keramikentechnikDieser Beitrag beleuchtet deshalb die Materialvielfaltan Dentalkeramiken, insbesonderebzgl. der Bearbeitung mit CAD/CAM-Systemen,aus werkstoffkundlichem Blickwinkel.KlassifizierungKeramiken sind feste, anorganisch-nichtmetallischeWerkstoffe, die in der Regel völligoder teilweise kristallin sind. Sie werden imAllgemeinen durch Sintern von keramischenPulvern hergestellt. Die Klassifizierung kannunter verschiedenen Gesichtspunkten erfolgen,je nachdem ob die chemische Zusammensetzung,der Gefügeaufbau, technologischeMerkmale oder das Anwendungsfeld zuGrunde gelegt werden. Eine stoffliche sowieauf Gefügemerkmale beruhende Einteilunggeht auf Schüller und Hennicke 1 zurück. Sieunterscheiden zwischen Silikatkeramik,Oxidkeramik und Nichtoxid-Keramik.SilikatkeramikDie Silikatkeramik ist die älteste Gruppe dertechnischen Keramiken – auch die ersten inder Zahnmedizin verwendeten Keramikenwaren silikatischer Natur. Als typischesMerkmal besitzen die silikatkeramischenWerkstoffe glasig-amorphe Phasen, bei denendie Kristalle in einer glasigen Matrix eingelagertoder durch eine Glasphase verbundensind. Eine spezielle Werkstoffgruppestellt die Glaskeramik dar. Glaskeramikenweisen ebenfalls ein glasig-kristallines Gefügeauf, das durch kontrollierte Kristallisationvon glasigen Ausgangsmaterialien erzeugtwird. Die heutzutage in der Dentaltechnikgebräuchlichen Silikatkeramikenwerden in der Regel über einen glaskeramischenProzess hergestellt. Neben demHauptbestandteil Siliziumdioxid enthaltendiese Materialien überwiegend weitere oxidischeBestandteile (z.B. Al 2 O 3 , K 2 O,Na 2 O). Als kristalline Phase liegt häufigLeuzit (K[AlSi 2 O 6 ]) vor, aber auch anderekristalline Phasen wie z.B. Lithiumdisilikatwerden zur gezielten Einstellung der Werkstoffeigenschaftenerzeugt. Die Eigenschaftenhängen dabei sowohl von der chemischenZusammensetzung als auch von derArt und dem Anteil der erzeugten kristallinenPhase ab. Prinzipiell zeichnen sich die silikatkeramischenDentalwerkstoffe durchdie guten optischen Eigenschaften wieFarbe, Transluzenz und Transparenz ausund eignen sich für ästhetische Restaurationen.Der Indikationsbereich wird jedochdurch die mechanischen Eigenschaften begrenzt.OxidkeramikFür die Festigkeit von Keramiken ist einmöglichst fein- und vollständig kristallinesGefüge förderlich, das nur bei ausgewähltenOxid- und Nichtoxid-Keramiken anzutreffenist. Während Nichtoxid-Keramikennicht zuletzt auf Grund der meist dunklenFarbe in der Zahnmedizin keine Rolle spielen,nimmt die Bedeutung der oxidkeramischenMaterialien stetig zu. Die wichtigstenVertreter oxidischer Dentalkeramiken sindmit Yttriumoxid teilstabilisiertes Zirkoniumdioxid(Y-TZP, Yttria-stabilized TetragonalZirconia Polycrystals) und Aluminiumoxidsowie bei speziellen Keramiken diebinären Oxidsysteme Zirkon (ZrSiO 4 ) undSpinell (MgAl 2 O 4 ). Durch die gegenüberden Silikatkeramiken verbesserten mechanischenEigenschaften wurde der Indikationsbereichvon vollkeramischem Zahnersatzerweitert, wie zum Beispiel durch die Infiltrationskeramiken.Im engeren Sinnezählen diese glasinfiltrierten Keramiken allerdingsnicht zu den oxidkeramischen Systemen,sondern zu den Verbundwerkstoffen.Eine weitere Verbesserung der mechanischenEigenschaften wird mit dicht gesintertenOxidkeramiken erzielt. Diese werdenüber feinkeramische Methoden hergestelltund in einem Hochtemperaturprozess zurfesten Keramik