DGE-Adsorber für den Umweltschutz - DGE GmbH
DGE-Adsorber für den Umweltschutz - DGE GmbH
DGE-Adsorber für den Umweltschutz - DGE GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Rohgas<br />
Rohgas<br />
Adsorption<br />
Rohgas<br />
Reingas<br />
· <strong>Umweltschutz</strong><br />
· Verfahrenstechnik<br />
· Anlagenbau<br />
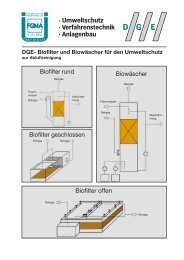
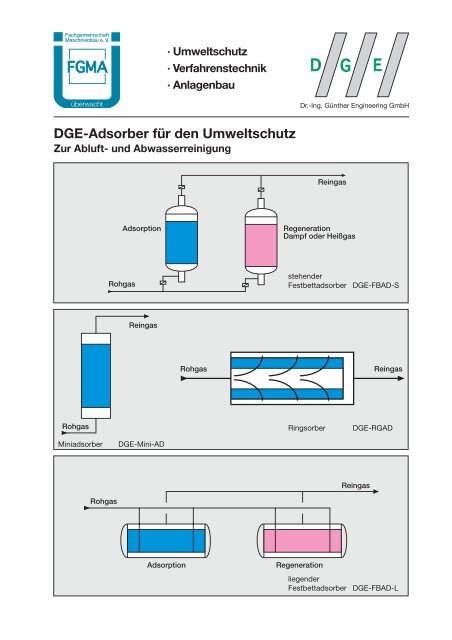
<strong>DGE</strong>-<strong>Adsorber</strong> <strong>für</strong> <strong>den</strong> <strong>Umweltschutz</strong><br />
Zur Abluft- und Abwasserreinigung<br />
Miniadsorber <strong>DGE</strong>-Mini-AD<br />
Reingas<br />
Regeneration<br />
Dampf oder Heißgas<br />
Rohgas Reingas<br />
Adsorption Regeneration<br />
Dr.-Ing. Günther Engineering <strong>GmbH</strong><br />
stehender<br />
Festbettadsorber <strong>DGE</strong>-FBAD-S<br />
Ringsorber <strong>DGE</strong>-RGAD<br />
Reingas<br />
liegender<br />
Festbettadsorber <strong>DGE</strong>-FBAD-L
<strong>DGE</strong>-<strong>Adsorber</strong>auswahl – Einsatzgebiete – Leistungsgrenzen<br />
<strong>für</strong> die Abgas- und Abluftreinigung<br />
Volumenstrom m 3 /h<br />
<strong>DGE</strong>-<strong>Adsorber</strong>belastungsdiagramm<br />
Jeder <strong>Adsorber</strong>typ ist aufgrund seiner Apparategeometrie und Funktionsweise<br />
<strong>für</strong> einen begrenzten Leistungsbereich einsetzbar. Eine überschlägige Abschätzung<br />
des <strong>Adsorber</strong>durchmessers kann <strong>für</strong> eine gegebene Abluftmenge mit oben<br />
stehender Abbildung vorgenommen wer<strong>den</strong>. Der angegebene Einsatzbereich<br />
berücksichtigt ein gasseitiges Belastungsverhältnis von etwa 1:3, in dessen<br />
Grenzen ein sicherer Betrieb problemlos möglich ist. Für die exakte Festlegung<br />
des optimalen Arbeitsbereiches müssen weiter die Schadgas-beladung,<br />
der Regenerationsmechanismus und der Regenerationszyklus berücksichtigt<br />
wer<strong>den</strong>.<br />
Bei besonders hohen Anforderungen an die Reinigungsleistung, wie bei kanzerogenen<br />
Stoffen und Stoffen der Klasse I nach TA-Luft ist oft eine Regeneration<br />
mit Trocknungsluftrückführung notwendig. Die Trocknungsluftrückführung muß<br />
bei der Dimensionierung der <strong>Adsorber</strong> mit berücksichtigt wer<strong>den</strong> und erfordert<br />
zusätzlich <strong>für</strong> die Regenerationsschritte eine sichere Auslegung mit Reserven.<br />
Die Anlagendimensionierung und Verfahrensauswahl erfordert aufgrund der komplizierten<br />
unterschiedlichen Prozesse immer eine technische Detailbetrachtung.<br />
Druckverlust Pa/m<br />
<strong>Adsorber</strong>druckverluste<br />
<strong>Adsorber</strong>durchmesser mm<br />
Druckverlust von Adsorbentien<br />
8000<br />
7000<br />
6000<br />
Aktivkohle 2 mm<br />
5000<br />
3 mm<br />
4000<br />
3000<br />
2000<br />
4 mm<br />
1000<br />
0<br />
DAY 3–4 mm<br />
0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5<br />
freie Gasgeschwindigkeit m/s<br />
