle abzulesen<br />
WA-Lager<br />
Sequencer<br />
Loop 7 Kanban<br />
Loop 6<br />
Loop 5<br />
Loop 4 Kanban<br />
Knaban<br />
Knaban<br />
FG-Karte<br />
SCS / Caliper Caliper / / Actuation<br />
Actuation<br />
Guss<br />
Loop 0 FG-Pull Loop 1 Pull „Startaufstellung“:<br />
Future State<br />
Richtigen Mitarbeiter/-<strong>in</strong>nen<br />
e<strong>in</strong>gesetzt?<br />
Farbliche Darstellung <strong>von</strong><br />
Arbeitsplätzen <strong>der</strong> Teams (<strong>in</strong>cl.<br />
M<strong>in</strong>/Max-Belegung) pro<br />
Produktionsband. Übersicht über<br />
Anwesenheit, Schichtstärke etc.<br />
10
Lösen <strong>von</strong> <strong>Problemen</strong><br />
Standardisierte Techniken<br />
Problem sofort lösbar „Mittlerer“ Schwierigkeitsgrad Anspruchsvolle Themen<br />
„Kaizenboard“:<br />
Je<strong>der</strong> Mitarbeiter kann<br />
Probleme und<br />
Korrekturmaßnahmen<br />
aufschreiben. Die<br />
Wirksamkeit wird über<br />
mehrere Schichten<br />
überprüft.<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011<br />
„Brennpunkt Produktion“:<br />
Komplexere Themen werden direkt<br />
an den Anlagen analysiert.<br />
Datenaufschreibungen,<br />
Analysetechniken und<br />
Verbesserungen werden „live“ mit<br />
den Masch<strong>in</strong>enbedienern<br />
durchgeführt.<br />
Lean Projekt:<br />
Lean-Experten lösen und<br />
dokumentieren mit nur 6 Seiten das<br />
Problem:<br />
1. Handgeschriebener Wertstrom<br />
2. Beschreibung des Problems,<br />
H<strong>in</strong>tergrund und Ziel<br />
3. Ermitteln <strong>der</strong> Ursachen<br />
4. Lösung und Begründung<br />
5. Implementierung<br />
6. Ergebnisse vor und nach <strong>der</strong><br />
Verbesserung<br />
Material & Information Flow Analysis - SCS<br />
Focused on ML 14<br />
1<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2009<br />
OEE WS 7054<br />
Route cause - Variability analysis<br />
1<br />
NON-OEE Analysis<br />
Micro stop Analysis per<br />
Module<br />
MS + TV Pareto<br />
22<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2009<br />
2<br />
ML 14<br />
Output + OEE<br />
© TRW Automotive Inc. 2006<br />
Analysis of Prod.film<br />
Breaks Pareto<br />
© TRW Automotive Inc. 2006<br />
Increased<br />
Volumen +20%<br />
3<br />
OTD<br />
75,1%<br />
Backlog<br />
14.000 pcs.<br />
(4,9 days)<br />
OEE WS 7054<br />
Background und Target of the workshop<br />
Team<br />
What k<strong>in</strong>d of problems are we try<strong>in</strong>g to solve?<br />
Ma<strong>in</strong> issue is the output of the ML 14<br />
which is not able to deliver 900 pcs/shift<br />
Ludwig Kle<strong>in</strong> Lean Support<br />
Kev<strong>in</strong> McLaughl<strong>in</strong> TL AV<br />
Ewald Lippok AV<br />
Frank Lomberg AV<br />
Peter Riegler Produktion<br />
Andreas Brune OPS<br />
Ulf Schweighöfer Prod.Manager<br />
Torsten Schmidt WED OP<br />
Jörg Taige NPI<br />
Daniel Hampel OP<br />
Bernhard Heck LPO<br />
Background Target<br />
Why is it a problem?<br />
Negative problems:<br />
We have a back log of 14.000 pcs. to our<br />
customer<br />
Because of that, we have special freights of<br />
aprox. 10.000 € per week<br />
Positive problem:<br />
Increas<strong>in</strong>g volume<br />
+20% / 13.500 to 17.000 pcs. until August<br />
for the rest of the year<br />
21<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2009<br />
We have to f<strong>in</strong>d out the NON OEE of the l<strong>in</strong>e<br />
OEE current 55%<br />
OEE target 68%<br />
What results do we expect?<br />
We have to improve the OEE from 55% to 68%<br />
and output from 742 to 900 pcs./shift until week 30<br />
70<br />
60<br />
68<br />
50 55<br />
40<br />
30<br />
20<br />
10<br />
