Extrudieren von weichen PVC-Folien - Krauss Maffei
Extrudieren von weichen PVC-Folien - Krauss Maffei
Extrudieren von weichen PVC-Folien - Krauss Maffei

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Extrudieren</strong> <strong>von</strong><br />
A ufgrund<br />
FRANZ GRAJEWSKI<br />
HENNING STIEGLITZ<br />
hervorragender<br />
mechanischer Eigenschaften<br />
sowie hoher<br />
Permeationsbeständigkeit finden<br />
weiche <strong>PVC</strong>-<strong>Folien</strong> auf<br />
vielen Gebieten Verwendung.<br />
Zu nennen sind in diesem Zusammenhang<br />
die Medizintechnik,<br />
die Werbeindustrie<br />
sowie die Umwelttechnik. Besonders<br />
die beiden erstgenannten<br />
Bereiche stellen<br />
höchste Ansprüche an die<br />
Qualität des Halbzeugs. Typische<br />
Endprodukte sind Blutund<br />
Urinbeutel sowie bedruckbare<br />
<strong>Folien</strong>. Die geforderten<br />
Dickentoleranzen liegen<br />
hier bei wenigen Prozent.<br />
<strong>Folien</strong> auf Kalandern<br />
herstellen<br />
Bisher wurden die zur Herstellung<br />
der oben genannten<br />
Produkte notwendigen <strong>Folien</strong><br />
nahezu ausnahmslos auf Kalandern<br />
hergestellt. Die Plastifizierung<br />
des pulverförmigen<br />
Rohstoffs erfolgt bei diesen<br />
Anlagen entweder durch Buss-<br />
Cokneter oder Planetwalzenextruder.<br />
Beide Systeme bereiten<br />
das Material schonend auf<br />
und bieten eine gute Homogenisierung<br />
sowie Dispergierung.<br />
Gleichzeitig bleibt<br />
die Massetemperatur im Allgemeinen<br />
sehr gering. Insbesondere<br />
beim Planetwalzenextruder<br />
lässt sich die Massetemperatur<br />
aufgrund der<br />
großen Oberflächen über die<br />
Kunststoffe 10/2003<br />
<strong>weichen</strong> <strong>PVC</strong>-<strong>Folien</strong><br />
Maschinenparameter stark<br />
beeinflussen.<br />
Nachteilig sind jedoch die<br />
extrem hohen Investitionskosten<br />
sowie das fehlende Druckaufbauvermögen<br />
der Aggregate,<br />
d. h. es besteht nicht die<br />
Möglichkeit, die Schmelze<br />
über ein Breitschlitzwerkzeug<br />
dem ersten Walzenspalt zuzuführen.<br />
Vielmehr werden die<br />
aus dem Extruder austretenden<br />
Schmelzestückchen mittels<br />
Förderbänder dem ersten<br />
Walzenspalt des Kalanders zugeführt.<br />
Um zu verhindern,<br />
dass sich partiell ein zu großer<br />
Schmelzeknet bildet, pendeln<br />
die Förderbänder über die gesamte<br />
Breite der Walzen. Dort<br />
wird das eingezogene Material<br />
zur Rohfolie ausgeformt, die<br />
jedoch noch keine ausreichende<br />
Oberflächenqualität besitzt.<br />
Aus dem ersten Kalanderspalt<br />
läuft die Schmelzebahn über<br />
die zweite Kalanderwalze in<br />
den nächsten Spalt. Hier bildet<br />
sich ein Knet aus, da sich die<br />
Kunststoffmasse vor dem engeren<br />
Walzenspalt aufstaut.<br />
Unter dem Druck der Außenschicht<br />
und der Walzen steht<br />
das zurückgedrängte Material<br />
im Knetwirbel. Die Knete sind<br />
in allen Walzenspalten des Kalanders<br />
vorhanden. Sie bestimmen<br />
letztendlich die Qualität<br />
der Folie. Aufgrund ihrer<br />