Das <strong>DGE</strong>-<strong>Adsorber</strong>programm besteht<br />
aus verschie<strong>den</strong>en <strong>Adsorber</strong>typen.<br />
Nach Einsatzfall wer<strong>den</strong> einzelne<br />
<strong>Adsorber</strong>typen als Ein- oder Mehrbettanlagen<br />
oder in Kombination mit<br />
verschie<strong>den</strong>en <strong>Adsorber</strong>typen ausgeführt.<br />
Für die Einsatzgebiete in der Abgasreinigung<br />
und Abwasserreinigung<br />
wer<strong>den</strong> Standardanlagen und spezielle<br />
Systemlösungen angeboten. Für komplizierte<br />
Problemstellungen stehen<br />
<strong>DGE</strong>-Versuchsanlagen zur Pilotierung<br />
zur Verfügung.<br />
Als Adsorbentien wer<strong>den</strong> je nach Aufgabenstellung<br />
unterschiedliche Aktivkohlen,<br />
Molekularsiebe oder Zeolithe<br />
eingesetzt.<br />
Die wichtigsten klassischen Einsatzgebiete<br />
<strong>für</strong> <strong>DGE</strong>-<strong>Adsorber</strong> sind:<br />
Abgasreinigung<br />
• Entfernen von organischen Substanzen<br />
und Lösungsmittelrückgewinnung<br />
mit kontinuierlicher Regeneration<br />
über Dampf oder Heißgas<br />
• Entfernen von anorganischen und organischen<br />
Substanzen mittels Austauschfilter<br />
Wasserreinigung<br />
• Entfernen von organischen Substanzen<br />
und Lösungsmitteln mit kontinuierlicher<br />
Regeneration über Dampf<br />
• Entfernen von anorganischen und organischen<br />
Substanzen mittels Austauschfilter<br />
Gastrocknung<br />
• Entfernen von Wasser aus Gasen<br />
• Trocknen von Druckluft<br />
Das <strong>DGE</strong>-<strong>Adsorber</strong>programm umfaßt<br />
ein komplettes Lieferprogramm inclusive<br />
aller Dienstleistungen, wie Behör<strong>den</strong>engineering,<br />
<strong>für</strong> turn key Anlagen. Montage<br />
und Service wer<strong>den</strong> von eigenem<br />
Personal durchgeführt.<br />
<strong>DGE</strong>-<strong>Adsorber</strong> bestehen aus Stahl,<br />
Edelstahl, hochlegierten Edelstählen,<br />
Kunststoff oder sind mit keramischen<br />
Materialien ausgekleidet. Als Bauform<br />
wird die stehende oder liegende zylindrische<br />
Ausführung bevorzugt, wobei <strong>für</strong><br />
spezielle Einsatzfälle eckige Sonderbauarten<br />
realisiert wer<strong>den</strong>.<br />
Für die exakte Festlegung des hydraulischen Arbeitsbereiches sind neben <strong>den</strong> gasseitigen Druckverlusten <strong>für</strong> die Beladeluft<br />
auch die gasseitigen Druckverluste <strong>für</strong> Trocknungs- und Kühlluft sowie <strong>den</strong> Regenerationsstrom bei der Heißgasregeneration<br />
als wichtige Prozeßgröße <strong>für</strong> die Auslegung der einzelnen Verfahrensschritte zu berücksichtigen. Je nach<br />
eingesetzten Adsorbens lassen sich die zu erwarten<strong>den</strong> Druckverluste <strong>für</strong> die einzelnen Gasströme vorausberechnen. Mit<br />
obiger Abbildung kann eine Abschätzung <strong>für</strong> unterschiedliche Adsorbentien vorgenommen wer<strong>den</strong>.
