PLATINOR® AM 88 - Heimerle + Meule
PLATINOR® AM 88 - Heimerle + Meule
PLATINOR® AM 88 - Heimerle + Meule

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
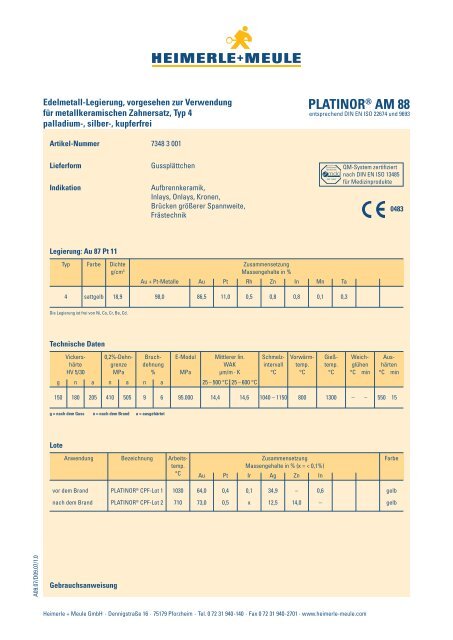
Edelmetall-Legierung, vorgesehen zur Verwendungfür metallkeramischen Zahnersatz, Typ 4palladium-, silber-, kupferfreiPLATINOR ® <strong>AM</strong> <strong>88</strong>entsprechend DIN EN ISO 22674 und 9693Artikel-Nummer 7348 3 001LieferformIndikationGussplättchenAufbrennkeramik,Inlays, Onlays, Kronen,Brücken größerer Spannweite,FrästechnikQM-System zertifiziertnach DIN EN ISO 13485für Medizinprodukte0483Legierung: Au 87 Pt 11Typ Farbe Dichteg/cm 3ZusammensetzungMassengehalte in %Au + Pt-Metalle Au Pt Rh ZnInMnTa4 sattgelb 18,9 98,0 86,511,0 0,5 0,80,80,10,3Die Legierung ist frei von Ni, Co, Cr, Be, Cd.Technische DatenVickershärteHV 5/300,2%-DehngrenzeMPaBruchdehnung%E-ModulMPaMittlerer lin.WAKµm/m · KSchmelzintervall°CVorwärmtemp.°CGießtemp.°CWeichglühen°C minAushärten°C ming n a n a n a25 – 500 °C25 – 600 °C150 180 205 410 5059 695.00014,414,61040 – 11508001300– –550 15g = nach dem Guss n = nach dem Brand a = ausgehärtetLoteAnwendungBezeichnungArbeitstemp.°CAuZusammensetzungMassengehalte in % (x = < 0,1%)Pt Ir Ag Zn InFarbevor dem BrandPLATINOR ® CPF-Lot 1103064,00,40,134,9–0,6gelbnach dem BrandPLATINOR ® CPF-Lot 271073,00,5x12,514,0–gelbA09.07/D09.07/1.0Gebrauchsanweisung<strong>Heimerle</strong> + <strong>Meule</strong> GmbH · Dennigstraße 16 · 75179 Pforzheim · Tel. 0 72 31 940-140 · Fax 0 72 31 940-2701 · www.heimerle-meule.com
Gebrauchsanweisung PLATINOR ® <strong>AM</strong> <strong>88</strong>1 ModellierenErstellen eines anatomisch verkleinerten Wachsmodells unter Berücksichtigungder geplanten Verblendung. Scharfe Kanten sind zu vermeiden,weiche Übergänge anzustreben.Bei Brückengerüsten ist aus Stabilitätsgründen auf eine stabileModella tion der Verbindungen und bei größeren Spannweiten aufeine palatinale und interdentale Verstärkung der Zwischenglieder zuachten. Wandstärke der modellierten (ausgearbeiteten) Einzelkronenmind. 0,4 (0,3) mm, Brückenpfeilerkronen mind. 0,5 (0,4) mm.2 AngusssystemEinzelkrone:Direktanstiftung mit Gusskanal mind. x 3,5 mmAb 2 Einzelkronen und Brücken:Balken- oder Ringguss mit Objektanstiftungen 3,0 x x 3,0 mmBalken/Ring x 4,0 – x 5,0 mmGusskanäle x 3,5 – x 4,0 mm3 Lage des Wachsmodells in der GießformAbstand von der Muffelwand: Die Glieder sollten einen Abstand von5 – 10 mm von der Gießformwandaufweisen.Abstand vom Muffelboden: Bei der Direktanstiftung ist zwischenWachsobjekten und Muffelboden10 – 15 mm Abstand einzuhalten. BeimBalken-/Ringguss sollte sich dieBalken- oder Ringmitte mit der Mitteder Muffel decken.4 EinbettenGießform mit Gussringeinlagen auskleiden.Gießform X1 / X3 : 1 LageGießform X6 / X9 : 1 – 2 LagenEs muss eine phosphatgebundene Einbettmasse verwendet werden.Die Gebrauchsanweisung des Einbettmasse-Herstellers ist zubeachten.5 Wachsaustreiben/VorwärmenMit konventionellem Stufen-Aufheizverfahren erste Vorwärmstufe beica. 280 °C je nach Muffelgröße für 30/40/50/60 min halten; weiteresAufheizen gemäß Hinweisen des Einbettmasse-Herstellers. NachErreichen der Endtemperatur (siehe Datentabelle) beträgt die Haltezeitje nach Muffelgröße weitere 20/30/45/60 min. Bei einer größerenAnzahl der Muffeln müssen die Vorwärmzeiten entsprechend verlängertwerden.Mit Speed-Aufheizverfahren unbedingt gemäß Hinweisen des Einbettmasse-Herstellersvorgehen.6 TiegelmaterialEs können Gusstiegel aus Grafit und Keramik verwendet werden.7 GießgeräteEs können alle gebräuchlichen Schmelz- und Gießanlagen eingesetztwerden.8 GießenGießtemperatur siehe Datentabelle.Weitererhitzungszeiten nach Erreichen der Liquidustemperatur jenach Einsatzmenge und Geräteleistung:Widerstandsheizung 60 – 120 sHochfrequenz5 – 10 sPropan/Sauerstoff-Flamme 5 – 10 sBeim Schmelzen mit der Flamme auf die richtige Flammeneinstellungachten (Gefahr der Kohlenstoffschädigung) und mit der reduzierendenZone schmelzen.9 GussresteZur Erhaltung der Legierungseigenschaften und der Gussqualität solltenmax. 