Rationalisierung in der Produktion - Hochschule Ulm
Rationalisierung in der Produktion - Hochschule Ulm
Rationalisierung in der Produktion - Hochschule Ulm

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
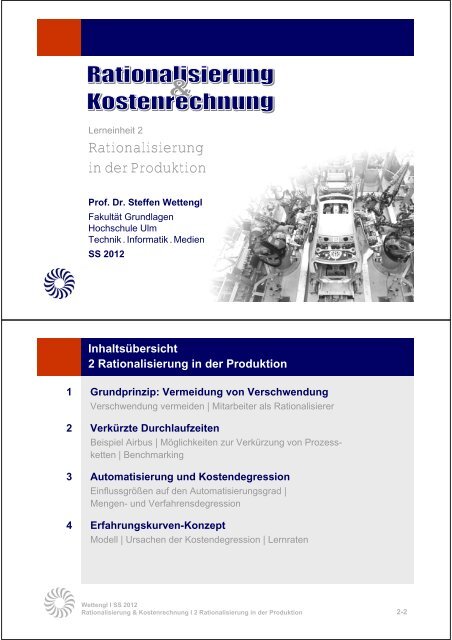
Lerne<strong>in</strong>heit 2<br />
<strong>Rationalisierung</strong><br />
<strong>in</strong> <strong>der</strong> <strong>Produktion</strong><br />
Prof. Dr. Steffen Wettengl<br />
Fakultät Grundlagen<br />
<strong>Hochschule</strong> <strong>Ulm</strong><br />
Technik . Informatik . Medien<br />
SS 2012<br />
Inhaltsübersicht<br />
2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong><br />
1 Grundpr<strong>in</strong>zip: Vermeidung von Verschwendung<br />
Verschwendung vermeiden | Mitarbeiter als Rationalisierer<br />
2 Verkürzte Durchlaufzeiten<br />
Beispiel Airbus | Möglichkeiten zur Verkürzung von Prozessketten<br />
| Benchmark<strong>in</strong>g<br />
3 Automatisierung und Kostendegression<br />
E<strong>in</strong>flussgrößen auf den Automatisierungsgrad |<br />
Mengen- und Verfahrensdegression<br />
4 Erfahrungskurven-Konzept<br />
Modell | Ursachen <strong>der</strong> Kostendegression | Lernraten<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-2
1.1 Verschwendung vermeiden<br />
Typische Probleme <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> (2)<br />
Anhäufung von Beständen Suche nach Werkzeug Masch<strong>in</strong>enstillstand<br />
Warten auf Material<br />
Quelle: Suzaki: Mo<strong>der</strong>nes Management im Industriebetrieb (1989), S. 8f.<br />
Nacharbeit Fehler<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-4<br />
Typische Probleme <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> (2)<br />
Überproduktion und Mehrfachhandhabung<br />
Kurzfristiges Lagern<br />
Teilemangel<br />
Quelle: Suzaki: Mo<strong>der</strong>nes Management im Industriebetrieb (1989), S. 8f.<br />
Transport von Teilen über weite Strecken<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-5
A<br />
B<br />
C<br />
D<br />
Arten von Verschwendung<br />
Verschwendung<br />
durch<br />
... durch<br />
... durch<br />
... durch<br />
... durch<br />
Arten von<br />
Verschwendung<br />
(<strong>in</strong> <strong>der</strong> <strong>Produktion</strong>)<br />
... durch<br />
... durch<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-6<br />
Vermeiden unnötiger Transportund<br />
Handhabungsprozesse<br />
Quelle: Suzaki: Mo<strong>der</strong>nes Management im Industriebetrieb (1989), S. 23.<br />
kürzere<br />
Durchlaufzeit<br />
weniger<br />
Prozessschritte<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-7
Reduzierung <strong>in</strong>terner Rüstzeiten (1)<br />
Ausgangssituation<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
E<strong>in</strong>richter<br />
Arbeitsgang<br />
E<br />
Suche des neuen Gesenks<br />
Transport des neuen Gesenks<br />
Ausbau des alten Gesenks<br />
E<strong>in</strong>bau des neuen Gesenks<br />
Transport des neuen Materials<br />
Justierung<br />
Transport des alten Gesenks<br />
extern<br />
<strong>in</strong>tern<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
m<strong>in</strong> Wer?<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-8<br />
3<br />
10<br />
2<br />
2<br />
10<br />
20<br />
10<br />
Quelle: Suzaki: Mo<strong>der</strong>nes Management im Industriebetrieb (1989), S. 35.<br />
Reduzierung <strong>in</strong>terner Rüstzeiten (2)<br />
Verbesserte Situation<br />
Hilfskraft<br />
E<strong>in</strong>richter<br />