<strong>DGE</strong>-<strong>Adsorber</strong>auslegung <strong>für</strong> Adsorption und Regeneration<br />
<strong>für</strong> die Abgas- und Abluftreinigung<br />
Die Beurteilung des Adsorptionsvermögens<br />
einer Komponente (Adsorptiv)<br />
an einem Adsorbens erfolgt über<br />
experimentell ermittelte Isothermen, mit<br />
<strong>den</strong>en konzentrationsabhängig die<br />
Gleichgewichtsbeladung <strong>für</strong> Einzelkomponenten<br />
charakterisiert wer<strong>den</strong>. Mit<br />
Hilfe des Isothermenmodells nach<br />
DUBININ<br />
-ln X = A + B (R T ln Y) 2<br />
kann aus <strong>den</strong> erhaltenen Meßwerten die<br />
Temperaturabhängigkeit gut beschrieben<br />
wer<strong>den</strong>.<br />
Bei vorgegebener <strong>Adsorber</strong>geometrie<br />
kann mit dem IAS-Modell die Durchbruchskurve<br />
<strong>für</strong> einen Prozeß berechnet<br />
wer<strong>den</strong>.<br />
Bei Mehrkomponentengemischen müssen<br />
die Wechselwirkungen der Komponenten<br />
untereinander berücksichtigt<br />
wer<strong>den</strong>. Dies führt zu korrigierten<br />
Gleichgewichtsbeladungen, mit <strong>den</strong>en<br />
die Vorausberechnung vorgenommen<br />
wer<strong>den</strong> kann. Für unterschiedliche<br />
Wanderungsgeschwindigkeiten der<br />
Konzentrationsfront im <strong>Adsorber</strong>bett hat<br />
<strong>DGE</strong> ein Schichtenmodell entwickelt,<br />
mit dem diese Prozesse gut abgeschätzt<br />
wer<strong>den</strong> können. Die so ermittelten<br />
Daten erlauben eine gesicherte<br />
Anlagenauslegung.<br />
Um die vorausberechneten Standzeiten<br />
des Adsorbens einzuhalten, muß bei<br />
kontinuierlich arbeiten<strong>den</strong> Adsorptionsanlagen<br />
der Regenerationsprozeß abgeschlossen<br />
sein.<br />
Störende Komponenten, wie saure oder<br />
alkalische Bestandteile, Stäube, polymerisierende<br />
Stoffe u.a. müssen vom<br />
Adsorbens ferngehalten wer<strong>den</strong>.<br />
Die Auswahl des Adsorbens wird oft<br />
durch die Randbedingungen bestimmt.<br />
Für Aktivkohlen liegen z.Z. allgemein die<br />
größten Erfahrungen vor. Gegenüber<br />
<strong>den</strong> Aktivkohlen haben Zeolithe eine<br />
geringere Aufnahmekapazität, sind jedoch<br />
nicht brennbar und reduzieren<br />
damit das Risikopotential bei leicht<br />
brennbaren Komponenten, wie Ketonen.<br />
Durch die geringere Wasseraufnahme<br />
von Zeolithen erfordert deren Einsatz<br />
keine Abluftaufbereitung durch<br />
Konditionierung.<br />
Auswahl des Regenerationsverfahrens<br />
Adsorbensbeladung %<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
Meßwerte bei T = 20 °C<br />
Ausgleichsrechnung<br />
Isotherme <strong>für</strong> Diethylether<br />
Adsorbens: Aktivkohle AS IV<br />
Berechnung <strong>für</strong> T = 40 °C<br />
nach Dubinin<br />
Berechnung <strong>für</strong> T = 120 °C<br />
nach Dubinin<br />
10<br />
0 100 200 300 400 500 600 700 800 900 1000<br />
Luftbeladung g/m 3<br />
Adsorptions- und Regenerationsbedingungen<br />
Adsorption<br />
Abluftgeschwindigkeit im <strong>Adsorber</strong> 0,1 – 0,4 m/s<br />
Schütthöhe 0,5 – 2,5 m<br />
Adsorptionszeit 2 – 24 h<br />
Regeneration<br />
Dampfregeneration<br />
Dampfwanderungsgeschwindigkeit 0,03 – 2,0 m/s<br />
Bedampfungszeit 0,5 – 3,0 h<br />
Trocknungszeit 0,5 – 4,0 h<br />
Kühlzeit 0,5 – 2,0 h<br />
Heißgasregeneration<br />