50% gereinigte Gussreste eingesetzt werden.Das Einsatzgewicht berechnet sich aus:Wachsgewicht x Dichte der Legierung(siehe <strong>Heimerle</strong> + <strong>Meule</strong>-Umrechnungstabelle)10 Abkühlen und AusbettenGießform auf Handwärme abkühlen lassen und vorsichtig ausbetten.Dadurch werden Passungenauigkeiten, Eigenschaftsänderungen derLegierung und Warmrisse vermieden.Abstrahlen mit Edelkorund (ca. 100 μm) oder mit handelsüblicherBeizlösung zum Entfernen der Einbettmasse abbeizen.11 Ausarbeiten und ReinigenGerüst mit Hartmetallfräsen und keramisch gebundenen Schleifkörpernbei geringem Druck ausarbeiten; Oberfläche danach mitAluminiumoxid (ca. 100 μm) unter geringem Druck (max. 2 bar) abstrahlen.Bei Gerüstteilen, die nicht verblendet werden, empfiehltsich eine Hochglanzpolitur. Das Gerüst danach mit Dampfstrahlreinigen und mit geeignetem Beizmittel (z. B. <strong>AM</strong>ISUL) entfetten.Beim Schleifen sollten ausreichende Schutzmaßnahmen gegen dasEin atmen von Stäuben ergriffen werden.12 OxidierenAuf eine ausreichende Abstützung des Gerüstes ist zu achten.5 min. bei 930 °C ohne Vakuum.Bei fleckiger Oxidschicht das Gerüst nochmals beschleifen undArbeits gänge (siehe Punkt 11) wiederholen. Danach das Gerüst zurOberflächenkonditionierung nochmals mit Aluminiumoxid (ca. 100 μm;Druck max. 2 bar) abstrahlen oder mit <strong>AM</strong>ISUL abbeizen.Anschließend das Objekt gründlich mit Dampfstrahl reinigen.13 Brennen der KeramikZum Verblenden sind konventionelle Keramiken, max. Brenntemperatur950 °C, insbesondere Keramiken mit abgesenkten Brenntemperaturengeeignet. Die Verblendung sollte nach den Empfehlungen desKeramik herstellers erfolgen.Ideal geeignet ist z.B. die Verblendkeramik INSPIRATION oder an deremarktgängige, normalexpandierende Keramikmassen.Beim Brennen ist auf eine sichere Abstützung der Gerüste zu achten.14 BrandführungIn Bezug auf die Brandführung müssen die Angaben der jeweiligenKeramikhersteller genau beachtet werden.15 LötenDie Lötflächen müssen genügend groß sein und sollten möglichstbereits bei der Modellation berücksichtigt werden.Die Lötflächen müssen metallisch blank sein.Der Lötspalt sollte 0,05 – 0,2 mm betragen.Empfohlene Löteinbettmasse: DUROCONT LEmpfohlenes Flussmittel: Universal-Lötpaste ARGOFLUXLote vor dem Brand: PLATINOR ® CPF-Lot 1 1030 °CLote nach dem Brand: PLATINOR ® CPF-Lot 2 710 °CDas Lötobjekt langsam abkühlen lassen.16 AushärtenDie Legierung weist nach dem Guss/Brand eine für ihren Indikationsbereichausreichend hohe Festigkeit auf.Bei Bedarf kann die max. Aushärtung nach dem Verblenden durcheine abschließende Glühung entsprechend Datentabelle erreichtwerden.17 Abbeizen und PolierenFlussmittelreste/Oxide in <strong>AM</strong>ISUL bei ca. 80 °C abbeizen oder durchAbstrahlen entfernen. Gerüst gummieren; die Endpolitur kann mitPaste, Bürsten, Schwabbel und Filz durchgeführt werden.Unsere Empfehlungen und Gebrauchsanweisungen beruhen auf unseren Erkenntnissen. Sie ersetzen nicht das Fachwissen und die Erfahrungen von Zahnarzt und Zahntechniker, in derenausschließlicher Verantwortung die Entscheidung für die Auswahl und für die Verarbeitung der Legierung liegt. Von uns geleistete Fachberatung ist ein freiwilliger Kundendienst, der keine Haftungfür uns begründet. Gewährleistungs- und Schadensersatzansprüche beschränken sich auf die Vertragsinhalte unserer allgemeinen Lieferbedingungen.