Bedeutung werden sie bei modernen<br />
Anlagen mit Hilfe <strong>von</strong><br />
Kamerasystemen permanent<br />
vermessen und über Variation<br />
entsprechender Verfahrensparameter<br />
in ihrer Größe geregelt.<br />
Um eine ausreichende Qualität<br />
der Folie zu gewährleis-<br />
EXTRUSION ■<br />
Wirtschaftlich herstellen. Mit einer speziell zusammengestellten Co-Extrusions-<br />
anlage ist es erstmalig gelungen, <strong>Folien</strong> herzustellen, für die bisher aus-<br />
schließlich der Kalandrierprozess in Frage gekommen ist. Die Vorteile liegen in<br />
einer wirtschaftlicheren Fertigung bei gleichzeitig hoher Qualität.<br />
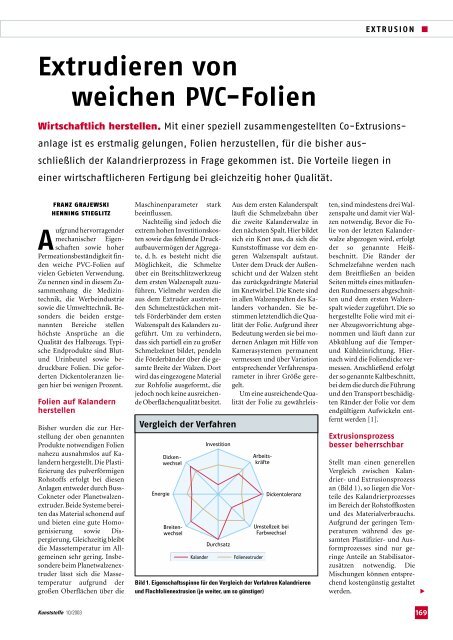
Vergleich der Verfahren<br />
ten, sind mindestens drei Walzenspalte<br />
und damit vier Walzen<br />
notwendig. Bevor die Folie<br />
<strong>von</strong> der letzten Kalanderwalze<br />
abgezogen wird, erfolgt<br />
der so genannte Heißbeschnitt.<br />
Die Ränder der<br />
Schmelzefahne werden nach<br />
dem Breitfließen an beiden<br />
Seiten mittels eines mitlaufenden<br />
Rundmessers abgeschnitten<br />
und dem ersten Walzenspalt<br />
wieder zugeführt. Die so<br />
hergestellte Folie wird mit einer<br />
Abzugsvorrichtung abgenommen<br />
und läuft dann zur<br />
Abkühlung auf die Temperund<br />
Kühleinrichtung. Hiernach<br />
wird die <strong>Folien</strong>dicke vermessen.<br />
Anschließend erfolgt<br />
der so genannte Kaltbeschnitt,<br />
bei dem die durch die Führung<br />
und den Transport beschädigten<br />
Ränder der Folie vor dem<br />
endgültigem Aufwickeln entfernt<br />
werden [1].<br />
Extrusionsprozess<br />
besser beherrschbar<br />
Stellt man einen generellen<br />
Vergleich zwischen Kalandrier-<br />
und Extrusionsprozess<br />
an (Bild 1), so liegen die Vorteile<br />
des Kalandrierprozesses<br />
im Bereich der Rohstoffkosten<br />
und des Materialverbrauchs.<br />
Aufgrund der geringen Temperaturen<br />
während des gesamten<br />
Plastifizier- und Ausformprozesses<br />
sind nur geringe<br />
Anteile an Stabilisatorzusätzen<br />
notwendig. Die<br />
Mischungen können entspre-<br />
Bild 1. Eigenschaftsspinne für den Vergleich der Verfahren Kalandrieren chend kostengünstig gestaltet<br />
und Flachfolienextrusion (je weiter, um so günstiger) werden.<br />
V<br />
169
■<br />
EXTRUSION<br />
Anordnung der Co-Extrusionsanlage<br />
Weiterhin sind die mit diesem<br />
Verfahren erzielten Dickentoleranzen<br />
extrem niedrig,<br />
das heißt die notwendigen<br />
Aufmaße, um die geforderten<br />
Mindestfoliendicken zu erzielen,<br />
können minimiert werden,<br />
was sich direkt im Materialverbrauch<br />
niederschlägt.<br />
Darüber hinaus sind die erzielbaren<br />
Durchsätze sehr<br />
hoch. <strong>Folien</strong>breiten und<br />
-dicken können ebenfalls<br />
ohne Austausch <strong>von</strong> einzelnen<br />
Anlagenkomponenten variiert<br />
werden.<br />
Nachteilig am Kalandrierprozess<br />
sind jedoch die sehr<br />
hohen Investitionskosten sowie<br />
die geringe Flexibilität hinsichtlich<br />
anderer Materialien.<br />
