

Mechatronische Werkzeuge setzen sich durch - Komet Group
Mechatronische Werkzeuge setzen sich durch - Komet Group
Mechatronische Werkzeuge setzen sich durch - Komet Group

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
WB 7-8/2003<br />
<strong>Mechatronische</strong> <strong>Werkzeuge</strong><br />
<strong>sich</strong> <strong>durch</strong><br />
JACEK KRUSZYNSKI UND<br />
EWALD HASSELKUSS <strong>setzen</strong><br />
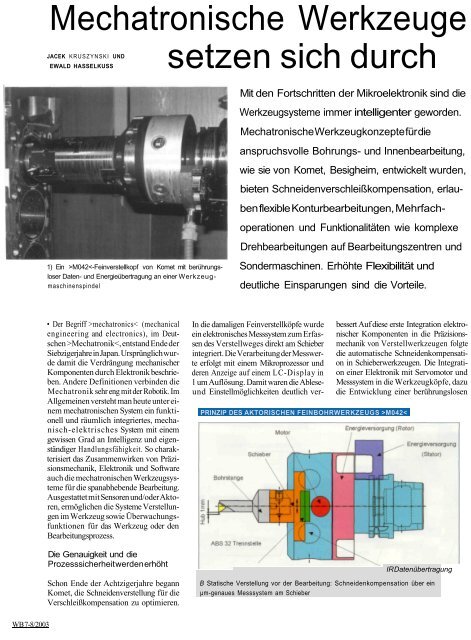
1) Ein >M042mechatronics< (mechanical<br />
engineering and electronics), im Deutschen<br />
>MechatronikM042<<br />
IR Datenübertragung<br />
B Statische Verstellung vor der Bearbeitung: Schneidenkompensation über ein<br />
µm-genaues Messsystem am Schieber
SYSTEMATISCHE DARSTELLUNG DER STEUERUNG DER >M042<<br />
CNC Steuerung<br />
Statorl<br />
Messdom<br />
Rotor<br />
Daten- und Energieübertragung, öffnete<br />
schließlich den Weg für automatisch einwechselbare<br />
und mechatronisch verstellbare<br />
<strong>Werkzeuge</strong> in Bearbeitungsmaschinen.<br />
Neben der reinen Kompensation des<br />
Verschleißes ermöglichen diese intelligenten<br />
Werkzeugsysteme flexible Konturbearbeitungen<br />
und Mehrfachoperationen<br />
mit einem Werkzeug. Im Vordergrund stehen<br />
für den Anwender die Vorteile der optimierten<br />
Bearbeitungszeiten und die<br />
Senkung der Werkstückkosten sowie zusätzliche<br />
Funktionalitäten wie Drehope-<br />
Spindeln<br />
B Das Steue-<br />
rungskonzept<br />
der M042-Fein-<br />
verstetlköpfe<br />
von <strong>Komet</strong>,<br />
4-spindlig für<br />
Transferstraßen<br />
oder Sonderma-<br />
schinen<br />
rationen auf Bearbeitungszentren. Darüber<br />
hinaus gewinnen die Steigerung der<br />
Genauigkeit und die Verbesserung der<br />
Prozess<strong>sich</strong>erheit <strong>durch</strong> einen um-genauen<br />
automatisierten Ablauf der Bearbeitung<br />
immer mehr an Bedeutung.<br />
Der Kompensationsweg wird am<br />
Schieber µm-genau überwacht<br />
|e nach Aufgabenstellung bietet die <strong>Komet</strong>-(Gruppe<br />
mit den »KomTronic-Werkzeugsystemen<br />
zwei Familien mechatroni-<br />
WERKZEUGE<br />
scher <strong>Werkzeuge</strong>. Mit statischer, das heißt<br />
vor der Bearbeitung erfolgender Verstellung<br />
sind die Feinbohrsysteme >M042< auf<br />
eine automatisierte Feinbearbeitung mit<br />
Schneidenkompensation wie die Herstel<br />
lung eng tolerierter Passungsbohrungen<br />
ausgelegt l Bild 2). Der Kompensationsweg<br />
wird über ein direktes Messsystem am<br />
Schieber µm-genau überwacht. Die ge<br />
messenen Daten gehen über eine IR-Datenübertragung<br />
zum M042-Steuerrechner,<br />
der gegebenenfalls über den im<br />
Werkzeug integrierten Motor den Schieber,<br />
auf die gewünschte Position korrigiert<br />
(Bild l). Die Betriebssoftware von <strong>Komet</strong><br />
steuert auch mehrspindlige Systeme und<br />
mehrstufige Bohrstangen (Bild 3). Messwerte<br />
von Messtastern und Messdornen<br />
können in den Arbeitsprozess einge-<br />