0<br />
OEE OEE<br />
© TRW Automotive Inc. 2006<br />
900<br />
800<br />
700 742<br />
600<br />
500<br />
Analysis of the RedB<strong>in</strong> Pareto<br />
NOK Pareto<br />
900<br />
400<br />
pcs. pcs.<br />
OEE WS 7054<br />
Solution<br />
1<br />
Priority 1 � MS+TV<br />
per Module<br />
Priority 2 � Breaks<br />
The breaks are driven by NPI Project (PQ-46 � 47x)!<br />
The implementation is not well organized<br />
Open NPI Action list Type 47x:<br />
Module 90<br />
CIM test rack<br />
Module 90<br />
Screw feed<strong>in</strong>g<br />
Module 100<br />
Bracket screw<strong>in</strong>g<br />
23<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2009<br />
OEE WS 7054<br />
Implementation and results<br />
1<br />
2<br />
2<br />
3<br />
24<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2009<br />
OEE WS 7054<br />
Results summary<br />
Results<br />
Summary<br />
Safety<br />
Ergonomics<br />
(ask the<br />
operator)<br />
Quality<br />
(FRY)<br />
PPH<br />
OEE<br />
MB<br />
(to VT)<br />
Special<br />
Freights (€)<br />
Back log #<br />
Output / Shift<br />
25<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2009<br />
Before Target<br />
KW 24 KW 30<br />
15.40<br />
Actions:<br />
Module 50<br />
Camera control Pumps<br />
Module 60<br />
mech. Spr<strong>in</strong>g control<br />
Module 10<br />
CIO bowler � Type 47x<br />
2 3<br />
Priority 3 � NIO<br />
© TRW Automotive Inc. 2006<br />
© TRW Automotive Inc. 2006<br />
More Rework than scraped parts<br />
MS/TV is also driven by Rework!<br />
Actions<br />
MS Analysis aga<strong>in</strong><br />
Stabilization of the Pump control / Camera<br />
by chang<strong>in</strong>g the criteria<br />
from search<strong>in</strong>g the right reflection<br />
to measure the right distance<br />
Stabilization of the CIO detection (camera) module 10<br />
by modification of the camera attachment and f<strong>in</strong>etun<strong>in</strong>g<br />
of the bowler and fee<strong>der</strong><br />
© TRW Automotive Inc. 2006<br />
Stabilization of the spr<strong>in</strong>g control module 60<br />
by us<strong>in</strong>g a modified mechanical Query<br />
The spr<strong>in</strong>g query causes pseudo failures which<br />
was reduced by the modified mechanics<br />
KW 25 KW 26 KW 27 KW 28 KW 29 KW 30<br />
0 0 0 0 0 0<br />
0 0<br />
Besseres Besseres<br />
Besseres<br />
Handl<strong>in</strong>g Handl<strong>in</strong>g<br />
Handl<strong>in</strong>g<br />
Mod 50 Mod 60<br />
Mod 10<br />
Pumpe Fe<strong>der</strong><br />
CIO<br />
91,9 95 93,3 94,2 94,2 95,1 96,1 96,5<br />
20,6 24,3 19,7 20,6 22,7 23,3 24,2 24,3<br />
55,5 68 59,0 61,8 68,1 69,8 70,1 70,5 �<br />
71 8 73 73 42 33 11 0<br />
11.355 0 19.060 18.750 29.760 15.360 9.086 0<br />
27.137 0 22.457 21.767 14.517 5.941 3.401 0<br />
742 900 788 825 909 932 936 940 �<br />
11
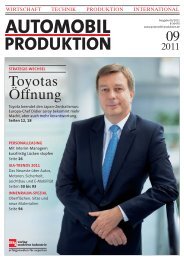
Ständige Verbesserung<br />
Darstellung alle<br />
Kennzahlen und Ziele<br />
im „Management<br />
Cockpit“<br />
Jahresplan über<br />
Workshops, die die<br />
Kennzahlen verbessern<br />
sollen<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011<br />
Verfolgung<br />
durch das<br />
Management<br />
16<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2009<br />
Workshops<br />
Productivity Improvement<br />
© TRW Automotive Inc. 2006<br />
Kennzahlen<br />
<strong>der</strong> L<strong>in</strong>ie<br />
Lean action plan 2011<br />
Lean activity : workshop plann<strong>in</strong>g & people <strong>in</strong>volvement<br />
EBS: Plant Koblenz ACT Plann<strong>in</strong>g workshop 2011<br />
Current Improvement % of<br />
Jan 11<br />
Feb 11<br />
Mrz 11<br />
Apr 11<br />
Mai 11<br />
Jun 11 Jul 11 Aug 11 Sep 11 Okt 11<br />