Darüber hinaus handelt es sich<br />
um einen recht komplexen<br />
Prozess, der schwierig beherrschbar<br />
ist und einer genauen<br />
Einstellung der Einzelkomponenten<br />
bedarf.<br />
Demgegenüber bietet die<br />
Extrusionstechnik einige Vorteile.<br />
Die Investitionssumme<br />
für eine Flachfolienextrusionsanlage<br />
ist bei entsprechend<br />
geringeren Leistungen ca.30 bis<br />
40 % niedriger. Durch leichte<br />
maschinelle Modifikationen<br />
(Schneckenwechsel) ist es möglich,verschiedene<br />
Rohstoffe mit<br />
unterschiedlichem Schmelzverhalten<br />
zu verarbeiten. Die<br />
geringere Investitionssumme<br />
und die bessere Beherrschbarkeit<br />
des Extrusionsprozesses<br />
führten dazu, dass für die breite<br />
Masse an thermoplastischen<br />
Kunststoffen, die relativ problemlos<br />
sind, wesentlich mehr<br />
Flachfolien- als Kalandrieran-<br />
Bild 4. Chill-Roll-Einheit inklusive Relaxationsrollen<br />
Bild 2. Layout<br />
einer Anlage für<br />
dreischichtige<br />
weiche <strong>PVC</strong>-<br />
<strong>Folien</strong><br />
Bild 3. Dünnschnitte<br />
durch<br />
eine dreischichtige<br />
<strong>PVC</strong>-Folie<br />
lagen eingesetzt werden. Kritische<br />
Produkte wie beispielsweise<br />
<strong>Folien</strong> aus <strong>PVC</strong>-weich werden<br />
jedoch nach wie vor auf Kalanderanlagen<br />
verarbeitet, da,<br />
wie oben bereits erwähnt, die<br />
Qualitätsansprüche hinsichtlich<br />
Oberfläche, Optik und<br />
Dickenverteilung sehr hoch<br />
sind und mittels anderer Techniken<br />
nicht erreicht werden<br />
konnten.<br />
<strong>Folien</strong> für<br />
medizinische<br />
Anwendungen<br />
Um die oben genannten Vorteile<br />
der Extrusionstechnik<br />
dennoch für diesen anspruchsvollen<br />
Bereich nutzen<br />
zu können, wurde vor einigen<br />
Monaten erstmalig eine Extrusionsanlage<br />
realisiert und<br />
erfolgreich in Betrieb genommen,<br />
mit deren Hilfe <strong>PVC</strong>weich-<strong>Folien</strong><br />
für den Medizinsektor<br />
hergestellt werden<br />
können. Möglich wurde dies<br />
durch die konsequente Weiterentwicklung<br />
der einzelnen<br />
Anlagenkomponenten und<br />
die exakte Abstimmung der<br />
Aggregate aufeinander. Das<br />
Layout der Anlage zeigt<br />
Bild 2.<br />
Entsprechend Bild 2 werden<br />
bei dieser Anlage drei Einschneckenextruder<br />
mit einem<br />
Schneckendurchmesser <strong>von</strong><br />
125 mm zur Plastifizierung des<br />
Materials eingesetzt.Die Extruder<br />
sind mit speziellen<br />
Schnecken ausgerüstet, die auf<br />
dieses Produkt abgestimmt<br />
wurden. Insbesondere die hohen<br />
Ansprüche an die Schmelzehomogenität<br />
stellten eine<br />
große Herausforderung dar.Sie<br />
konnten nur durch den Einsatz<br />
völlig neu entwickelter Mischköpfe<br />
und durch zusätzlich in<br />
die Schmelzeleitungen einge-<br />
170 © Carl Hanser Verlag, München Kunststoffe 10/2003
Bild 5. Integration der Anlage in die Steuerung am Beispiel der C4<br />
brachte statische Mischer erfüllt<br />
werden. Die Temperatur der<br />
Schmelze, die mit Hilfe eines<br />