1<br />
2<br />
5<br />
4<br />
6a<br />
3<br />
6b<br />
7<br />
H<br />
Arbeitsgang<br />
Suche des neuen Gesenks<br />
Transport des neuen Gesenks<br />
Transport des neuen Gesenks<br />
E<strong>in</strong>bau des neuen Gesenks<br />
Justierung*<br />
Ausbau des alten Gesenks<br />
Justierung*<br />
Transport des alten Gesenks<br />
E<br />
extern<br />
<strong>in</strong>tern<br />
E<br />
E<br />
E<br />
I<br />
I<br />
I<br />
I<br />
E<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-9<br />
3<br />
10<br />
10<br />
2<br />
7<br />
2<br />
8<br />
10<br />
E<br />
E<br />
E<br />
E<br />
E<br />
E<br />
E<br />
m<strong>in</strong> Wer?<br />
Quelle: Suzaki: Mo<strong>der</strong>nes Management im Industriebetrieb (1989), S. 35.<br />
H<br />
H<br />
H<br />
H<br />
H<br />
E<br />
E<br />
H<br />
mehr<br />
Flexibilität<br />
bessere<br />
Masch<strong>in</strong>ennutzung<br />
* vere<strong>in</strong>fachte Justierung,<br />
z. B. durch Zentrierhilfen
1.2 Mitarbeiter als Rationalisierer<br />
Trennung von “Denken” und “Handeln” bei Henry Ford<br />
„We expect the men to do what they are told.<br />
The organization is so highly specialized and<br />
one part is so dependant upon another that<br />
we could not for a moment consi<strong>der</strong> allow<strong>in</strong>g<br />
men to have their own way. Without<br />
the most rigid discipl<strong>in</strong>e we would have<br />
the utmost confusion.“<br />
Quelle: Ford: My Life and Work (1922), S. 111.<br />
Henry Ford (1863-1947)<br />
Grün<strong>der</strong> <strong>der</strong> Ford Motor Company<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-10<br />
Tayloristisch-fordistische Aufgabentrennung<br />
<strong>in</strong> <strong>der</strong> Fertigung<br />
Quelle: Suzaki: Mo<strong>der</strong>nes Management im <strong>Produktion</strong>sbetrieb (1989), S. 201.<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-11
Strenge Trennung kreativ-dispositiver und<br />
re<strong>in</strong> ausführen<strong>der</strong> Tätigkeiten bei Henry Ford<br />
� Das Taylor/Ford-<br />
System ist nicht<br />
nur durch e<strong>in</strong>e<br />
starke Arbeitsteilung<br />
bei den<br />
ausführenden<br />
Tätigkeiten gekennzeichnet,<br />
son<strong>der</strong>n auch<br />
durch e<strong>in</strong>e strikte<br />
Trennung von<br />
Arbeitsausführung<br />
und Arbeitsplanung.<br />
hoch<br />
dispositive und/<br />
o<strong>der</strong> kreative<br />
Tätigkeiten<br />
Handlungsspielraum<br />
niedrig<br />
re<strong>in</strong> ausführende<br />
Tätigkeiten<br />
Vgl. Pfeiffer/Weiß: Lean Management, 2. Aufl. (1994), S. 73 ff.<br />
Tätigkeit<br />
1<br />
Tätigkeit<br />
2<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-12<br />
Vor- und Nachteile starker Arbeitsteilung<br />
Vorteile<br />
� Übungsgew<strong>in</strong>ne durch starke<br />
Spezialisierung<br />
� extrem kurze E<strong>in</strong>arbeitungszeit<br />
� Ungelernte Arbeitskräfte lassen<br />
sich gut e<strong>in</strong>setzen<br />
Nachteile<br />
...<br />
Tätigkeitsspektrum<br />
Vgl. Pfeiffer/Dörrie/Stoll: Menschliche Arbeit ... (1977), S. 65 ff. | H<strong>in</strong>tergrundbild: Bosch<br />
A<br />
... Tätigkeit<br />
n<br />
� Monotonie und Überdrussgefühl<br />
� e<strong>in</strong>seitige Beanspruchung und<br />
erhöhter Erholungsbedarf<br />
� langfristig Verm<strong>in</strong><strong>der</strong>ung <strong>der</strong><br />
Lernfähigkeit<br />
� Gefühl <strong>der</strong> Austauschbarkeit<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-13