Nov 11<br />
Dez 11<br />
QUALITY Improvements Plant<br />
Pilote UAP<br />
situation opportunity change<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52<br />
MC/As<br />
Cleanl<strong>in</strong>ess Master Cyl<strong>in</strong><strong>der</strong> Assy ACT + Mach<strong>in</strong><strong>in</strong>g Hall1 SV?<br />
2<br />
sy<br />
Assy<br />
Assy<br />
Assy<br />
Assy<br />
Assy<br />
Assy<br />
Curr. Sit. - Impr.Opportunit % of<br />
Jan 11 Feb 11<br />
Mrz 11 Apr 11 Mai 11 Jun 11<br />
Jul 11<br />
Aug 11 Sep 11 Okt 11<br />
Nov 11 Dez 11<br />
HOSHIN Workshops Plant<br />
Pilote UAP<br />
PPH y <strong>in</strong> PPH change<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52<br />
Improve PPH 7585 (Assy Booster) Thomas Krause Assy 3<br />
Improve PPH 7528 (Assy Valve Control) Thomas Krause Assy S<br />
Improve PPH STIWA/8114 (Assy Master Cyl<strong>in</strong><strong>der</strong>) Thomas Krause Assy S<br />
Improve PPH 7553 (Assy Master Cyl<strong>in</strong><strong>der</strong>) Thomas Krause Assy S<br />
Improve PPH 7526 (Assy Valve Control) Thomas Krause Assy S<br />
Improve PPH 7504 (Assy Booster) Thomas Krause Assy S<br />
Improve PPH 7571 (Assy Booster) Thomas Krause Assy S<br />
Improve PPH 7596 (Assy Booster) Thomas Krause Assy S<br />
Improve PPH 7533 (Assy Valve Control) Thomas Krause Assy S<br />
Improve PPH 7572 (Assy Master Cyl<strong>in</strong><strong>der</strong>) Thomas Krause Assy S<br />
Improve PPH Logistics (Small Parts) Thomas Krause Assy 3<br />
Improve PPH Logistics (Large Parts) Thomas Krause Assy S<br />
Improvement<br />
Curr. Sit. -<br />
% of<br />
Jan 11 Feb 11 Mrz 11 Apr 11<br />
Mai 11 Jun 11<br />
Jul 11 Aug 11 Sep 11<br />
Okt 11 Nov 11 Dez 11<br />
SMED Workshops Plant<br />
Opportunity <strong>in</strong><br />
Pilote UAP<br />
M<strong>in</strong><br />
change<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52<br />
M<strong>in</strong><br />
WIP reduction 7585 (Assy Booster) SV Assy S<br />
WIP reduction 7533 (Assy Booster) SV Assy S<br />
WIP reduction 7571 (Assy Booster) Joachim Schliw<strong>in</strong>ski Assy S<br />
Curr. Sit. -<br />
% of<br />
Jan 11 Feb 11<br />
Mrz 11 Apr 11 Mai 11 Jun 11 Jul 11<br />
Aug 11 Sep 11<br />
Okt 11<br />
Nov 11 Dez 11<br />
Pull Workshops<br />
Plant<br />
Pilote UAP<br />
WIP<br />
change<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52<br />
MC/As<br />
WIP Reduction Loop MC to Assy Master Cyl<strong>in</strong><strong>der</strong><br />
S<br />
sy<br />
??? Pull DeepDive ??? 7585 (Assy Booster) Lars Wobser Assy S<br />
WIP Reduction? Assy Booster Lars Wobser Assy S<br />
WIP Reduction? Assy Valve Control Lars Wobser Assy S<br />
WIP Reduction? Assy Master Cyl<strong>in</strong><strong>der</strong> Lars Wobser Assy S<br />
Curr. Sit. - Improvement % of<br />
Jan 11 Feb 11 Mrz 11 Apr 11<br />
Mai 11 Jun 11<br />
Jul 11 Aug 11 Sep 11 Okt 11 Nov 11<br />
Dez 11<br />
OEE Workshops Plant<br />
Pilote UAP<br />
WIP opportunity change<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52<br />
TPM standard & Improve OEE 7585 (Assy Booster) Kurt Wenig Assy S<br />
TPM standard - implement and tra<strong>in</strong> 7533 (Assy Valve Control) Kurt Wenig Assy S<br />
TPM standard - implement and tra<strong>in</strong> 7596 (Assy Booster) Kurt Wenig Assy S<br />
TPM standard - implement and tra<strong>in</strong> 7571 (Assy Booster) Kurt Wenig Assy S<br />
TPM standard - implement and tra<strong>in</strong> 7532 (Assy Valve Control) Kurt Wenig Assy S<br />
TPM standard - implement and tra<strong>in</strong> 7528 (Assy Valve Control) Kurt Wenig Assy S<br />
TPM standard - implement and tra<strong>in</strong> 7504 (Assy Booster) Kurt Wenig Assy S<br />
