

NC-Servopressen Handbuch
NC-Fügemodule zur Automatisierung: Preiswert fertigen - Intelligend montieren Aus schlechteren Einzelteilen werden mehr Gutteile montiert - die Servopressen überwachen und korrigieren Teile-Abmessungen und Kraftunterschiede. Handarbeitsplätze mit Servopresse: Schlüsselfertig für kleinere bis mittlere Stückzahlen AXnum bitete die Servopressen als Tischmodelle oder als komplette Workstations an. Die integrierte Qualitätskontrolle zeigt unmittelbar nach dem Pressvorgang das Resultat an.
NC-Fügemodule zur Automatisierung: Preiswert fertigen - Intelligend montieren
Aus schlechteren Einzelteilen werden mehr Gutteile montiert - die Servopressen überwachen und korrigieren Teile-Abmessungen und Kraftunterschiede.
Handarbeitsplätze mit Servopresse: Schlüsselfertig für kleinere bis mittlere Stückzahlen
AXnum bitete die Servopressen als Tischmodelle oder als komplette Workstations an. Die integrierte Qualitätskontrolle zeigt unmittelbar nach dem Pressvorgang das Resultat an.

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Kraft f [kN]<br />
Weg s [mm]<br />
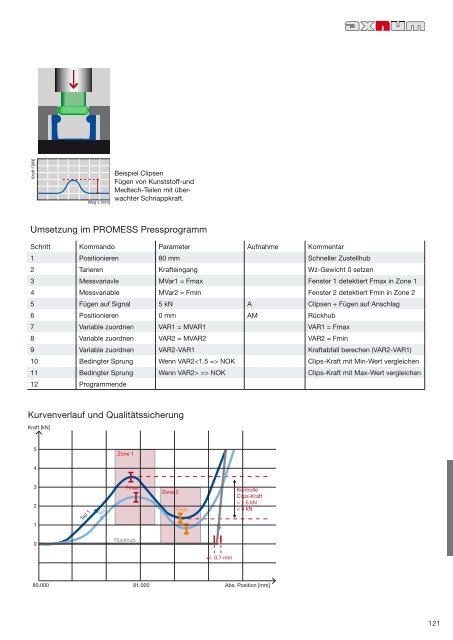
Beispiel Clipsen<br />
Fügen von Kunststoff-und<br />
Medtech-Teilen mit überwachter<br />
Schnappkraft.<br />
Umsetzung im PROMESS Pressprogramm<br />
Schritt Kommando Parameter Aufnahme Kommentar<br />
1 Positionieren 80 mm Schneller Zustellhub<br />
2 Tarieren Krafteingang Wz-Gewicht 0 setzen<br />
3 Messvariavle MVar1 = Fmax Fenster 1 detektiert Fmax in Zone 1<br />
4 Messvariable MVar2 = Fmin Fenster 2 detektiert Fmin in Zone 2<br />
5 Fügen auf Signal 5 kN A Clipsen + Fügen auf Anschlag<br />
6 Positionieren 0 mm AM Rückhub<br />
7 Variable zuordnen VAR1 = MVAR1 VAR1 = Fmax<br />
8 Variable zuordnen VAR2 = MVAR2 VAR2 = Fmin<br />
9 Variable zuordnen VAR2-VAR1 Kraftabfall berechen (VAR2-VAR1)<br />
10 Bedingter Sprung Wenn VAR2 NOK Clips-Kraft mit Min-Wert vergleichen<br />
11 Bedingter Sprung Wenn VAR2> => NOK Clips-Kraft mit Max-Wert vergleichen<br />
12 Programmende<br />
Kurvenverlauf und Qualitätssicherung<br />
Kraft [kN]<br />
5<br />
Zone 1<br />
4<br />
3<br />
2<br />
1<br />
Teil 1<br />
Teil 2<br />
Fmax<br />
Zone 2<br />
Fmin<br />
Kontrolle<br />
Clips-Kraft<br />
> 1.5 kN<br />
< 4 kN<br />
0<br />
Rückhub<br />
+/- 0.7 mm<br />
80.000 81.000<br />
Abs. Position [mm]<br />
121
