

KK-Stirlingmotor
KK-Stirlingmotor
KK-Stirlingmotor

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
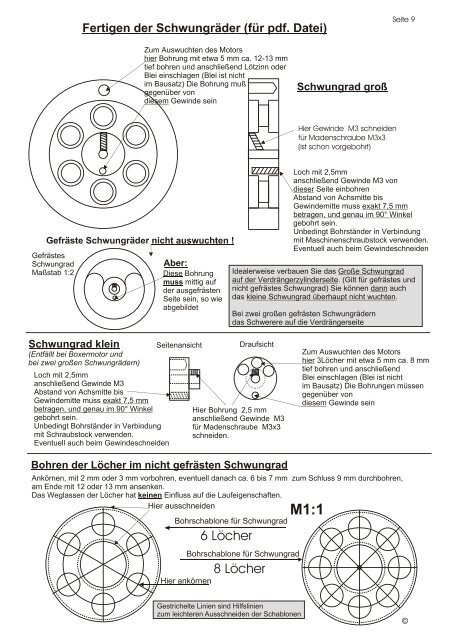
Fertigen der Schwungräder (für pdf. Datei)Seite 9Zum Auswuchten des Motorshier Bohrung mit etwa 5 mm ca. 12-13 mmtief bohren und anschließend Lötzinn oderBlei einschlagen (Blei ist nichtim Bausatz) Die Bohrung mußgegenüber vondiesem Gewinde seinSchwungrad großHier Gewinde M3 schneidenfür Madenschraube M3x3(ist schon vorgebohrt)Gefräste Schwungräder nicht auswuchten !GefrästesSchwungradMaßstab 1:2Aber:Diese Bohrungmuss mittig aufder ausgefrästenSeite sein, so wieabgebildetLoch mit 2,5mmanschließend Gewinde M3 vondieser Seite einbohrenAbstand von Achsmitte bisGewindemitte muss exakt 7,5 mmbetragen, und genau im 90° Winkelgebohrt sein.Unbedingt Bohrständer in Verbindungmit Maschinenschraubstock verwenden.Eventuell auch beim GewindeschneidenIdealerweise verbauen Sie das Große Schwungradauf der Verdrängerzylinderseite. (Gilt für gefrästes undnicht gefrästes Schwungrad) Sie können dann auchdas kleine Schwungrad überhaupt nicht wuchten.Bei zwei großen gefrästen Schwungräderndas Schwerere auf die VerdrängerseiteSchwungrad klein Seitenansicht Draufsicht(Entfällt bei Boxermotor undbei zwei großen Schwungrädern)Loch mit 2,5mmanschließend Gewinde M3Abstand von Achsmitte bisGewindemitte muss exakt 7,5 mmbetragen, und genau im 90° Winkelgebohrt sein.Unbedingt Bohrständer in Verbindung .mit Schraubstock verwenden.Eventuell auch beim GewindeschneidenHier Bohrung 2,5 mmanschließend Gewinde M3für Madenschraube M3x3schneiden.Zum Auswuchten des Motorshier 3Löcher mit etwa 5 mm ca. 8 mmtief bohren und anschließendBlei einschlagen (Blei ist nichtim Bausatz) Die Bohrungen müssengegenüber vondiesem Gewinde seinBohren der Löcher im nicht gefrästen SchwungradAnkörnen, mit 2 mm oder 3 mm vorbohren, eventuell danach ca. 6 bis 7 mm zum Schluss 9 mm durchbohren,am Ende mit 12 oder 13 mm ansenken.Das Weglassen der Löcher hat keinen Einfluss auf die Laufeigenschaften.Hier ausschneidenBohrschablone für Schwungrad6 LöcherBohrschablone für SchwungradHier ankörnen8 LöcherM1:1Gestrichelte Linien sind Hilfslinienzum leichteren Ausschneiden der Schablonen©