TPM standard - implement and tra<strong>in</strong> 7542 (Assy Master Cyl<strong>in</strong><strong>der</strong>) Kurt Wenig Assy S<br />
TPM standard - implement and tra<strong>in</strong> 7553 (Assy Master Cyl<strong>in</strong><strong>der</strong>) Kurt Wenig Assy S<br />
5 S Workshops<br />
Plant<br />
Curr.Sit -<br />
<strong>in</strong> %<br />
Kennzahlen<br />
nach Bereich<br />
Def<strong>in</strong>ieren <strong>von</strong><br />
Schulungen<br />
% of<br />
Jan 11 Feb 11 Mrz 11 Apr 11 Mai 11 Jun 11 Jul 11 Aug 11 Sep 11<br />
Okt 11 Nov 11<br />
Dez 11<br />
Step Target<br />
Pilote UAP<br />
change<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52<br />
Reorganize Work Area 7572 (Assy Master Cyl<strong>in</strong><strong>der</strong>) Joachim Schliw<strong>in</strong>ski Assy S<br />
Reorganize Work Area 7532 (Assy Valve Control) Kurt Wenig Assy S<br />
Reorganize Work Area 7585 (Assy Booster) Stefan Merten Assy S<br />
Reorganize Work Area 7542 (Assy Master Cyl<strong>in</strong><strong>der</strong>) Joachim Schliw<strong>in</strong>ski Assy S<br />
Reorganize Work Area 7528 (Assy Valve Control) Kurt Wenig Assy S<br />
Reorganize Work Area 7571 (Assy Booster) Stefan Merten Assy S<br />
Reorganize Work Area 7553 (Assy Master Cyl<strong>in</strong><strong>der</strong>) Joachim Schliw<strong>in</strong>ski Assy S<br />
Reorganize Work Area 7533 (Assy Valve Control) Kurt Wenig Assy S<br />
Reorganize Work Area 7596 (Assy Booster) Stefan Merten Assy S<br />
Reorganize Work Area 7526 (Assy Valve Control) Joachim Schliw<strong>in</strong>ski Assy S<br />
Reorganize Work Area 7504 (Assy Booster) Kurt Wenig Assy S<br />
Legende: S Start workshop<br />
# OP participat<strong>in</strong>g 0 3 5 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 8<br />
action plan on go<strong>in</strong>g # Op plant<br />
104<br />
backlog, delay<br />
% of total OP 0,0 2,9 4,8 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 7,7<br />
<strong>in</strong> place, impact sav<strong>in</strong>g<br />
9<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011<br />
Aktuelle und<br />
historische Werte<br />
über z. B. Qualität,<br />
Ausbr<strong>in</strong>gung,<br />
Produktivität auf<br />
Tagesbasis<br />
Lean <strong>in</strong>dicator Lean <strong>in</strong>dicator presentation<br />
7<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011<br />
Wochen- und<br />
Monatswerte aller<br />
E<strong>in</strong>zelkennwerte je<br />
Bereich. Farbliche<br />
Kennzeichnung <strong>der</strong><br />
Trends<br />
Wochenplanung über<br />
Schulungen.<br />
Betrachtung <strong>von</strong><br />
Mitarbeitere<strong>in</strong>b<strong>in</strong>dung<br />
12
Zusammenfassung<br />
• Starke Mitarbeitere<strong>in</strong>b<strong>in</strong>dung durch vollständiges Vertrauen auf<br />
Aufschreibungen <strong>der</strong> Mitarbeiter<br />
Es gibt nur e<strong>in</strong>e „Wahrheit“<br />
• Verbrauchssteuerung durch manuelle Kanban-Regelkreise<br />
<strong>Kunde</strong>nbedarf sofort ersichtlich<br />
• Alle Informationen und Aktionen s<strong>in</strong>d am Ort des „Problems“ vorhanden<br />
Sofort erkennbar: „Fließt das Material, o<strong>der</strong> fließt<br />
die Information?“<br />
Beispielkennzahlen 2005 2011<br />
Arbeitssicherheit 2 pro 200.000<br />
Mitarbeiterstunden<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011<br />
0,7 pro 200.000<br />
Mitarbeiterstunden<br />
Verbesserungsvorschläge 1 pro Mitarbeiter 6 pro Mitarbeiter<br />
Qualität 15 ppm 8 ppm<br />
Interne OTD 85% 96%<br />
13
Ihr Kontakt:<br />
Dr. Andreas Siebert<br />
+49(0)261 – 895-2584<br />
andreas.siebert@trw.com<br />
www.trw.com<br />
© TRW Automotive Hold<strong>in</strong>gs Corp. 2011