Regenerationsgeschwindigkeit<br />
im <strong>Adsorber</strong> 0,3 – 0,5 m/s<br />
Regenerationstemperatur 120 – 250 °C<br />
Desorptivkon<strong>den</strong>sation -20 – -40 °C<br />
Desorptionszeit 2,0 – 6,0 h<br />
Kühlzeit 0,5 – 2,0 h<br />
Die angegebenen Werte sind Durchschnittswerte. Eine exakte Berechnung erfolgt<br />
in Abhängigkeit von <strong>den</strong> Auslegungsdaten und <strong>den</strong> zur Verfügung stehen<strong>den</strong><br />
Betriebsmitteln. Zur sicheren Betriebsweise von Aktivkohleanlagen hat <strong>DGE</strong><br />
ein System der adaptiven Prozeßsteuerung entwickelt, mit der Regeneration<br />
und Adsorption ständig überwacht und optimiert wer<strong>den</strong>.<br />
Die Auswahl des Regenerationsverfahrens ist von folgen<strong>den</strong> Randbedingungen abhängig: Adsorptivzusammensetzung,<br />
Adsorptivkonzentration, Adsorptivrecycling, Desorbatentsorgung, Sicherheitsanforderungen, betriebliche Situation, geforderte<br />
Reingaswerte.<br />
Mit diesen Randbedingungen wird die zum Einsatz kommende effektivste Methode mit: Dampfregeneration, Heißgasregeneration<br />
oder Vakuumregeneration festgelegt.<br />
<strong>DGE</strong>-Adsorptionsanlagen arbeiten mit Dampfregeneration oder Heißgasregeneration.
<strong>DGE</strong>-Adsorptionsverfahren<br />
zur Lösungsmittelrückgewinnung und <strong>für</strong> die Abgas- und Abluftreinigung<br />
Dampf<br />
Reingas<br />
Wasser<br />
Rohgas<br />
Abwasser<br />
LSM/Wasser<br />
Wasser<br />
Temperatur in °C<br />
Reingas<br />
Wasser<br />
Rohgas<br />
Absorption<br />
UEG<br />
Abwasser<br />
LSM/Wasser<br />
Kühler 1 Erhitzer 1<br />
Wasser<br />
Adsorption<br />
NaOH<br />
Adsorptionsverfahren<br />
Kühler 2<br />
Erhitzer 2<br />
Regeneration<br />
CSB<br />
TIC QI<br />
Kühler 3<br />
C<br />
QIC<br />
Ventilator<br />
105<br />
95<br />
85<br />
75<br />
65<br />
55<br />
45<br />
35<br />
25<br />
0 60 120 180 240<br />
Zeit (min)<br />
M_Luft/M_Kohle = 4,3<br />
Absorption<br />
vorausberechnete Trocknungskurve<br />
Adsorption Regeneration<br />
NaOH<br />
Kühler 1<br />
Kühler 2<br />
Erhitzer 1<br />
Wiederanlagerung<br />
Sicherheitsschaltung<br />
Ventilator<br />
Die Auswahl des geeigneten Adsorptionsverfahrens und des richtigen<br />
Adsorptionsmittels ist von der vorhan<strong>den</strong>en Aufgabenstellung, <strong>den</strong> verfügbaren<br />
Betriebsmitteln, der stofflichen Verwertung und <strong>den</strong> Entsorgungsaufwendungen<br />
abhängig. Für die Realisierung der Anlagensteuerung wird das<br />
von <strong>DGE</strong> entwickelte Konzept der adaptiven Prozeßsteuerung eingesetzt.<br />
Bei der Behandlung von Vielstoffgemischen sind hier oft umfangreiche Untersuchungen<br />
notwendig. In diese Untersuchungen müssen auch Verfahrenskombinationen<br />
mit einbezogen wer<strong>den</strong>.<br />
Von <strong>DGE</strong> wer<strong>den</strong> <strong>für</strong> die Anwendung der Adsorptionstechnik die Verfahren<br />
BIOAD, BIOSORP sowie der Closed Emission Process (CEP) entwickelt<br />
und eingesetzt.<br />
Dampfregeneration<br />
Dampfregenerierte Verfahren eignen<br />
sich zur Lösungsmittelrückgewinnung<br />
und Abluftreinigung von Vielstoffgemischen.<br />
Mit dampfregenerierten<br />
Adsorptionsanlagen lassen sich sehr<br />
niedrige Reingaswerte im Bereich von<br />
1–10 ppm realisieren. Das anfallende<br />
