Download lernsituation_folgeschneidwerkzeug.pdf
Download lernsituation_folgeschneidwerkzeug.pdf
Download lernsituation_folgeschneidwerkzeug.pdf
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
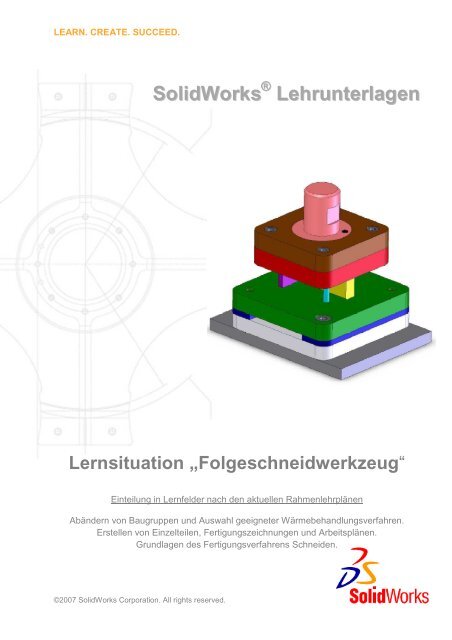
LEARN. CREATE. SUCCEED.SolidWorks ® LehrunterlagenLernsituation „Folgeschneidwerkzeug“Einteilung in Lernfelder nach den aktuellen RahmenlehrplänenAbändern von Baugruppen und Auswahl geeigneter Wärmebehandlungsverfahren.Erstellen von Einzelteilen, Fertigungszeichnungen und Arbeitsplänen.Grundlagen des Fertigungsverfahrens Schneiden.©2007 SolidWorks Corporation. All rights reserved.
Lernsituation „Folgeschneidwerkzeug“Einordung in den RahmenlehrplanBeruf:Lernfeld:Industriemechaniker 9Konstruktionsmechaniker 9Werkzeugmechaniker 11Zerspanungsmechaniker 10Produktdesigner 7Fachschulen für Technik 6Fachoberschulen 12.2Hauptaugenmerk:Grundlagen des Fertigungsverfahrens„Schneiden“, erkennen des Aufbaus undder Funktionsabläufe von Baugruppen.LernzieleDie Schülerinnen und Schüler erstellen und lesen technischeUnterlagen für die Fertigung von Einzelteilen und Baugruppen. Siebeherrschen die theoretischen Grundlagen der für denArbeitsauftrag in Frage kommenden Technologien. Sie analysiereneinfache Produktionsmittel der Stanztechnik. Anhand vontechnischen Zeichnungen oder Objekten erkennen sie den Aufbauund die Funktion der Bauelemente und Werkzeuge. Sie wählen dieerforderlichen Werkzeuge und Werkstoffe aus, legen dieArbeitsorganisation für die Fertigung fest und beschaffen sich dienotwendigen technologischen Daten. Die Schüler undSchülerinnen erstellen Arbeits- und Montagepläne für diegefertigten Einzelteile und Baugruppen.
Lernsituation „Folgeschneidwerkzeug“ThemeneinführungZerteilen (DIN 8588) ist mechanisches Trennen von Werkstückenbeliebiger Art und Form. Es ist demnach ein spanloses Fertigungsverfahrenund wird überwiegend zur Fertigung dünnerflächenbestimmter Werkstücke verwendet. Beim Zerteilen erhältdas Werkstück auf spanlosem Weg hauptsächlich seine Formdurch Keil- oder Scherschneiden; in seltenen Fällen durch Reißenoder Brechen. Die in der Stanztechnik verwendeten Schneidwerkzeugelassen sich somit in Scherschneid-, Keilschneid- undSonderschneidwerkzeuge einteilen. Der beim Zerteilenverbleibende Werkstoffrest hat eine bestimmte geometrischeForm. Sein innerer Zusammenhalt bleibt erhalten und kanndeshalb weiterverarbeitet werden.Bei schwierigen Teilen mit schmalen Stegen wird das Werkstück inder Regel im Folgeschneidwerkzeug gefertigt. Bei einemFolgeschneidwerkzeug werden verschiedenartige Schneidverfahrennacheinander und in direkter Folge angewendet. Sollz.B. ein Schnittteil hergestellt werden in dem mit einem Hubsowohl gelocht als auch der bereits gelochte Teil desSchnittstreifen ausgeschnitten wird so verwendet man z.B. einFolgeschneidwerkzeug. Um die Lage der Lochungen zumSchneidplattendurchbruch des Ausschneidstempels genaufestzulegen ist es wichtig den Streifen exakt um den Vorschub vweiter zu schieben. Je exakter der Schnittstreifen vorgeschobenwird, desto genauer wird das Schnittteil. Zur Herstellung einsSchnittteils sind daher mehrere Hübe notwendig. Die Anzahl istdavon abhängig, in wie viel Stufen der Fertigungsablauf aufgeteiltwird. Durch die Aufteilung der Fertigung in mehreren Stufen ist esmöglich, auch schwierige Formen bei großer Maßgenauigkeitherzustellen. Der große Herstellungsaufwand lohnt sich nur beigrößeren Stückzahlen. Allerdings ist bei Folgeschneidwerkzeugenzu beachten, dass die Schnittteile auf beiden Seiten einen Grathaben. Die oben erwähnte Aufteilung der Fertigung in mehrerenStufen führt zu dünnen Stempeln, die dann im Werkzeug durchzusätzliche Docken verstärkt und durch Säulen und bzw. oder einePlatte geführt oder gestützt werden müssen. Dies erst führt zurnotwendigen Lagegenauigkeit und Stabilität der Stempel.1
