

NC-Servopressen Handbuch
NC-Fügemodule zur Automatisierung: Preiswert fertigen - Intelligend montieren Aus schlechteren Einzelteilen werden mehr Gutteile montiert - die Servopressen überwachen und korrigieren Teile-Abmessungen und Kraftunterschiede. Handarbeitsplätze mit Servopresse: Schlüsselfertig für kleinere bis mittlere Stückzahlen AXnum bitete die Servopressen als Tischmodelle oder als komplette Workstations an. Die integrierte Qualitätskontrolle zeigt unmittelbar nach dem Pressvorgang das Resultat an.
NC-Fügemodule zur Automatisierung: Preiswert fertigen - Intelligend montieren
Aus schlechteren Einzelteilen werden mehr Gutteile montiert - die Servopressen überwachen und korrigieren Teile-Abmessungen und Kraftunterschiede.
Handarbeitsplätze mit Servopresse: Schlüsselfertig für kleinere bis mittlere Stückzahlen
AXnum bitete die Servopressen als Tischmodelle oder als komplette Workstations an. Die integrierte Qualitätskontrolle zeigt unmittelbar nach dem Pressvorgang das Resultat an.

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Softwarepaket Compact Standard<br />
HAUPT<br />
[F1]<br />
Datei Bearbeiten Anzeige Grafik Kommando Service Plugins Fenster Hilfe Admin<br />
In Out<br />
Feder Kraft Position<br />
SYSTEM<br />
0,01 kN/mm 0,000 kN 0,002 mm<br />
[F5]<br />
Einpressen Medical. prg<br />
Teile Id:<br />
Schrift Funktionieren Parameter<br />
1.Messwert<br />
MANUAL<br />
X: 114,112 Y1: -0,012<br />
UL 0,047 [kN]<br />
1 Positonieren 118,500 [mm]<br />
2 Tarieren Kraft<br />
Presser suivant un signal *1<br />
Y 0,041 [kN]<br />
0,07<br />
LL 0,015 [kN]<br />
3 Messwert 1 = [Kraft] Maximal Wert<br />
X 127,054 [mm]<br />
Untere Grenze Fenstertechnik<br />
4 Messwert 2 = [Kraft] Einzelwert 0,06<br />
2.Messwert<br />
Obere Überlastrenze<br />
5 AM* Fügen auf Signal Kraft > = 0,050 [kN]<br />
UL 0,030 [kN]<br />
Obere Grenze<br />
Kurvenmesswert 4 = [Kraft] Fenster (Endv 0,05<br />
Y 0,021 [kN]<br />
ALARME<br />
Kraft<br />
LL 0,000 [kN]<br />
6 Verzögerung 0,100s<br />
1.Messwert<br />
0,04<br />
X 130,017 [mm]<br />
7 Var. zuordnen Variable 1 = Messwert<br />
2.Messwert<br />
3.Messwert<br />
8 Var. zuordnen Variable 2 = Messwert 0,03 4.Kurvenmesswert<br />
UL<br />
9 Var. zuordnen Variable 3 = Variable 3<br />
Y<br />
10 Var. zuordnen Variable 3 = Variable 3 0,02<br />
LL<br />
11 Positionieren 0,000 [mm]<br />
0,01<br />
1 2<br />
Stückzähler 12 Programmende<br />
0,041 0,021<br />
0<br />
3 4<br />
0,020 0,000<br />
23<br />
-0,01<br />
Hüllkurventechnik<br />
5 6<br />
0,000 0,000<br />
14<br />
116 118 120 122 124 126 128 130 132<br />
7 8<br />
Position [mm] Abs.<br />
0,000 0,000<br />
9<br />
Min. X: 118,50 [mm] Min. Signal: 0,000 [k˙N] Anzahl Pu 9 10<br />
Max. X: 130,978 [mm] Max,. Signal: 0,051 [kN] Startzeit: 0,000 0,000<br />
Reset<br />
Status Schritt 5:<br />
Startposition: 118,500 [mm] Schrittda 11 12<br />
Kein Fehler<br />
0,000 0,000<br />
13 14<br />
0,000 0,000<br />
Programm Länge: 94/300 Longs<br />
Gesamt 5. Fügen auf Signal*<br />
192.168.0.237* Schritt: 1 Not Stop V5.03.04 © Promess Montage GmbH<br />
Force [kN]<br />
Presse bereit<br />
Tür Schlecht Start RFF<br />
Operateur<br />
Bediener Ebene: Opérateur<br />
Verlass.<br />
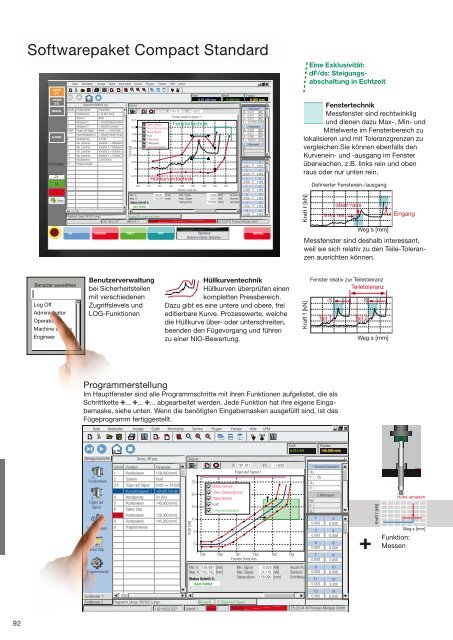
Eine Exklusivität:<br />
dF/ds: Steigungsabschaltung<br />
in Echtzeit<br />
Fenstertechnik<br />