Messkreuzes ermittelt wurde,<br />
weist eine maximale Inhomogenität<br />
<strong>von</strong> +/–1,5 °C auf.<br />
Kunststoffe 10/2003<br />
Bei der den Extrudern folgenden<br />
Breitschlitzdüse handelt<br />
es sich um eine Standard-<br />
Automatikdüse, die mit einem<br />
entsprechenden Coex-Adapter<br />
ausgerüstet ist. Die drei<br />
Schmelzeströme werden hier<br />
gleichmäßig übereinander gelegt<br />
und zu einer Schmelzfahne<br />
ausgeformt. Wichtig ist<br />
hierbei, dass der Schmelze,<br />
nachdem sie über die Breite<br />
EXTRUSION ■<br />
verteilt wurde, ausreichend<br />
Relaxationszeit zur Verfügung<br />
gestellt wird. Eventuell vorhandene<br />
Spannungen gleichen<br />
sich aus, und Verwerfungen<br />
der Folie werden vermieden.<br />
Der Einsatz <strong>von</strong> drei Extrudern<br />
in Kombination mit einem<br />
Coex-Adapter ergibt wesentliche<br />
Vorteile, die die höheren<br />
Investitionskosten rechtfertigen.<br />
Zu nennen sind in<br />
diesem Zusammenhang:<br />
■ Mittelschicht aus Regenerat,<br />
Außenschichten aus hochwertigen,<br />
hautverträglichen<br />
Mischungen,<br />
■ unterschiedliche Einfärbungsmöglichkeiten<br />
der<br />
Schichten sowie<br />
■ Vermeidung <strong>von</strong> durchgehenden<br />
Störstellen in der<br />
Folie.<br />
Bild 3 zeigt zwei Dünnschnitte,<br />
die einen Eindruck darüber<br />
vermitteln sollen, welche Variationsmöglichkeiten<br />
dem<br />
V<br />
171
■<br />
EXTRUSION<br />
Anlagenbetreiber durch Einsatz<br />
<strong>von</strong> drei Extrudern zur<br />
Verfügung stehen.<br />
Nachfolgeeinrichtungen<br />
weiterentwickelt<br />
Die Anforderungen an die Folie<br />
bezüglich Planlage, Geradeauslauf<br />
und Schrumpfwerte<br />
erfordern auch eine Weiterentwicklung<br />
der Chill-Roll-Nachfolge.<br />
Sie wurde mit zusätzlichen<br />
Kühlrollen und einer<br />
<strong>Folien</strong>-Relaxationsstation aus-<br />
gerüstet (Bild 4). Darüber hinaus<br />
kann der Folie mit Hilfe<br />
der Kühl-Prägewalzenkombination<br />
eine definierte Oberflächenstruktur<br />
aufgeprägt<br />
werden.<br />
Nach der Abkühlung erfolgt<br />
die Vermessung der <strong>Folien</strong>dicke.<br />
Solche <strong>Folien</strong> können<br />
bei Anlagengeschwindigkeiten<br />
<strong>von</strong> über 100 m/min nur mit<br />
Automatikdüsen im Regelverbund<br />
mit einer ausgereiften,<br />
schnellen <strong>Folien</strong>dickenmessung<br />
vernünftig und mit nachweisbarer<br />
Qualität gefahren<br />
werden. Die ermittelten Ist-<br />
Werte werden an die Steuerung<br />
weitergeleitet und hier mit den<br />
Soll-Werten verglichen. Treten<br />
zu große Abweichungen auf,<br />
wird der Lippenbereich der<br />
Düse angesteuert und gezielt<br />
verändert. Die somit erreichbaren<br />
<strong>Folien</strong>toleranzen liegen<br />
für <strong>Folien</strong>dicken <strong>von</strong> ca.<br />
100 µm bei +/–5 %.<br />
Am Ende der Linie befindet<br />
sich der Wickler.Aufgrund der<br />
hohen Liniengeschwindigkeiten<br />
kommen hier ausschließlich<br />
voll automatisierte<br />
