Energy Materials Testing Laboratory EVALUATION FROM
Energy Materials Testing Laboratory EVALUATION FROM
Energy Materials Testing Laboratory EVALUATION FROM

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
MoDEL FoR PowDER PRESSING AND DIE DESIGN, PART 2<br />
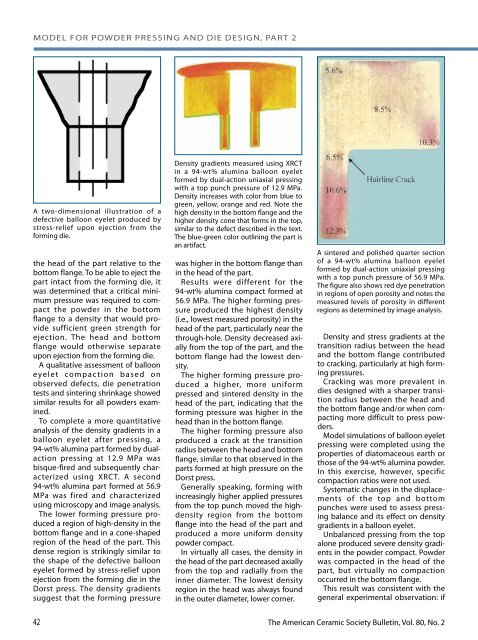
A two-dimensional illustration of a<br />
defective balloon eyelet produced by<br />
stress-relief upon ejection from the<br />
forming die.<br />
the head of the part relative to the<br />
bottom flange. To be able to eject the<br />
part intact from the forming die, it<br />
was determined that a critical minimum<br />
pressure was required to compact<br />
the powder in the bottom<br />
flange to a density that would provide<br />
sufficient green strength for<br />
ejection. The head and bottom<br />
flange would otherwise separate<br />
upon ejection from the forming die.<br />
A qualitative assessment of balloon<br />
e ye l e t compac t i o n b a s e d o n<br />
observed defects, die penetration<br />
tests and sintering shrinkage showed<br />
similar results for all powders examined.<br />
To complete a more quantitative<br />
analysis of the density gradients in a<br />
balloon eyelet after pressing, a<br />
94-wt% alumina part formed by dualaction<br />
pressing at 12.9 MPa was<br />
bisque-fired and subsequently characterized<br />
using XRCT. A second<br />
94-wt% alumina part formed at 56.9<br />
MPa was fired and characterized<br />
using microscopy and image analysis.<br />
The lower forming pressure produced<br />
a region of high-density in the<br />
bottom flange and in a cone-shaped<br />
region of the head of the part. This<br />
dense region is strikingly similar to<br />
the shape of the defective balloon<br />
eyelet formed by stress-relief upon<br />
ejection from the forming die in the<br />
Dorst press. The density gradients<br />
suggest that the forming pressure<br />
Density gradients measured using XRCT<br />
in a 94-wt% alumina balloon eyelet<br />
formed by dual-action uniaxial pressing<br />
with a top punch pressure of 12.9 MPa.<br />
Density increases with color from blue to<br />
green, yellow, orange and red. Note the<br />
high density in the bottom flange and the<br />
higher density cone that forms in the top,<br />
similar to the defect described in the text.<br />
The blue-green color outlining the part is<br />
an artifact.<br />
was higher in the bottom flange than<br />
in the head of the part.<br />
Results were different for the<br />
94-wt% alumina compact formed at<br />
56.9 MPa. The higher forming pressure<br />
produced the highest density<br />
(i.e., lowest measured porosity) in the<br />
head of the part, particularly near the<br />
through-hole. Density decreased axially<br />
from the top of the part, and the<br />
bottom flange had the lowest density.<br />
The higher forming pressure produced<br />
a higher, more uniform<br />
pressed and sintered density in the<br />
head of the part, indicating that the<br />
forming pressure was higher in the<br />
head than in the bottom flange.<br />
The higher forming pressure also<br />
produced a crack at the transition<br />
radius between the head and bottom<br />
flange, similar to that observed in the<br />
parts formed at high pressure on the<br />
Dorst press.<br />
Generally speaking, forming with<br />
increasingly higher applied pressures<br />
from the top punch moved the highdensity<br />
region from the bottom<br />
flange into the head of the part and<br />
produced a more uniform density<br />
powder compact.<br />
In virtually all cases, the density in<br />
the head of the part decreased axially<br />
from the top and radially from the<br />
inner diameter. The lowest density<br />
region in the head was always found<br />
in the outer diameter, lower corner.<br />
A sintered and polished quarter section<br />
of a 94-wt% alumina balloon eyelet<br />
formed by dual-action uniaxial pressing<br />
with a top punch pressure of 56.9 MPa.<br />
The figure also shows red dye penetration<br />
in regions of open porosity and notes the<br />
measured levels of porosity in different<br />
regions as determined by image analysis.<br />
Density and stress gradients at the<br />
transition radius between the head<br />
and the bottom flange contributed<br />
to cracking, particularly at high forming<br />
pressures.<br />
Cracking was more prevalent in<br />
dies designed with a sharper transition<br />
radius between the head and<br />
the bottom flange and/or when compacting<br />
more difficult to press powders.<br />
Model simulations of balloon eyelet<br />
pressing were completed using the<br />
properties of diatomaceous earth or<br />
those of the 94-wt% alumina powder.<br />
In this exercise, however, specific<br />
compaction ratios were not used.<br />
Systematic changes in the displacements<br />
of the top and bottom<br />
punches were used to assess pressing<br />
balance and its effect on density<br />
gradients in a balloon eyelet.<br />
Unbalanced pressing from the top<br />
alone produced severe density gradients<br />
in the powder compact. Powder<br />
was compacted in the head of the<br />
part, but virtually no compaction<br />
occurred in the bottom flange.<br />
This result was consistent with the<br />
general experimental observation: if<br />
42 The American Ceramic Society Bulletin, Vol. 80, No. 2