1<br />
12<br />
13<br />
Maßnahmen zur Aufgabenerweiterung<br />
Job<br />
Erhöhung <strong>der</strong> Zahl unterschiedlicher<br />
Tätigkeiten<br />
(z.B. Mantel zuschneiden<br />
+ Mantel nähen)<br />
Job<br />
Integration von planerischen,<br />
organisatorischen<br />
und kreativen Aufgaben<br />
(z.B. eigenverantwortliche<br />
Kontrolle u. Zeite<strong>in</strong>teilung,<br />
Teilebeschaffung planen)<br />
Job<br />
geplanter Tausch von<br />
Arbeitsplätzen bzw.<br />
-aufgaben<br />
hoch<br />
Handlungsspielraum<br />
niedrig<br />
Tätigkeitsspektrum<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-14<br />
12<br />
Tätigkeit<br />
1<br />
Tätigkeit<br />
2<br />
Reißle<strong>in</strong>e an e<strong>in</strong>em Montageband von Toyota<br />
Foto: Toyota UK<br />
1<br />
... Tätigkeit<br />
n<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-15<br />
13
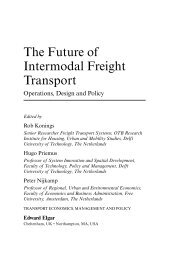
Beispiel Airbus<br />
Airbus will <strong>Produktion</strong>szeit stark verkürzen<br />
Flugzeughersteller Airbus will die<br />
<strong>Produktion</strong>szeit für se<strong>in</strong>e Flugzeugflotte<br />
um e<strong>in</strong> Drittel verkürzen.<br />
Die Zeit vom Auftrag bis zur<br />
Auslieferung bei <strong>der</strong> A320-Familie<br />
soll von bisher neun auf sechs<br />
Monate s<strong>in</strong>ken.<br />
Das sagte <strong>der</strong> Airbus-Vorstand Gustav<br />
Humbert. "Wir wollen schneller<br />
produzieren und auch schneller<br />
entwickeln", sagte Humbert bei <strong>der</strong><br />
Vorstellung des ersten Airbus-Tankers<br />
für die Bundeswehr. Die<br />
schnellere <strong>Produktion</strong> trage auch zu<br />
e<strong>in</strong>er ger<strong>in</strong>gen Kapitalb<strong>in</strong>dung bei.<br />
Airbus hatte im Frühjahr e<strong>in</strong> Strukturprogramm<br />
gestartet, das Kostene<strong>in</strong>sparungen<br />
und neue Abwicklungsprozesse<br />
von <strong>der</strong> Bestellung<br />
bis zur Auslieferung vorsieht. Der<br />
US-Wettbewerber Boe<strong>in</strong>g kündigte<br />
mit dem neuen 7E7-Jet ebenfalls<br />
drastisch verkürzte <strong>Produktion</strong>szeiten<br />
an.<br />
Vor allem soll die <strong>Produktion</strong> <strong>in</strong> <strong>der</strong><br />
Endl<strong>in</strong>ie, also von <strong>der</strong> Flügelmontage<br />
bis zur Auslieferung, auf rund<br />
25 Tage verkürzt werden. Airbus<br />
nutze dabei Erfahrungen aus <strong>der</strong><br />
Automobil<strong>in</strong>dustrie.<br />
Quelle: FTD vom 10.12.03<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-18<br />
<strong>Produktion</strong>szeitverkürzung bei Airbus<br />
Bisheriger Zustand<br />
Annahme: Materialkäufe werden zu 5%<br />
kreditf<strong>in</strong>anziert,<br />
Überschüsse zu 5% verz<strong>in</strong>st.<br />
-10 -24 -12 � Auszahlungen<br />
Nov Dez Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez Jan Feb Mrz<br />
1<br />
Start<br />
Komponenten<br />
fertigung<br />
Start<br />
Systemfertigung<br />
Kapitalkosten (Jan – Dez) -1,7 Mio €<br />
Start<br />
Montage<br />
Ende<br />
Montage/<br />
Lieferung<br />
6<br />
Zahlung des<br />
Kunden / Tilgung<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-19<br />
+80<br />
2 3 4 5<br />
Mio €<br />
Mio €<br />
Mio €<br />
� E<strong>in</strong>zahlung
<strong>Produktion</strong>szeitverkürzung bei Airbus<br />
<strong>Produktion</strong>szeit verkürzt – Späterer <strong>Produktion</strong>sstart<br />
Auszahlungen �<br />