Systeme in Frage. Sie erlauben<br />
zum einen eine exakte Steuerung<br />
der Bahnspannung, zum<br />
anderen gestaltet sich der<br />
Wickelwechsel auch bei höchsten<br />
Liniengeschwindigkeiten<br />
problemlos und sicher.<br />
Eine entscheidende Komponente<br />
der Anlage ist die<br />
Steuerung (Bild 5). Sie hat eine<br />
wesentliche Bedeutung für<br />
die Effizienz der Anlage. Alle<br />
Anlagenkomponenten müssen<br />
<strong>von</strong> hier aus gesteuert werden<br />
können, so dass sich der Bediener<br />
schnell einen Überblick<br />
über den laufenden Prozess<br />
machen und, falls notwendig,<br />
eingreifen kann. Trendgrafiken,<br />
die langfristige Veränderungen<br />
aufzeigen, stellen in<br />
diesem Zusammenhang ein<br />
wichtiges Hilfsmittel dar. Die<br />
Oberfläche ist klar zu strukturieren.<br />
Grobe Eingabefehler<br />
sind durch entsprechende Algorithmen<br />
und Sicherheitsabfragen<br />
zu vermeiden.<br />
Weiterhin ist die permanente<br />
Aufzeichnung aller wesentlichen<br />
Prozessparameter ebenfalls<br />
unumgänglich, da der<br />
Seminarhinweis<br />
Anlagenbetreiber in der Regel<br />
die Qualität für den gesamten<br />
Herstellprozess nachweisen<br />
muss.<br />
172 © Carl Hanser Verlag, München Kunststoffe 10/2003<br />
Fazit<br />
Zusammenfassend kann festgehalten<br />
werden, dass es mit<br />
dieser Anlage erstmalig gelungen<br />
ist, <strong>Folien</strong> herzustellen, für<br />
die bisher ausschließlich der<br />
Kalandrierprozess in Frage gekommen<br />
ist. Die Vorteile, die<br />
sich durch diese neue Technik<br />
eröffnen, sind vielfältig. Hervorzuheben<br />
sind die deutlich<br />
geringeren Investitionskosten<br />
(ca. 40 bis 50 % einer Kalanderanlage),<br />
die insgesamt<br />
niedrigeren Produktionskosten<br />
(sowohl Betriebs- als auch<br />
Personalkosten) sowie die<br />
höhere Flexibilität bei den verarbeitbaren<br />
Materialien. Darüber<br />
hinaus zeigte sich eine<br />
deutliche Verringerung der<br />
Nachfolgeproduktionskosten.<br />
Die auf dieser Anlage produzierten<br />
<strong>Folien</strong> konnten in kürzerer<br />
Zeit verschweißt werden<br />
und wiesen dennoch eine bis<br />
zu 40 % höhere Schweißnahtfestigkeit<br />
auf. ■<br />
LITERATUR<br />
1 Bergbohm, I. Beitrag zu einer komplexen<br />
Kalanderregelung. Diplomarbeit<br />
Universität Paderborn 1998.<br />
DIE AUTOREN<br />
DR.-ING. FRANZ GRAJEWSKI, geb.<br />
1956, ist Technischer Leiter im Bereich<br />
Extrusion bei <strong>Krauss</strong>-<strong>Maffei</strong>, München.<br />
DR.-ING. HENNING STIEGLITZ, geb.<br />
1971, ist Abteilungsleiter Mechanische<br />
Konstruktion im Bereich Extrusion bei<br />
<strong>Krauss</strong>-<strong>Maffei</strong>, München.<br />
Grundlagen und Praxis der Extrusion – Extruder und<br />
Extrusionswerkzeuge als Basis für hochwertige Produkte<br />
Neben den notwendigen Grundlagen sollen die Praxis und die<br />
täglichen Probleme in der Extrusion einen breiten Raum einnehmen.<br />
Leitung: Dr. Ulrich Berghaus<br />
17. und 18. November 2003 in Mannheim<br />
www.kunststoffe.de/seminare