Technische Elastomerwerkstoffe Typ: PDF | GröÃe - Freudenberg-NOK
Technische Elastomerwerkstoffe Typ: PDF | GröÃe - Freudenberg-NOK
Technische Elastomerwerkstoffe Typ: PDF | GröÃe - Freudenberg-NOK
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
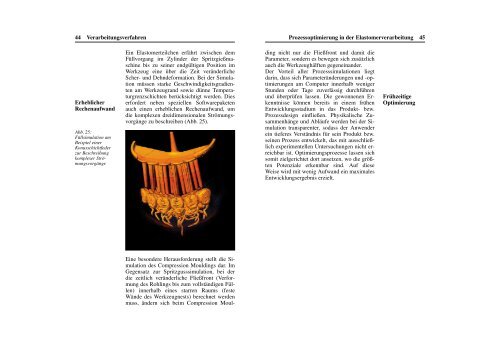
44 VerarbeitungsverfahrenProzessoptimierung in der Elastomerverarbeitung 45ErheblicherRechenaufwandAbb. 25:Füllsimulation amBeispiel einerKonusschichtfederzur Beschreibungkomplexer StrömungsvorgängeEin Elastomerteilchen erfährt zwischen demFüllvorgang im Zylinder der Spritzgießmaschinebis zu seiner endgültigen Position imWerkzeug eine über die Zeit veränderlicheScher- und Dehndeformation. Bei der Simulationmüssen starke Geschwindigkeitsgradientenam Werkzeugrand sowie dünne Temperaturgrenzschichtenberücksichtigt werden. Dieserfordert neben speziellen Softwarepaketenauch einen erheblichen Rechenaufwand, umdie komplexen dreidimensionalen Strömungsvorgängezu beschreiben (Abb. 25).ding nicht nur die Fließfront und damit dieParameter, sondern es bewegen sich zusätzlichauch die Werkzeughälften gegeneinander.Der Vorteil aller Prozesssimulationen liegtdarin, dass sich Parameteränderungen und -optimierungenam Computer innerhalb wenigerStunden oder Tage zuverlässig durchführenund überprüfen lassen. Die gewonnenen Erkenntnissekönnen bereits in einem frühenEntwicklungsstadium in das Produkt- bzw.Prozessdesign einfließen. Physikalische Zusammenhängeund Abläufe werden bei der Simulationtransparenter, sodass der Anwenderein tieferes Verständnis für sein Produkt bzw.seinen Prozess entwickelt, das mit ausschließlichexperimentellen Untersuchungen nicht erreichbarist. Optimierungsprozesse lassen sichsomit zielgerichtet dort ansetzen, wo die größtenPotenziale erkennbar sind. Auf dieseWeise wird mit wenig Aufwand ein maximalesEntwicklungsergebnis erzielt.FrühzeitigeOptimierungEine besondere Herausforderung stellt die Simulationdes Compression Mouldings dar. ImGegensatz zur Spritzgusssimulation, bei derdie zeitlich veränderliche Fließfront (Verformungdes Rohlings bis zum vollständigen Füllen)innerhalb eines starren Raums (festeWände des Werkzeugnests) berechnet werdenmuss, ändern sich beim Compression Moul-