NC-EAS(Y) Hilfe - EAS GmbH
NC-EAS(Y) Hilfe - EAS GmbH
NC-EAS(Y) Hilfe - EAS GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
22<br />
<strong>NC</strong>-<strong>EAS</strong>(Y) <strong>Hilfe</strong><br />
5.1.3.1 Eingangsignale (Port A-B)<br />
An der Seite des Controllers <strong>EAS</strong> USB Controller befinden sich weitere 9 Eingänge. Diese Eingänge<br />
empfangen folgende externe Signale:<br />
· Job starten, der Fräsvorgang startet sofort<br />
· Pause, Maschine wird angehalten<br />
· Referenzfahrt starten<br />
· Haubenschalter überwacht die Haube. Wenn die Haube beim Fräsen oder bei der Referenzfahrt<br />
geöffnet wird, dann wird die Maschinenarbeit sofort abgebrochen und erscheint die Meldung ‚Die<br />
Haube ist offen!'.<br />
Hinweis: Damit ein externes Startsignal aktiv ist, muss das Symbol mit einem Häkchen markiert<br />
sein.<br />
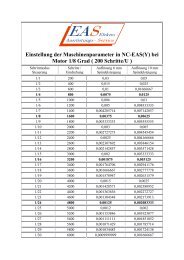
5.1.4 Geschwindigkeiten<br />
Abhängig vom Maschinentyp müssen unterschiedliche Geschwindigkeiten definiert werden. Zu hohe<br />
Geschwindigkeiten können zu Schrittverlusten führen. Hier gibt es folgende Einstellungsmöglichkeiten:<br />
· Die Eilgeschwindigkeit ist die maximale Geschwindigkeit, mit der die Maschine ohne<br />
Schrittverluste verfahren kann.<br />
· Die Referenzgeschwindigkeit ist die Geschwindigkeit der X-, Y-, Z- und A Achse bei der<br />
Referenzfahrt.<br />
· Um Schrittverluste beim Hochfahren der Schrittmotoren zu vermeiden (Achse bleibt hängen), darf<br />
die Start/Stopp-Geschwindigkeit nicht zu hoch sein.<br />
· Der konstante Vorschub bleibt konstant auch bei interpolierten Fahrten.<br />
· Die Beschleunigung kann langsam, mittel, schnell oder sehr schnell sein.<br />
· Messgeschwindigkeit ist die Geschwindigkeit mit der die Z Achse beim messen oder abtasten auf<br />
den Schalter fährt. Nach dem Messen wird die Z Höhe mit der Start- Stop Geschwindigkeit<br />
angefahren.<br />
5.1.5 Automatischer Werkzeugwechsler<br />
Automatischer Werkzeugwechsler mit Werkzeugüberwachung kann bis zu 33 Werkzeuge haben. Um<br />
Werkzeugwechsler zu benutzen, müssen folgende Einstellungen vorgenommen werden:<br />
· Im Bereich Eigenschaften werden allgemeine Einstellungen vorgenommen. Als erstes muss der<br />
Werkzeugwechsler durch das Ankreuzen in der ‚AN' Box eingeschaltet werden. Wartezeit ist<br />
die Zeit die, die geöffnete Spindel wartet um danach ein Werkzeug zu holen oder abzulegen.<br />
Nachdem die Position des Werkzeugwechsler angefahren ist, wird in Z mit der angegeben<br />
Geschwindigkeit und Strecke eingetaucht. Der Schalter erlaubt die Zählung der<br />
Werkzeugnummer von der Nummer 0 an. Zuletzt kann die Farbe für die Anzeige des belegten und<br />
leeren Platzes im Werkzeugwechsler angegeben werden.<br />
· Als nächster Schritt ist die Angabe der Position X,Y und Z des ersten Werkzeugplatzes.<br />
· In der Offset Tabelle können bis 32 Werkzeugplätze definiert werden. Der Offset ist der Abstand in<br />
X und Y zu letzten angegeben Werkzeugplatz. Durch das Anklicken des Rechtecks können die<br />
einzelnen Werkzeugplätze deaktiviert werden. Die deaktivierten Werkzeugplätze werden grafisch<br />
nicht angezeigt.<br />
Copyright © 1993 - 2006 by Michael Boenigk