Desorbat muß aufbereitet wer<strong>den</strong>. Für<br />
<strong>den</strong> biologischen Abbau oder die<br />
Kreislaufführung der wäßrigen Phase<br />
des Desorbates wur<strong>den</strong> von <strong>DGE</strong><br />
Kompaktanlagen entwickelt.<br />
Insbesondere <strong>für</strong> hohe Rohgasbeladungen<br />
und Ketone hat <strong>DGE</strong> ein adaptives<br />
Anlagensicherheitssystem entwikkelt,<br />
mit dem kritische Analgenzustände<br />
vermie<strong>den</strong> wer<strong>den</strong>.<br />
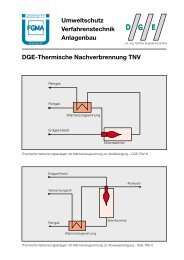
Der Regenerationsschritt eines <strong>Adsorber</strong>s<br />
entscheidet über die Effektivität der<br />
Prozeßführung. Nur ein vollständig von<br />
Schadstoffen befreiter, getrockneter und<br />
gekühlter <strong>Adsorber</strong> besitzt <strong>für</strong> <strong>den</strong> neuen<br />
Adsorptionszyklus die optimalen Bedingungen.<br />
Nebenstehende Abbildung zeigt <strong>den</strong><br />
Temperatur-/Zeit-Verlauf des Trocknungsvorganges<br />
eines dampfregenerierten<br />
<strong>Adsorber</strong>s.<br />
Während dampfregenerierte Adsorptionsverfahren<br />
zur Abluft- und Abwasserreinigung<br />
eingesetzt wer<strong>den</strong>, erfolgt<br />
die technische Anwendung der<br />
Heißgasregeneration ausschließlich bei<br />
der Abluftreinigung.<br />
Heißgasregeneration<br />
Heißgasregenerierte Adsorptionsprozesse<br />
lassen sich vorteilhaft zur wasserarmen<br />
Lösungsmittelrückgewinnung<br />
und Gastrocknung einsetzen. Die<br />
Adsorptionsfähigkeit des eingesetzten<br />
Adsorptionsmittels wird ebenfalls durch<br />
<strong>den</strong> Regenerationsschritt bestimmt. Die<br />
Entfernung der Lösungsmittel aus dem<br />
Regenerationskreislauf erfolgt durch<br />
Kon<strong>den</strong>sation und ist immer unvollständig.<br />
Damit lassen sich mit diesem Verfahren<br />
niedrige Reingaswerte von unter<br />
10 ppm nur mit großem technischen<br />
Aufwand erreichen. Bei der Verwendung<br />
von Zeolithen als Adsorptionsmittel kann<br />
auf eine aufwendige Luftentfeuchtung<br />
verzichtet wer<strong>den</strong>.<br />
Der technisch einfachste Prozeß der<br />
Adsorption mit Heißgasregeneration<br />
stellt die Gastrocknung bzw. Drucklufttrocknung<br />
an Molekularsieben dar.
<strong>DGE</strong>-Adsorptionsverfahren<br />
zur Abwasserreinigung<br />
Das Adsorptionsvermögen eines<br />
Adsorbens kann analog der Gasphasenadsorption<br />
durch experimentell<br />
ermittelte Isothermen dargestellt wer<strong>den</strong>.<br />
Als Isothermenmodelle sind die<br />
Ansätze nach LANGMUIR, FREUND-<br />
LICH oder DUBININ geeignet. Die<br />
Auslegung von <strong>Adsorber</strong>betten <strong>für</strong> die<br />
Mehrkomponentenadsorption kann mit<br />
dem IAS-Modell erfolgen.<br />
Experimentelle Untersuchungen zur Ermittlung<br />
des FREUNDLICH-Koeffizienten<br />
k haben folgen<strong>den</strong> grundlegen<strong>den</strong><br />
Zusammenhang ergeben:<br />
(1) lg k = a M R - b N f + c A - d d p - e<br />
(2) lg k = f N C - g N H + h N N - i N O + j N Br<br />
+ l N Cl - m<br />
Mit diesen Beziehungen kann eine allgemeine<br />
Aussage über die Adsorbierbarkeit<br />
von Stoffen an unterschiedlichen<br />
Adsorbentien getroffen wer<strong>den</strong>.Therme<br />
mit positivem Vorzeichen verbessern die<br />
Adsorbierbarkeit, und Therme mit negativen<br />
