

NC-Servopressen Handbuch
NC-Fügemodule zur Automatisierung: Preiswert fertigen - Intelligend montieren Aus schlechteren Einzelteilen werden mehr Gutteile montiert - die Servopressen überwachen und korrigieren Teile-Abmessungen und Kraftunterschiede. Handarbeitsplätze mit Servopresse: Schlüsselfertig für kleinere bis mittlere Stückzahlen AXnum bitete die Servopressen als Tischmodelle oder als komplette Workstations an. Die integrierte Qualitätskontrolle zeigt unmittelbar nach dem Pressvorgang das Resultat an.
NC-Fügemodule zur Automatisierung: Preiswert fertigen - Intelligend montieren
Aus schlechteren Einzelteilen werden mehr Gutteile montiert - die Servopressen überwachen und korrigieren Teile-Abmessungen und Kraftunterschiede.
Handarbeitsplätze mit Servopresse: Schlüsselfertig für kleinere bis mittlere Stückzahlen
AXnum bitete die Servopressen als Tischmodelle oder als komplette Workstations an. Die integrierte Qualitätskontrolle zeigt unmittelbar nach dem Pressvorgang das Resultat an.

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
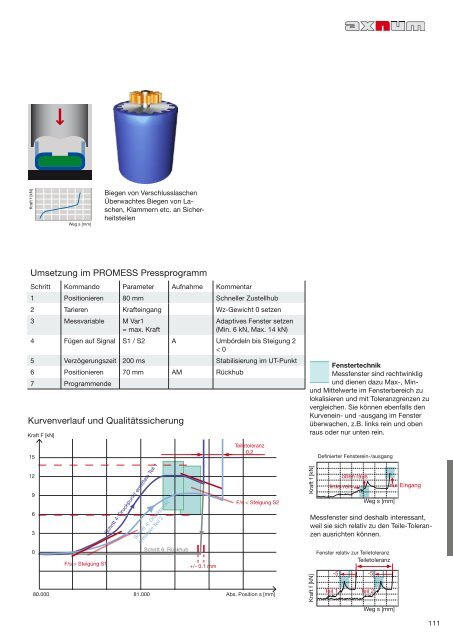
Kraft f [kN]<br />
Weg s [mm]<br />
Biegen von Verschlusslaschen<br />
Überwachtes Biegen von Laschen,<br />
Klammern etc. an Sicherheitsteilen<br />
Umsetzung im PROMESS Pressprogramm<br />
Schritt Kommando Parameter Aufnahme Kommentar<br />
1 Positionieren 80 mm Schneller Zustellhub<br />
2 Tarieren Krafteingang Wz-Gewicht 0 setzen<br />
3 Messvariable M Var1<br />
= max. Kraft<br />
Kurvenverlauf und Qualitätssicherung<br />
Kraft F [kN]<br />
15<br />
12<br />
9<br />
6<br />
3<br />
0<br />
F/s > Steigung S1<br />
Schritt 4: Druckpunkt ermitteln Teil 1<br />
80.000 81.000<br />
Schritt 4: Druckpunkt<br />
ermitteln Teil 2<br />
Schritt 6: Rückhub<br />
+/- 0.1 mm<br />
Adaptives Fenster setzen<br />
(Min. 6 kN, Max. 14 kN)<br />
4 Fügen auf Signal S1 / S2 A Umbördeln bis Steigung 2<br />
< 0<br />
5 Verzögerungszeit 200 ms Stabilisierung im UT-Punkt<br />
6 Positionieren 70 mm AM Rückhub<br />
7 Programmende<br />
Teiletoleranz<br />
0.2<br />
F/s < Steigung S2<br />
Abs. Position s [mm]<br />
Fenstertechnik<br />
Messfenster sind rechtwinklig<br />
und dienen dazu Max-, Minund<br />
Mittelwerte im Fensterbereich zu<br />
lokalisieren und mit Toleranzgrenzen zu<br />
vergleichen. Sie können ebenfalls den<br />
Kurvenein- und -ausgang im Fenster<br />
überwachen, z.B. links rein und oben<br />
raus oder nur unten rein.<br />
Kraft f [kN]<br />
Kraft f [kN]<br />
Definierter Fensterein-/ausgang<br />
oben raus<br />
links rein<br />
Fenster relativ zur Teiletoleranz<br />
Teiletoleranz<br />
-5 -5<br />
Teil 1 Teil 2<br />
Weg s [mm]<br />
nur Eingang<br />
Messfenster sind deshalb interessant,<br />
weil sie sich relativ zu den Teile-Toleranzen<br />
ausrichten können.<br />
Weg s [mm]<br />
111