mit einem feinkörnigen Gefüge(Abb. 1) gesintert. Dabei tritt eine lineareSchwindung von bis zu 20 Prozentauf. Die so genannte Sinterschwindung wirdbei der Fertigung berücksichtigt, in dem derzu sinternde Formkörper entsprechendgrößer dimensioniert wird. Die Herstellungvon individuellem Zahnersatz aus dicht gesinterten,oxidkeramischen Materialien istnicht zuletzt deshalb eng mit der Etablierungder CAD/CAM-Technologie in der Zahntechnikverbunden.CAD/CAM-FertigungMit der CAD/CAM-Technologie hat ein automatisiertesFertigungsverfahren Einzug indie Dentaltechnik erhalten, das nicht nuraus wirtschaftlicher Sicht interessant ist,sondern zurzeit auch als einzige Methodedie Herstellung von mehrgliedrigenBrückengerüsten aus hochfesten Keramikenwie Zirkoniumdioxid (Abb. 2) ermöglicht.Des Weiteren werden in Kombination mitden CAD/CAM-Systemen neuartige Keramiken,wie zum Beispiel die schwindungsfreieZirkonkeramik von KaVo 2 , die Materialpaletteerweitern. Aber auch die Materialien,die bereits mit „klassischen“ Me-<strong>ZWL</strong> 03 2004
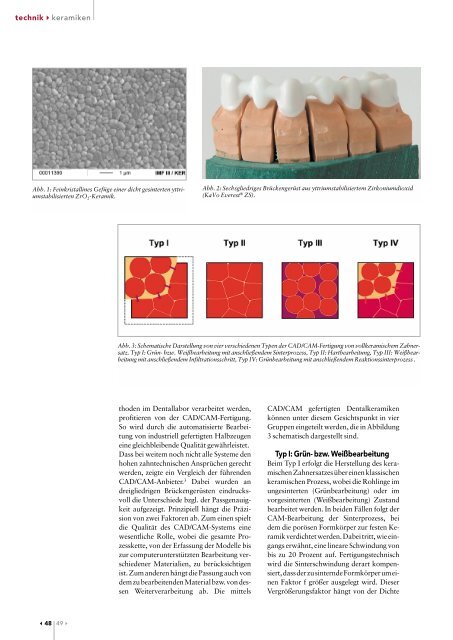
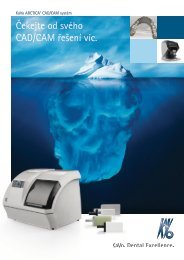
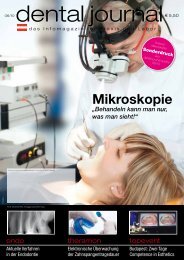
technikkeramikenAbb. 1: Feinkristallines Gefüge einer dicht gesinterten yttriumstabilisiertenZrO 2 -Keramik.Abb. 2: Sechsgliedriges Brückengerüst aus yttriumstabilisiertem Zirkoniumdioxid(KaVo <strong>Everest</strong> ® ZS).Abb. 3: Schematische Darstellung von vier verschiedenen Typen der CAD/CAM-Fertigung von vollkeramischem Zahnersatz.Typ I: Grün- bzw. Weißbearbeitung mit anschließendem Sinterprozess, Typ II: Hartbearbeitung, Typ III: Weißbearbeitungmit anschließendem Infiltrationsschritt, Typ IV: Grünbearbeitung mit anschließendem Reaktionssinterprozess .thoden im Dentallabor verarbeitet werden,profitieren von der CAD/CAM-Fertigung.So wird durch die automatisierte Bearbeitungvon industriell gefertigten Halbzeugeneine gleichbleibende Qualität gewährleistet.Dass bei weitem noch nicht alle Systeme denhohen zahntechnischen Ansprüchen gerechtwerden, zeigte ein Vergleich der führendenCAD/CAM-Anbieter. 3 Dabei wurden andreigliedrigen Brückengerüsten eindrucksvolldie Unterschiede bzgl. der Passgenauigkeitaufgezeigt. Prinzipiell hängt die Präzisionvon zwei Faktoren ab. Zum einen spieltdie Qualität des CAD/CAM-Systems einewesentliche Rolle, wobei die gesamte Prozesskette,von der Erfassung der Modelle biszur computerunterstützten Bearbeitung verschiedenerMaterialien, zu berücksichtigenist. Zum anderen hängt die Passung auch vondem zu bearbeitenden Material bzw. von dessenWeiterverarbeitung ab. Die mittelsCAD/CAM gefertigten Dentalkeramikenkönnen unter diesem Gesichtspunkt in vierGruppen eingeteilt werden, die in Abbildung3 schematisch dargestellt sind.Typ I: Grün- bzw. WeißbearbeitungBeim Typ I erfolgt die Herstellung des keramischenZahnersatzes über einen klassischenkeramischen Prozess, wobei die Rohlinge imungesinterten (Grünbearbeitung) oder imvorgesinterten (Weißbearbeitung) Zustandbearbeitet werden. In beiden Fällen folgt derCAM-Bearbeitung der Sinterprozess, beidem die porösen Formkörper zur festen Keramikverdichtet werden. Dabei tritt, wie eingangserwähnt, eine lineare Schwindung vonbis zu 20 Prozent auf. Fertigungstechnischwird die Sinterschwindung derart kompensiert,dass der zu sinternde Formkörper um einenFaktor f größer ausgelegt wird. DieserVergrößerungsfaktor hängt von der Dichte48 49