-10 -24 -12 E<strong>in</strong>zahlung � +80<br />
Nov Dez Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez Jan Feb Mrz<br />
1<br />
Start<br />
Fertigung<br />
2 3 4<br />
Ende<br />
Montage/<br />
Lieferung<br />
6<br />
Zahlung des<br />
Kunden / Tilgung<br />
Mio €<br />
Mio €<br />
Mio €<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-20<br />
Möglichkeiten zur Verkürzung von Prozessketten<br />
Parallelisieren<br />
Verkürzen<br />
Vermeiden<br />
Zusammenfassen<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-21<br />
alt<br />
neu<br />
alt<br />
neu<br />
alt<br />
neu<br />
alt<br />
neu<br />
5<br />
Beispiele:
Benchmark<strong>in</strong>g<br />
� Benchmark<strong>in</strong>g beschreibt<br />
den Vergleich eigener<br />
Produkte, Dienstleistungen<br />
und/o<strong>der</strong> Prozesse mit<br />
denjenigen von an<strong>der</strong>en<br />
Abteilungen und<br />
Unternehmen.<br />
� Duch das kreative Aufspüren<br />
von „Best Practices“<br />
über die Grenzen<br />
<strong>der</strong> eigenen Branche<br />
h<strong>in</strong>weg lassen sich<br />
erhebliche Verbesserungen<br />
erreichen.<br />
Konzern-BM<br />
1<br />
Unternehmensbezogenes<br />
BM<br />
eigene<br />
Organisation<br />
4<br />
Branchenunabhängiges<br />
BM<br />
Konkurrenz-BM<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-22<br />
Internes Benchmark<strong>in</strong>g<br />
fremde<br />
Branche<br />
eigene<br />
Branche<br />
Wer ist die<br />
Vergleichsorganisation?<br />
2<br />
3<br />
fremde<br />
Organisation<br />
Internes BM Externes BM<br />
� Beim <strong>in</strong>ternen Benchmark<strong>in</strong>g versuchen Organisationen,<br />
von an<strong>der</strong>en Zweigwerken, Abteilungen o<strong>der</strong> Arbeitsgruppen<br />
zu lernen.<br />
� In (großen) Konzernen ist dabei auch e<strong>in</strong> Vergleich<br />
zwischen Unternehmensteilen aus verschiedenen<br />
Branchen möglich.<br />
VORTEILE<br />
� Daten sehr gut verfügbar<br />
� gute Vergleichbarkeit<br />
� begrenzter Aufwand<br />
� weniger Wi<strong>der</strong>stand, da ke<strong>in</strong>e<br />
Lösungen von außen<br />
NACHTEILE<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-23<br />
�
Konkurrenz-Benchmark<strong>in</strong>g<br />
� Die Benchmark<strong>in</strong>g-Partner kommen aus<br />
<strong>der</strong>selben Branche, e<strong>in</strong> direkter Vergleich von<br />
Detaildaten ist deshalb nicht (kaum) möglich.<br />
� In aller Regel ist e<strong>in</strong>e neutrale Stelle erfor<strong>der</strong>lich,<br />
bei <strong>der</strong> die Vergleichsdaten erfasst und<br />
bei Bedarf anonymisiert werden.<br />
VORTEILE<br />
� wichtig für Bestimmung <strong>der</strong><br />
eigenen Wettbewerbsposition<br />
� gutes Lern- bzw. Verbesserungspotential<br />
� hoher Aufwand<br />
NACHTEILE<br />
� Detail<strong>in</strong>formationen nicht<br />
(kaum) verfügbar<br />
� kartellrechtliche Grenzen<br />
für den Vergleich (Preise)<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-24<br />
Branchenunabhängiges Benchmark<strong>in</strong>g<br />
� Beim branchenunabhängigen (-übergreifenden)<br />
Benchmark<strong>in</strong>g erfolgt <strong>der</strong> Vergleich mit Unternehmen,<br />
die nicht <strong>der</strong> gleichen Branche angehören.<br />
� Man spricht auch von funktionalem o<strong>der</strong><br />
generischem Benchmark<strong>in</strong>g.<br />
VORTEILE<br />
� hohes Lern- bzw. Verbesserungspotential<br />
� Daten häufig besser verfügbar<br />