Vorzeichen verschlechtern diese.<br />
Aus nebenstehen<strong>den</strong> Abbildungen kann<br />
die Adsorbierbarkeit von verschie<strong>den</strong>en<br />
Stoffen an Wasserreinigungskohle entnommen<br />
wer<strong>den</strong>.<br />
Die Adsorptionsbehälter wer<strong>den</strong> je nach<br />
Aufgabenstellung und Einsatzgebiet aus<br />
PP, PE, Edelstahl oder GFK gefertigt.<br />
Der Austausch von bela<strong>den</strong>en Adsorbentien<br />
kann durch Austausch vor Ort<br />
oder Wechsel eines kompletten <strong>Adsorber</strong>s<br />
erfolgen.<br />
Durch Adsorption in der wäßrigen Phase<br />
können sehr hohe Reinigungsleistungen<br />
und niedrige Restbeladungen<br />
erreicht wer<strong>den</strong>.<br />
Oft sind Verfahrenskombinationen,wie:<br />
Strippung – Adsorption<br />
Destillation – Adsorption<br />
Biologie – Adsorption<br />
effektiv, bei <strong>den</strong>en die Adsorption als<br />
Nachbehandlungsstufe realisiert wird.<br />
Für die Versuchsdurchführung bei komplizierten<br />
Aufgabenstellungen stehen<br />
<strong>DGE</strong>-Pilotanlagen und Meßtechnik zur<br />
Verfügung.<br />
Adsorptions- und Regenerationsbedingungen<br />
relative Beladung mol/g<br />
relative Beladung mg/g<br />
10 -2<br />
10 -3<br />
10 -4<br />
10 -5<br />
10 -6<br />
10 -7<br />
10 -9<br />
Wasser verunreinigt<br />
10 3<br />
10 2<br />
10 1<br />
10 0<br />
10 -1<br />
10 -2<br />
10 -3<br />
10 -6<br />
Nitrobenzen<br />
Adsorption Regeneration<br />
Strömungsgeschwindigkeit im <strong>Adsorber</strong> : 2–10 m/s Dampfwanderungsgeschwindigkeit : 0,03–2,0 m/s<br />
Schütthöhen : 0,5–3 m Bedampfungszeit : 0,5–3,0 h<br />
Kontaktzeiten :15–60 Min. Bettkühlung und Rückspülung nach Erfordernis<br />
10 -8<br />
2,4,6-Trichlorphenol<br />
Trichlorethylen Ethylenchlorid<br />
10 -5<br />
Bei <strong>den</strong> meisten Anwendungsfällen wer<strong>den</strong> <strong>Adsorber</strong> mit Austauschadsorbentien eingesetzt. Die am häufigsten verwendeten<br />
Adsorbentien sind Aktivkohlen, als Form- oder Pulverkohle und Polymerharze.<br />
10 -4<br />
10 -7<br />
Pestizide<br />
10 -6<br />
10 -5<br />
Konzentration (mol/l)<br />
polycyclische Aromaten<br />
10 -3<br />
10 -2<br />
Konzentration (mg/l)<br />
10 -1<br />
Phenol n-Butanol<br />
10 -4<br />
10 0<br />
10 -3<br />
10 1<br />
10 -2<br />
monocyclische<br />
Aromaten<br />
Halogenkohlenwasserstoffe<br />
10 2<br />
10 -1<br />
Wasser gereinigt<br />
Verfahrensschema einer dreistufigen Adsorptionsanlage mit Austauschkohle<br />
10 3
Stehende Festbettadsorber aus 1.4539 <strong>für</strong> eine dampfregenerierte Adsorptionsanlage zur Reinigung einer Abluftmenge<br />
von 6.000 m 3 /h (Lösungsmittelgemische).<br />
Ringsorber aus PP <strong>für</strong> eine Abluftmenge von 10.000 m 3 /h als Pufferadsorber mit<br />
Wärmetauscher und Bypaß <strong>für</strong> das BIOSORP-Verfahren<br />
Stehender Festbettadsorber aus 1.4571<br />
<strong>für</strong> eine Abwassermenge von 0,5 m 3 /h<br />
zur Grundwasserreinigung (CKW).<br />
<strong>DGE</strong> <strong>GmbH</strong><br />
Hufelandstraße 33<br />
06886 Lutherstadt Wittenberg<br />
Tel.: (0 34 91) 66 18 41<br />
Fax: (0 34 91) 66 18 42<br />
<strong>DGE</strong> <strong>GmbH</strong><br />
Tattenkofener Straße 25<br />
82538 Geretsried<br />
Tel.: (0 81 71) 9 00 51<br />
Fax: (0 81 71) 9 00 52