l HERSTELLER<br />
<strong>Komet</strong> Präzisionswerkzeuge<br />
Robert Breuning GmbH,<br />
74354 Besigheim,<br />
Tel. 0 71 43/3 73-0,<br />
Fax 0 71 43/3 73-2 33,<br />
www.komet.de
WB 7-8/2003<br />
18<br />
Bearbeitung von Zylinderhauptbohrungen<br />
mit KomTronic-M042-Feinverstellköpfen;<br />
die Bearbeitung der 4-Zylinder-Diesel-<br />
motoren aus Grauguss erfolgt auf Sonder-<br />
maschinen<br />
» bunden werden. Es ist sogar möglich,<br />
im Rahmen bestimmter Verstellbereiche<br />
unterschiedliche Bohrungs<strong>durch</strong>messer<br />
mit einem Werkzeug herzustellen. Seit<br />
19% sind weltweit mehr als 170 M042-<br />
Feinverstellköpfe, vornehmlich in der Automobilzuliefererindustrie,<br />
im Einsatz. In<br />
Anwendungen wieder Gelenkwellenfertigung,<br />
Pleuelbearbeitung oder bei der Mo-<br />
torenfertigung hat <strong>sich</strong> die mechatronische<br />
Werkzeugtechnologie bereits erfolgreich<br />
etabliert (Bild 4).<br />
Die >U-Achse< lässt <strong>sich</strong><br />
mit der Z-Achse interpolieren<br />
Für die dynamische Verstellung während<br />
der Bearbeitung hat <strong>Komet</strong> ein aktorisches<br />
Werkzeug entwickelt, das auf Bearbeitungszentren<br />
als einwechselbare U-Achse<br />
betrieben werden kann. Der Antrieb im<br />
Werkzeug, ein geregelter Servomotor, ist<br />
so an die NC-Steuerung angekoppelt, dass<br />
<strong>sich</strong> die >U-Achse< mit der Z-Achse interpolieren<br />
lässt (Linear- oder Kreisinterpo-<br />
<strong>Komet</strong> sind hier dank einer intelligenten<br />
Schneidenanordnung <strong>Werkzeuge</strong> für<br />
Mehrfachoperationen ebenso machbar.<br />
Komplexe Werkstücke können Zeit sparend<br />
mit hoher Präzision fertig bearbeitet<br />
werden.<br />
Messtechnik wird enger mit der<br />
Präzisionsmechanik verknüpft sein<br />
Mit intensiver Entwicklungs- und Forschungsarbeit,<br />
dazu gehören Beteiligungen<br />
an Forschungsprojekten wie >Accomat<<br />
(Accuracy Controlled Machine Tool), ist es<br />
in den letzten Jahren gelungen, die rasanten<br />
Fortschritte in der Mikroelektronik zu<br />
Muster-Konturbearbeitungen, die mit automatisch einwechselbaren KomTronic-U-<br />
Achswerkzeugen realisierbar sind<br />
lation). In Verbindung mit maßgeschneiderten<br />
<strong>Komet</strong>-Aufsatzwerkzeugen und<br />
-Wendeplatten sowie <strong>durch</strong> die frei programmierbare<br />
Hubeinstellung sind mit<br />
den KomTronic-U-Achswerkzeugen Konturen<br />
in Bohrungen erzeugbar, die sonst<br />
nur auf Drehmaschinen herzustellen sind<br />
(Bild 5). Zirkularfräsbearbeitungen können<br />
Zeit sparend bei höherer Qualität<br />
ersetzt werden. Das Werkzeug wird berührungslos<br />
mit Energie versorgt. Die Datenübertragung<br />
erfolgt ebenfalls berührungslos<br />
(Bild 6). Dazu wird an der Spindel ein<br />
Statorelement integriert, das auch in vorhandene<br />
Maschinen leicht nachrüstbar ist.<br />
Wie in anderen Werkzeugbereichen von<br />
PRINZIP DER >KOMTRONIC-U