als bei Konkurrenz-BM<br />
NACHTEILE<br />
� F<strong>in</strong>den <strong>der</strong> Vergleichsunternehmen<br />
nicht e<strong>in</strong>fach<br />
� aufwendiger als <strong>in</strong>ternes BM<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-25
Generisches Benchmark<strong>in</strong>g<br />
„Hier f<strong>in</strong>det e<strong>in</strong> branchen- und funktionsübergreifen<strong>der</strong><br />
Vergleich von Prozessen und Methoden statt.<br />
Es wird hier e<strong>in</strong> Vergleich zwischen unverwandten<br />
Unternehmen angestrebt.“<br />
Fotos: Bridgestone, wikimedia.org (Jelson25)<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-26<br />
Know-how-Transfer<br />
Der VW Golf unter den Segelyachten<br />
28.06.2011. Die Werft aus dem fränkischen Giebelstadt<br />
stand <strong>in</strong> den letzten Jahren mehrfach vor dem<br />
Kollaps. Aber sie ist noch da. Die Alle<strong>in</strong>herrschaft<br />
des ehemaligen Werftbesitzers wurde von neuen<br />
Eigentümern durch Manager und Spezialisten aus<br />
dem Automobilbau ersetzt. Die neue 50 ist für<br />
e<strong>in</strong>en E<strong>in</strong>standspreis von knapp 250.000 Euro zu<br />
haben. Absolut gesehen viel Geld, aber im Vergleich<br />
zu den Mitbewerbern günstig, und man bekommt<br />
e<strong>in</strong>iges geboten. Das ist Bootsbau, wie man<br />
ihn sich wünscht, wenn er aus Deutschland kommt.<br />
Durchdacht, rationell und effektiv. Quelle: faz.net<br />
Fotos: Bavaria Yachtbau<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-27
Automatisierung<br />
= Betriebsmittel statt menschlicher Arbeit<br />
Kreative<br />
Aufgaben<br />
Elementare<br />
Aufgaben<br />
Dispositive<br />
Aufgaben<br />
Mensch Betriebsmittel<br />
Automatisierung<br />
z.B. CAD<br />
als Konstruktionshilfe<br />
z.B. SAP<br />
als Dispositionshilfe<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-29<br />
Automobilproduktion <strong>in</strong> Deutschland und Indien<br />
Welche <strong>Produktion</strong><br />
ist wirtschaftlicher?<br />
Automobilproduktion<br />
beim<br />
<strong>in</strong>dischen<br />
Hersteller Tata<br />
Personal<strong>in</strong>tensiv<br />
Automobilproduktion<br />
bei Volkswagen<br />
<strong>in</strong> Wolfsburg<br />
Kapital<strong>in</strong>tensiv<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-30
3.1 E<strong>in</strong>flussgrößen auf den Automatisierungsgrad<br />
Übersicht<br />
Mensch ? ? Betriebsmittel<br />
Leistungsfähigkeit<br />
und Kosten <strong>der</strong>zeitiger/neuer<br />
Mitarbeiter<br />
<strong>Produktion</strong>sprogramm<br />
(Varianten, Losgrößen, ...)<br />
Leistungsfähigkeit<br />
und Kosten <strong>der</strong>zeitiger/<br />
neuer Betriebsmittel<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-31<br />
Kapazität und Flexibilität<br />
� Kapazität und Flexibilität von Betriebsmitteln, aber auch<br />
personellen Ressourcen s<strong>in</strong>d adäquat zur Fertigungsaufgabe<br />
zu gestalten.<br />
� Dabei s<strong>in</strong>d zwei wesentliche Größen zu beachten:<br />
� Lässt die Gleichartigkeit <strong>der</strong> Fertigungsaufgabe (gleiche<br />
bzw. ähnliche Produkte) es zu, br<strong>in</strong>gt e<strong>in</strong>e <strong>Produktion</strong><br />
mit leistungs<strong>in</strong>tensiven, aber wenig flexiblen Betriebsmitteln<br />
Vorteile durch Größendegression (siehe unten).<br />
� Bei starken Wechseln <strong>der</strong> Fertigungsaufgabe gew<strong>in</strong>nt<br />