Messfenster sind rechtwinklig<br />
und dienen dazu Max-, Min- und<br />
Mittelwerte im Fensterbereich zu<br />
lokalisieren und mit Toleranzgrenzen zu<br />
vergleichen.Sie können ebenfalls den<br />
Kurvenein- und -ausgang im Fenster<br />
überwachen, z.B. links rein und oben<br />
raus oder nur unten rein.<br />
Kraft f [kN]<br />
Definierter Fensterein-/ausgang<br />
oben raus<br />
links rein<br />
nur Eingang<br />
Weg s [mm]<br />
Messfenster sind deshalb interessant,<br />
weil sie sich relativ zu den Teile-Toleranzen<br />
ausrichten können.<br />
Benutzer auswählen<br />
Log Off<br />
Administrator<br />
Operator<br />
Machine setters<br />
Engineer<br />
Benutzerverwaltung<br />
bei Sicherheitsteilen<br />
mit verschiedenen<br />
Zugriffslevels und<br />
LOG-Funktionen<br />
Hüllkurventechnik<br />
Hüllkurven überprüfen einen<br />
kompletten Pressbereich.<br />
Dazu gibt es eine untere und obere, frei<br />
editierbare Kurve. Prozesswerte, welche<br />
die Hüllkurve über- oder unterschreiten,<br />
beenden den Fügevorgang und führen<br />
zu einer NIO-Bewertung.<br />
Kraft f [kN]<br />
Fenster relativ zur Teiletoleranz<br />
Teiletoleranz<br />
-5 -5<br />
Teil 1 Teil 2<br />
Weg s [mm]<br />
Programmerstellung<br />
Im Hauptfenster sind alle Programmschritte mit ihren Funktionen aufgelistet, die als<br />
Schrittkette ... ... ... abgearbeitet werden. Jede Funktion hat ihre eigene Eingabemaske,<br />
siehe unten. Wenn die benötigten Eingabemasken ausgefüllt sind, ist das<br />
Fügeprogramm fertiggestellt.<br />
Datei Bearbeiten Anzeige Grafik Kommando Service Plugins Fenster Hilfe UFM<br />
In Out<br />
Bewegunsschritte<br />
Positionieren<br />
Fügen auf<br />
Signal<br />
Regelbaustein<br />
Zyklus Stop<br />
Programmende<br />
Funktionen 1<br />
Funktionen 2<br />
Demo_VR.prg<br />
Schritt Funktion Parameter<br />
1 Positionieren 159.000 [mm]<br />
2 Tarieren Kraft<br />
3 A Fügen auf Signal Kraft >= 24.000<br />
Kurvenmesswert 1 =[Kraft] Fenster<br />
4 Verzögerung 0.100 s<br />
5 Positionieren 145.000 [mm]<br />
6 Zyklus Stop<br />
7 AM Positionieren 159.000 [mm]<br />
8 Positionieren 145.000 [mm]<br />
9 Programmende<br />
Teile Id:<br />
Kraft [kN]<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Untere Grenze<br />
Obere Überlastgrenze<br />
Obere Grenze<br />
Kraft<br />
1.Kurvenmesswert<br />
X: 161.911 Y1: -7.609<br />
Fügen auf Signal 1<br />
159 160 161 162 163 164<br />
Position [mm] Abs.<br />
Min. X: 158.997 [mm] Min. Signal: -0.035 [kN] Anzahl Pu<br />
Max. X: 163.785 [mm] Max. Signal: 24.116 [kN] Startzeit:<br />
Status Schritt 3:<br />
Startposition: 158.996 [mm] Schrittdau<br />
Kein Fehler<br />
Kraft<br />
Position<br />
0.014 kN 145.000 mm<br />
1.Kurvenmesswert<br />
UL<br />
Y Ok<br />
LL<br />
X<br />
2.Messwert<br />
UL<br />
Y<br />
LL<br />
1<br />
0.000<br />
3<br />
0.000<br />
5<br />
0.000<br />
7<br />
0.000<br />
9<br />
0.000<br />
11<br />
0.000<br />
13<br />
0.000<br />
2<br />
0.000<br />
4<br />
0.000<br />
6<br />
0.000<br />
8<br />
0.000<br />
10<br />
0.000<br />
12<br />
0.000<br />
14<br />
0.000<br />
Programm Länge: 59/300 Longs<br />
Gesamt 3. Fügen auf Signal<br />
192.168.0.237 Schritt: 1 Kurve 7 Not Stop V5.03.04 © Promess Montage GmbH<br />
Kraft f [kN]<br />
Höhe antasten<br />
Weg s [mm]<br />
Funktion:<br />
Messen<br />
92
