

Anwendungstechnische Hinweise - Erl GmbH SCHWEISSEN+ ...
Anwendungstechnische Hinweise - Erl GmbH SCHWEISSEN+ ...
Anwendungstechnische Hinweise - Erl GmbH SCHWEISSEN+ ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
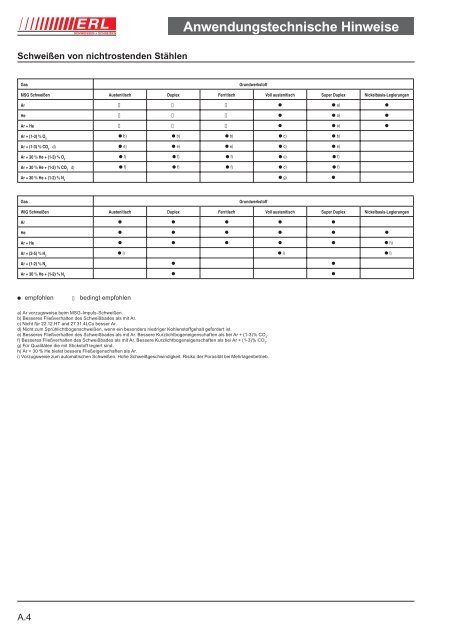
Schweißen von nichtrostenden Stählen<br />
Gas Grundwerkstoff<br />
A.4<br />
<strong>Anwendungstechnische</strong> <strong>Hinweise</strong><br />
MSG Schweißen Austenitisch Duplex Ferritisch Voll austenitisch Super Duplex Nickelbasis-Legierungen<br />
Ar ● ● a) ●<br />
He ● ● a) ●<br />
Ar + He ● ● a) ●<br />
Ar + (1-3) % O2 ● b) ● b) ● b) ● c) ● b)<br />
Ar + (1-3) % CO d) 2<br />
● e) ● e) ● e) ● c) ● e)<br />
Ar + 30 % He + (1-3) % O2 ● f) ● f) ● f) ● c) ● f)<br />
Ar + 30 % He + (1-3) % CO d) 2<br />
● f) ● f) ● f) ● c) ● f)<br />
Ar + 30 % He + (1-2) % N2 ● g) ●<br />
Gas Grundwerkstoff<br />
WIG Schweißen Austenitisch Duplex Ferritisch Voll austenitisch Super Duplex Nickelbasis-Legierungen<br />
Ar ● ● ● ● ●<br />
He ● ● ● ● ● ●<br />
Ar + He ● ● ● ● ● ● h)<br />
Ar + (2-5) % H2 ● i) ● i) ● i)<br />
Ar + (1-2) % N2 ● ●<br />
Ar + 30 % He + (1-2) % N2 ● ●<br />
● empfohlen bedingt empfohlen<br />
a) Ar vorzugsweise beim MSG-Impuls-Schweißen.<br />
b) Besseres Fließverhalten des Schweißbades als mit Ar.<br />
c) Nicht für 22.12.HT and 27.31.4LCu besser Ar.<br />
d) Nicht zum Sprühlichtbogenschweißen, wenn ein besonders niedriger Kohlenstoffgehalt gefordert ist.<br />
e) Besseres Fließverhalten des Schweißbades als mit Ar. Bessere Kurzlichtbogeneigenschaften als bei Ar + (1-3)% CO 2 .<br />
f) Besseres Fließverhalten des Schweißbades als mit Ar. Bessere Kurzlichtbogeneigenschaften als bei Ar + (1-3)% CO 2 .<br />
g) Für Qualitäten die mit Stickstoff legiert sind.<br />
h) Ar + 30 % He bietet bessere Fließeigenschaften als Ar.<br />
i) Vorzugsweise zum automatischen Schweißen. Hohe Schweißgeschwindigkeit. Risiko der Porosität bei Mehrlagenbetrieb.