die M<strong>in</strong>imierung von Stillstandszeiten (Rüstzeiten, Vorbereitung)<br />
bzw. die Optimierung von Wechselvorgängen<br />
an Bedeutung. Dann s<strong>in</strong>d flexiblere Konzepte vorteilhaft.<br />
Vgl. Strubl: Systemgestaltungspr<strong>in</strong>zipien (1993), S. 74 ff.<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-32
E<strong>in</strong>fluss des <strong>Produktion</strong>sprogramms<br />
Individuelle<br />
E<strong>in</strong>zelstücke<br />
.............................<br />
.............................<br />
E<strong>in</strong>zelfertigung<br />
Fertigungsaufgabe<br />
Ger<strong>in</strong>ge Zahl<br />
gleicher<br />
E<strong>in</strong>heiten<br />
............................<br />
............................<br />
Kle<strong>in</strong>serienfertigung<br />
Serienfertigung<br />
Große bis unbegrenzte<br />
Zahl gleicher E<strong>in</strong>heiten<br />
............................<br />
............................<br />
Großserienfertigung<br />
.............................<br />
.............................<br />
.................... niedrig Automatisierungsgrad .................... hoch<br />
Massenproduktion<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-33<br />
3.2 Mengen- und Verfahrensdegression<br />
Kostendegression = S<strong>in</strong>kende Stückkosten<br />
Mengendegression<br />
(Beschäftigungsdegression)<br />
= Bei zunehmen<strong>der</strong> Fertigungsmenge<br />
verteilen sich die<br />
........................ F i x k o s t e n <strong>der</strong> <strong>Produktion</strong><br />
auf mehr gefertigte E<strong>in</strong>heiten.<br />
Der .........................anteil<br />
F i x k o s t e nanteil<br />
je Stück s<strong>in</strong>kt.<br />
Kostendegression<br />
= Aufgrund <strong>der</strong> Verän<strong>der</strong>ung e<strong>in</strong>er unabhängigen Größe<br />
(z. B. <strong>der</strong> Fertigungsmenge) s<strong>in</strong>ken die Stückkosten<br />
<strong>der</strong> gefertigten E<strong>in</strong>heiten.<br />
Verfahrensdegression<br />
(„Gesetz <strong>der</strong> Massenproduktion“)<br />
= In <strong>der</strong> Regel verursachen spezialisierte<br />
größere Masch<strong>in</strong>en und<br />
Verfahren bei guter Auslastung<br />
niedrigere Stückkosten als<br />
e<strong>in</strong>e vergleichbare Zahl kle<strong>in</strong>erer<br />
Masch<strong>in</strong>en.<br />
Bsp.: Automatisierte Prozesse<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-35
A330/A340-Endmontage bei Airbus <strong>in</strong> Toulouse<br />
Kurze DLZ haben außer<br />
<strong>der</strong> ger<strong>in</strong>geren Kapitalb<strong>in</strong>dung<br />
e<strong>in</strong>en weiteren Ratio-Effekt.<br />
Foto: Airbus<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-36<br />
CFK <strong>in</strong> Großserie<br />
BMW Landshut<br />
beg<strong>in</strong>nt mit Carbon-<strong>Produktion</strong><br />
05.03.2012. BMW hat im Landshuter Komponentenwerk<br />
e<strong>in</strong>e neue Fertigungsstätte für ultraleichte<br />
Carbonteile <strong>in</strong> Betrieb genommen. Die am<br />
Standort Wackersdorf gefertigten Carbonfaser-<br />
Gelege werden <strong>in</strong> Landshut zu CFK-Karosserieteilen<br />
weiterverarbeitet und an das Werk Leipzig<br />
geliefert, wo ab 2013 <strong>der</strong> BMW i3 und <strong>der</strong> BMW<br />
i8 produziert werden. Die neue CFK-Fertigung<br />
ermöglicht die automatisierte Großserienfertigung<br />
von Carbonteilen.<br />
Fotos: BMW<br />
Quelle: atzonl<strong>in</strong>e.de<br />