Lernsituation „Folgeschneidwerkzeug“AusgangssituationIn Ihrem Betrieb ist das unten abgebildete Schnittwerkzeug imEinsatz. Es dient zur Herstellung kleinerer Blechteile (s= 1mm) inmittlerer Stückzahl an deren Maßgenauigkeit keine hohenAnforderungen gestellt werden. Sie erhalten, den Auftrag dasFolgeschneidewerkzeug zu demontieren und die Spannplatte(Pos.8) zu erneuern. Außerdem sollen Sie das Folgeschneidwerkzeugauf Verschleiß und Effektivität prüfen.2
Lernsituation „Folgeschneidwerkzeug“Aufgabe 1 – Baugruppenanalyse1.1) Analysieren Sie die Baugruppe hinsichtlich ihrer Funktionund Funktionszusammenhänge und beschreiben Sie diese.Formulieren Sie die Funktionsbeschreibung so, dass einsachkundiger Kollege (der eventuell die nächste Änderungvornehmen muss) die Abfolge des Arbeitsablaufs problemlosversteht.1.2) Skizzieren Sie die Form des Blechstreifens nach dem 1. unddem 2. Takt. Markieren Sie die beim zweiten Taktgeschnittene Kante farbig.Skizzieren Sie im Anschluss das fertig geschnitteneWerkstück mit einer Freihandskizze.1.3) Berechnen Sie die Schnittkantenlänge für beide Schnitte undanschließend die benötigte Schneidkraft.(R m = 490…630 N/mm 2 ).Aufgabe 2 – Fertigung der Spannplatte2.1) Sie erhalten, den Auftrag eine Fertigungszeichnung derSpannplatte (Pos.8) mit allen für die Funktion notwendigenAngaben, in SolidWorks ® zu erstellen (Zeichnungen,Arbeitsplan). Entnehmen Sie die erforderlichen Maße der E-Drawing Datei (Folgeschneidwerkzeug.EASM).TIP: Um leichter auf die Einzelteile in der E-Drawing Dateizugreifen zu können- nutzen Sie den Befehl Strg + E in derE-Drawing Datei!Rückgängig: Rechte Maustaste, Ansicht, Anfang.3
Lernsituation „Folgeschneidwerkzeug“Aufgabe 3 – Wartung der BaugruppeWährend einer Demontage des Folgeschneidwerkezugs stellenSie fest, dass die Schnittplatte und der Seitenschneider starkverschlissen sind. Nach Rücksprache mit Ihrem Chef entschließensie sich die Schnittplatte (Pos.2) und den Seitenschneider (Pos.6)ebenfalls zu erneuern.3.1) Wodurch kommt dieser Verschleiß zustande? Kann etwasdagegen unternommen werden?3.2) Erstellen Sie Fertigungsunterlagen mit allen für die Funktionnotwendigen Angaben, in SolidWorks ® (Zeichnungen,Wärmebehandlung, Arbeitspläne). Entnehmen Sie die zurKonstruktion erforderlichen Maße ebenfalls der E-DrawingDatei (Folgeschneidwerkzeug.EASM). Wählen Sie zudemanforderungsgerecht mögliche Werkstoffe aus.3.3) Tauschen Sie im Anschluss die Schnittplatte (Pos.2) und denSeitenschneider (Pos.6) in der Baugruppe (Folgeschneidwerkzeug.EASM)mit ihren selbst erstellten Einzelteilen aus.3.4) Beim durchschauen der Einzelteile fällt Ihnen auf, dass dieFührungsfasen am Schnittstempel (Pos.13) sehr komplizierterstellt wurden und eine Menge Speicherplatz benötigen.Löschen Sie die Führungsfasen und konstruieren Sie dieFasen neu.Aufgabe 4 – Führung des Blechstreifens4.1) Sie haben die jetzige Form der Führung des Blechstreifensbereits analysiert. Überlegen Sie im Team, wie eine bessereFührung des Blechstreifens verwirklicht werden kann.Nehmen Sie dazu auch Fachliteratur zur Hand. Ebenso sollder Voranschlag verbessert werden. Legen Sie IhreLösungsvorschläge in Form von Skizzen zur Diskussion mitden Konstrukteuren vor.4
Lernsituation „Folgeschneidwerkzeug“Aufgabe 5 – Zusatzfragen5.1) Begründen Sie warum die Schnittplatte eine Schrägeaufweist!5.2) Nennen Sie die Aufgabe der Zylinderstifte.5.3) Erläutern Sie die Werkstoffangabe E 295 der Grundplatte(Pos.1).5.4) Nennen Sie den Oberbegriff des Werkstoffes von (Pos.3)und begründen Sie die Auswahl.5.5) Welche Fehler am ausgeschnitten Werkstück könnenauftreten, wenn der Schneidspalt zu groß gewählt wurde?5.6) Wovon hängt die Größe des Schneidspaltes ab?5.7) Informieren Sie sich anhand von Fachkundebüchern überdas Verfahren „Schneiden“ und machen Sie sich über diefolgenden Begriffe sachkundig:• Scherschneiden• Keilschneiden• Feinschneiden• Gesamtschneiden• Folgeschneiden• Schneidplatte• Stempel• Suchstift• Voranschlag• Schneidspalt• Schneidkraft• Verschnitt5