

Anwendungstechnische Hinweise - Erl GmbH SCHWEISSEN+ ...
Anwendungstechnische Hinweise - Erl GmbH SCHWEISSEN+ ...
Anwendungstechnische Hinweise - Erl GmbH SCHWEISSEN+ ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Schutzgasschweißen von Aluminium<br />
A.10<br />
<strong>Anwendungstechnische</strong> <strong>Hinweise</strong><br />
Schwarzer Niederschlag auf und neben der Naht<br />
Bei vielen Anwendungen (Paletten für die chemische und Nahrungsmittelindustrie, Leitern, Gerüste) stört der schwarze Niederschlag. Dieser ist<br />
zwar relativ einfach durch Bürsten zu entfernen, erfolgt jedoch zusätzliche Arbeitsgänge die an schlecht zugänglichen Stellen oft nur manuell<br />
durchzuführen sind.<br />
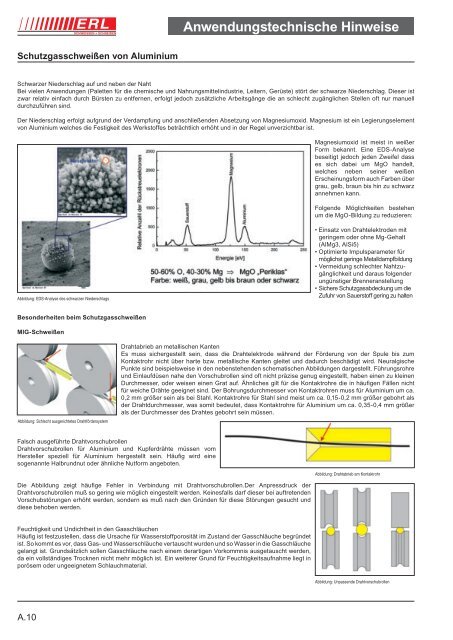
Der Niederschlag erfolgt aufgrund der Verdampfung und anschließenden Absetzung von Magnesiumoxid. Magnesium ist ein Legierungselement<br />
von Aluminium welches die Festigkeit des Werkstoffes beträchtlich erhöht und in der Regel unverzichtbar ist.<br />
Abbildung: EDS-Analyse des schwarzen Niederschlags<br />
Besonderheiten beim Schutzgasschweißen<br />
MIG-Schweißen<br />
Abbildung: Schlecht ausgerichtetes Drahtfördersystem<br />
Falsch ausgeführte Drahtvorschubrollen<br />
Drahtvorschubrollen für Aluminium und Kupferdrähte müssen vom<br />
Hersteller speziell für Aluminium hergestellt sein. Häufi g wird eine<br />
sogenannte Halbrundnut oder ähnliche Nutform angeboten.<br />
Magnesiumoxid ist meist in weißer<br />
Form bekannt. Eine EDS-Analyse<br />
beseitigt jedoch jeden Zweifel dass<br />
es sich dabei um MgO handelt,<br />
welches neben seiner weißen<br />
Erscheinungsform auch Farben über<br />
grau, gelb, braun bis hin zu schwarz<br />
annehmen kann.<br />
Folgende Möglichkeiten bestehen<br />
um die MgO-Bildung zu reduzieren:<br />
• Einsatz von Drahtelektroden mit<br />
geringem oder ohne Mg-Gehalt<br />
(AlMg3, AlSi5)<br />
• Optimierte Impulsparameter für<br />
möglichst geringe Metalldampfbildung<br />
• Vermeidung schlechter Nahtzugänglichkeit<br />
und daraus folgender<br />
ungünstiger Brenneranstellung<br />
• Sichere Schutzgasabdeckung um die<br />
Zufuhr von Sauerstoff gering zu halten<br />
Drahtabrieb an metallischen Kanten<br />
Es muss sichergestellt sein, dass die Drahtelektrode während der Förderung von der Spule bis zum<br />
Kontaktrohr nicht über harte bzw. metallische Kanten gleitet und dadurch beschädigt wird. Neuralgische<br />
Punkte sind beispielsweise in den nebenstehenden schematischen Abbildungen dargestellt. Führungsrohre<br />
und Einlaufdüsen nahe den Vorschubrollen sind oft nicht präzise genug eingestellt, haben einen zu kleinen<br />
Durchmesser, oder weisen einen Grat auf. Ähnliches gilt für die Kontaktrohre die in häufi gen Fällen nicht<br />
für weiche Drähte geeignet sind. Der Bohrungsdurchmesser von Kontaktrohren muss für Aluminium um ca.<br />
0,2 mm größer sein als bei Stahl. Kontaktrohre für Stahl sind meist um ca. 0,15-0,2 mm größer gebohrt als<br />
der Drahtdurchmesser, was somit bedeutet, dass Kontaktrohre für Aluminium um ca. 0,35-0,4 mm größer<br />
als der Durchmesser des Drahtes gebohrt sein müssen.<br />
Die Abbildung zeigt häufi ge Fehler in Verbindung mit Drahtvorschubrollen.Der Anpressdruck der<br />
Drahtvorschubrollen muß so gering wie möglich eingestellt werden. Keinesfalls darf dieser bei auftretenden<br />
Vorschubstörungen erhöht werden, sondern es muß nach den Gründen für diese Störungen gesucht und<br />
diese behoben werden.<br />
Feuchtigkeit und Undichtheit in den Gasschläuchen<br />
Häufi g ist festzustellen, dass die Ursache für Wasserstoffporosität im Zustand der Gasschläuche begründet<br />
ist. So kommt es vor, dass Gas- und Wasserschläuche vertauscht wurden und so Wasser in die Gasschläuche<br />
gelangt ist. Grundsätzlich sollen Gasschläuche nach einem derartigen Vorkommnis ausgetauscht werden,<br />
da ein vollständiges Trocknen nicht mehr möglich ist. Ein weiterer Grund für Feuchtigkeitsaufnahme liegt in<br />
porösem oder ungeeignetem Schlauchmaterial.<br />
Abbildung: Drahtabrieb am Kontaktrohr<br />
Abbildung: Unpassende Drahtvorschubrollen