Gesetz <strong>der</strong><br />
Massenproduktion<br />
Sag´ ich doch.<br />
Karl Bücher<br />
(1847-1930)<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-37
Beispiel Waschmasch<strong>in</strong>e<br />
Wie lassen sich bei <strong>der</strong> Nutzung<br />
von Waschmasch<strong>in</strong>en Kostensenkungen<br />
durch Mengen- und<br />
Verfahrensdegression erreichen?<br />
Foto: Bosch Hausgeräte<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-38<br />
LEERE FOLIE<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-39
Mio<br />
€<br />
200<br />
160<br />
120<br />
80<br />
40<br />
0<br />
Mio<br />
€<br />
200<br />
160<br />
120<br />
80<br />
40<br />
0<br />
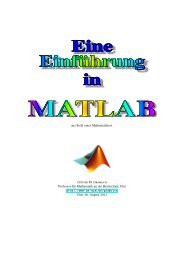
Mengendegression bei e<strong>in</strong>em Fertigungsverfahren V1<br />
Umsatzerlöse und Kosten € pro Preis und Stückkosten<br />
Stück<br />
<strong>Produktion</strong>smenge (Mio)<br />
0<br />
<strong>Produktion</strong>smenge (Mio)<br />
0 0,4 0,8 1,2 1,6 2,0 2,4<br />
0,8 1,2 1,6 2,0 2,4<br />
Preis = 75 € Fixkosten V1 = 40 Mio € Variable Kosten V1 = 50 € Gesamtkosten V1<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-40<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-41<br />
200<br />
160<br />
120<br />
Verfahrensdegression beim Wechsel auf<br />
das Fertigungsverfahren V2<br />
Umsatzerlöse und Kosten € pro Preis und Stückkosten<br />
Stück<br />
<strong>Produktion</strong>smenge (Mio)<br />
0<br />
<strong>Produktion</strong>smenge (Mio)<br />
0 0,4 0,8 1,2 1,6 2,0 2,4<br />
0,8 1,2 1,6 2,0 2,4<br />
Preis = 75 € Fixkosten V2 = 100 Mio € Variable Kosten V2 = 25 € Gesamtkosten V2<br />
80<br />
40<br />
200<br />
160<br />
120<br />
80<br />
40
Automatisierung und Kostendegression<br />
Fazit<br />
� Der Wechsel auf kapital<strong>in</strong>tensivere Verfahren (im Beispiel<br />
von V1 auf V2) bedeutet:<br />
� Höhere Fixkosten durch die hohen Anschaffungskosten<br />
für Werkzeugmasch<strong>in</strong>en, Roboter, Transferstraßen etc.<br />
� Ger<strong>in</strong>gere variable Kosten<br />
� Bei hohen <strong>Produktion</strong>smengen und guter Auslastung<br />
bietet sich die Möglichkeit, niedrigere Stückkosten und<br />
höhere Gew<strong>in</strong>ne zu erzielen.<br />
� An<strong>der</strong>erseits bedeuten Schwächephasen bei <strong>der</strong> Nachfrage<br />
und ger<strong>in</strong>ge Auslastung e<strong>in</strong> größeres Risiko durch<br />
den gewachsenen Fixkostenblock.<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-42<br />
LEERE FOLIE<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-43
Stückkosten<br />
(k) 100<br />
50<br />
10<br />
80<br />
64<br />
34<br />
24<br />
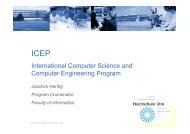
Entwicklung bei Preis und Energiedichte<br />
von Lithium-Ionen-Batteriezellen<br />
Spezifische<br />
Energiedichte<br />
[Wh/kg]<br />
75<br />
1560<br />
1010<br />
135<br />
1985 1990 1995 2000 2005 2010 2015<br />
Daten: Bosch<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-46<br />
Erfahrungskurven-Konzept<br />
Vgl. Hen<strong>der</strong>son (1984), S. 19 ff.<br />
200<br />
480<br />
240<br />
Spezifischer<br />
Preis<br />
[$/kWh]<br />
Kumulierte<br />
<strong>Produktion</strong>smenge (m)<br />
1.000 4.000 8.000 16.000<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-47<br />
300<br />
Mit je<strong>der</strong> Verdopplung <strong>der</strong> kumulierten<br />
<strong>Produktion</strong>smenge gehen die Stückkosten<br />
e<strong>in</strong>es neuen Produktes<br />
um bis % zurück.
Industrie-Erfahrungskurve für Festplattenspeicher<br />
Quelle: Christensen: The Innovator‘s Dilemma (1997), S. 8<br />
Durchschnittliche<br />
Lernrate:<br />
-53 %<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-48<br />
Ursachen <strong>der</strong> Kostendegression bei Erfahrungskurven<br />
Lernkurve<br />
Mitarbeiter beherrschen<br />
Fertigungs- und Montageprozesse<br />
besser (machen<br />
z. B. weniger Fehler).<br />
Größenvorteile<br />
(Mengendegression)<br />
Ressourcen werden besser<br />
ausgenutzt, Fixkosten verteilen<br />
sich stärker.<br />
Technischer Fortschritt<br />
(Verfahrensdegression)<br />
Effizientere Fertigungsverfahren<br />
(z. B. mehr<br />
Automatisierung)<br />
Weitere <strong>Rationalisierung</strong>smaßnahmen<br />
z. B. konstruktive Verän<strong>der</strong>ungen,<br />
welche die<br />
Montage erleichtern<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-49
Stückkosten<br />
(k) 100<br />
50<br />
10<br />
80<br />
64<br />
Erfahrungskurven-Konzept, mathematisch<br />
6.000<br />
(m = 6)<br />
?<br />
Die Erfahrungskurve lässt sich durch<br />
e<strong>in</strong>e Exponentialfunktion beschreiben.<br />
k m = k 1 ·m x<br />
k 1, k m = Stückkosten <strong>der</strong> ersten bzw.<br />
m-ten produzierten E<strong>in</strong>heit<br />
m = kumulierte <strong>Produktion</strong>smenge *<br />
x = lernratenabhängiger Faktor<br />
Lernrate 10 % 20 % 30 % 40 %<br />
x<br />
Kumulierte<br />
-0,322<br />
<strong>Produktion</strong>smenge<br />
1.000 4.000 6.000 8.000* Größenordnung beachten 16.000<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-50<br />
Erfahrungskurven bei e<strong>in</strong>er Kfz-Komponente<br />
Komponente mit hohem Neuheitsgrad<br />
Stückkosten<br />
(k)<br />
Jahr<br />
01<br />
Jahr<br />
02<br />
02<br />
Werk 2<br />
Werk 3<br />
04<br />
Werk 1<br />
03<br />
Werk 1 Deutschland, Pilotwerk,<br />
sehr große Erfahrung<br />
Werk 2 Deutschland, mittlere Erfahrung<br />
Werk 3 Südeuropa, große Erfahrung<br />
Jahr<br />
03<br />
04<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-51<br />
Jahr<br />
04<br />
Jahr<br />
05<br />
Jahr<br />
06<br />
05 06 07<br />
Lernrate<br />
~ 30 %<br />
~25 %<br />
~ 20 %<br />
Jahr<br />
07<br />
05 06 07<br />
jeweilige kumulierte <strong>Produktion</strong>smenge
Lernraten bei Erfahrungskurven<br />
� Bei Produkten mit hohem technischem Neuheitsgrad<br />
(z. B. mit neuen Werkstoffen) s<strong>in</strong>d die Lernraten <strong>der</strong><br />
Erfahrungskurve relativ hoch (auch die anfänglichen<br />
Stückkosten).<br />
� In Pilotwerken e<strong>in</strong>es (<strong>in</strong>ternationalen) Fertigungsverbundes<br />
s<strong>in</strong>d die Lernraten höher als <strong>in</strong> Werken,<br />
welche die <strong>Produktion</strong> gleicher Produkte später<br />
aufnehmen.<br />
� Werke und Lieferanten mit ausgereifter Infrastruktur<br />
und (langjähriger) Erfahrung mit bestimmten Fertigungsverfahren<br />
erreichen früh relativ niedrige Stückkosten<br />
und haben niedrigerer Lernraten als „unreife“ Werke.<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-52<br />
Erfahrungskurven konkurrieren<strong>der</strong> Technologien<br />
� Neue Technologien s<strong>in</strong>d alten <strong>in</strong> Bezug auf die Stückkosten<br />
zunächst oft unterlegen. Langfristig lässt sich<br />
aber e<strong>in</strong> günstigeres Kostenniveau erreichen.<br />
Erfahrungskurve<br />
<strong>der</strong> alten<br />
Technologie<br />
Kostensprung<br />
beim Technologieübergang<br />
Vgl. Pfeiffer et al.: Funktionalmarkt-Konzept (1997), S. 35.<br />
Erfahrungskurve<br />
<strong>der</strong> neuen<br />
Technologie<br />
Wettengl I SS 2012<br />
<strong>Rationalisierung</strong> & Kostenrechnung I 2 <strong>Rationalisierung</strong> <strong>in</strong> <strong>der</strong> <strong>Produktion</strong> 2-53<br />
Zeit